Изобретение относится к методам испытаний технологических смазок при обработке металлов давлением.
Известен способ оценки эффективности технологических смазок, при котором испытуемую смазку наносят на рабочую поверхность одного из двух плоскопараллель- ных бойков и производят осадку цилиндрического образца. Об эффективности смазки судят по соотношению площади смазанного и несмазанного торцов осаженного образца.
Недостатком указанного способа является невысокая точность при больших степенях деформации, так как на результат оказывает взаимовлияние смазанного и несмазанного торцов образца, - меньшая (несмазанная) площадь удерживает большую, а большая (смазанная) растягивает меньшую.
В способе-прототипе испытуемую смазку наносят на два диаметрально размещенных на поверхности каждого бойка сектора, образованных взамно перпендикулярными прямыми, проходящими через центр бойка. Смазку оценивают по соотношению осей поперечного сечения в форме овала, осаженного между бойками образца, бывшего до осадки цилиндрическим.
Недостатком этого способа является его ограниченность из-за невозможности испытаний маловязких смазок, например, водных растворов различных концентратов, так как они после нанесения на бойки по
2
ШВЯ&
о
ел
трафарету растекаются по рабочим поверхностям бойков и заданный рисунок нарушается.
Цель изобретения - расширение номенклатуры испытываемых технологических смазок путем испытания не только высоковязких смазок, но и водных растворов концентратов технологических смазок.
Поставленная цель достигается тем, что в способе, заключающемся в том, что смаз- ку наносят на два размещенных диаметрально противоположно на поверхности каждого из деформирующих бойков сектора, ограниченных взаимно перпендикулярными прямыми, проходящими через центр соответствующего бойка, центры торцов цилиндрического образца совмещают с центрами бойков, осаживают образец между бойками и определяют поперечные размеры осаженного образца, по которым оцени- вают эффективность смазки, бойки нагревают до температуры выше температуры кипения жидких фаз смазки, накладывают на несмазанную поверхность бойка трафарет, повторяющий по форме сектора на бойке, и удерживают его на бойках до выкипания жидких фаз.
Предлагаемое решение соответствует критерию существенные отличия из-за новизны связи: бойки нагревают до темпера- туры выше температуры кипения жидких фаз смазки и удерживают трафарет на бойках до момента их выкипания (отличие) - обеспечение возможности испытаний водных растворов концентратов технологиче- ских смазок (эффект).
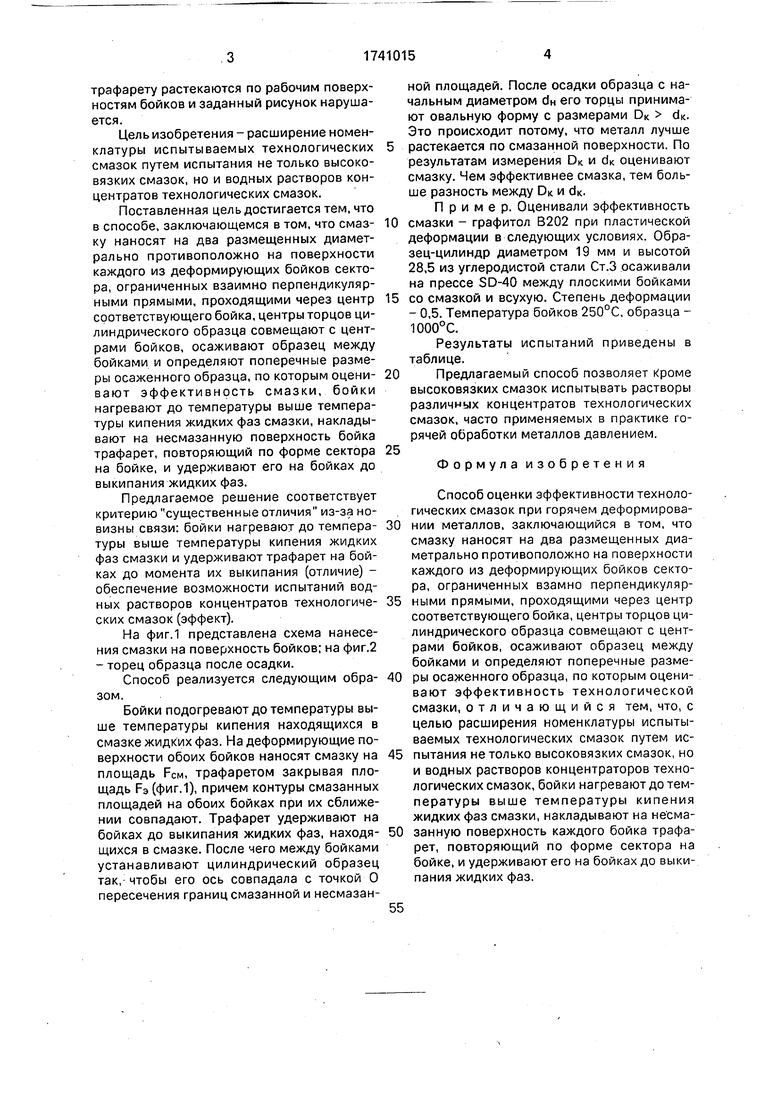
На фиг.1 представлена схема нанесения смазки на поверхность бойков; на фиг.2 - торец образца после осадки.
Способ реализуется следующим обра- зом.
Бойки подогревают до температуры выше температуры кипения находящихся в смазке жидких фаз. На деформирующие поверхности обоих бойков наносят смазку на площадь FCM, трафаретом закрывая площадь Рэ (фиг.1), причем контуры смазанных площадей на обоих бойках при их сближении совпадают. Трафарет удерживают на бойках до выкипания жидких фаз, находя- щихся в смазке. После чего между бойками устанавливают цилиндрический образец так, чтобы его ось совпадала с точкой О пересечения границ смазанной и несмазан
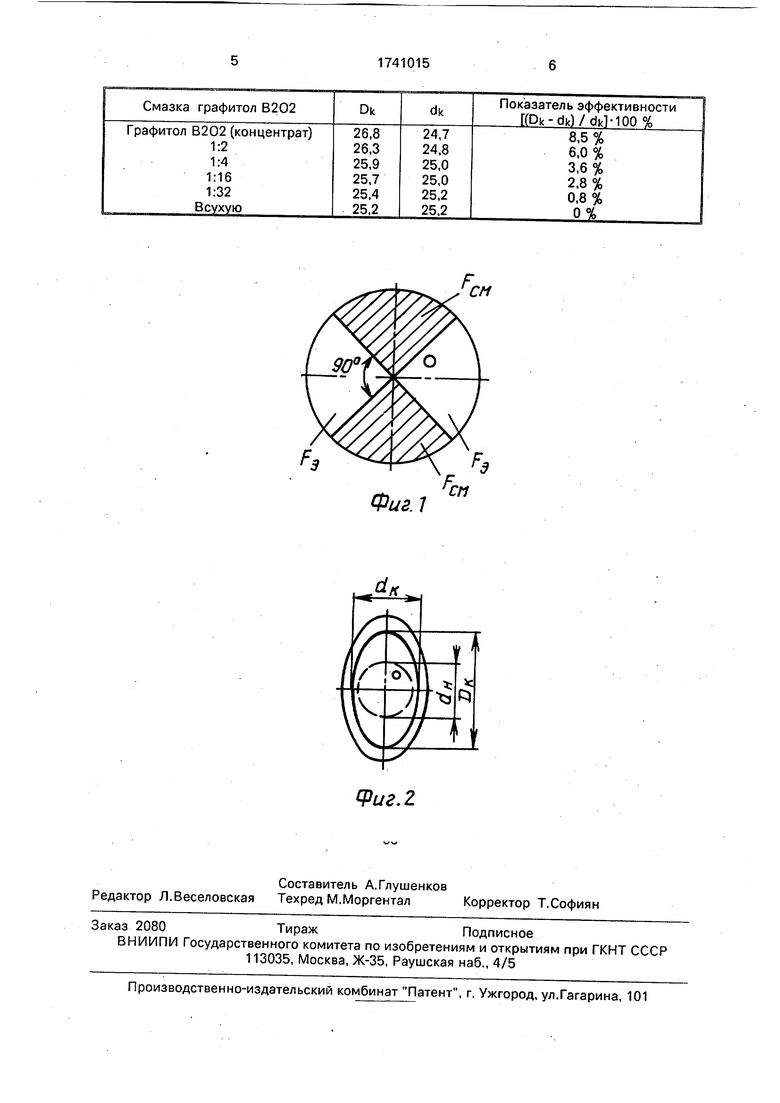
ной площадей. После осадки образца с начальным диаметром его торцы принимают овальную форму с размерами DK dK. Это происходит потому, что металл лучше растекается по смазанной поверхности. По результатам измерения DK и dK оценивают смазку. Чем эффективнее смазка, тем больше разность между DK и dK.
Пример. Оценивали эффективность смазки - графитол В202 при пластической деформации в следующих условиях. Образец-цилиндр диаметром 19 мм и высотой 28,5 из углеродистой стали Ст.З осаживали на прессе SD-40 между плоскими бойками со смазкой и всухую. Степень деформации - 0,5. Температура бойков 250°С, образца - 1000°С.
Результаты испытаний приведены в таблице.
Предлагаемый способ позволяет кроме высоковязких смазок испытывать растворы различных концентратов технологических смазок, часто применяемых в практике горячей обработки металлов давлением.
Формула изобретения
Способ оценки эффективности технологических смазок при горячем деформировании металлов, заключающийся в том, что смазку наносят на два размещенных диаметрально противоположно на поверхности каждого из деформирующих бойков сектора, ограниченных взамно перпендикулярными прямыми, проходящими через центр соответствующего бойка, центры торцов цилиндрического образца совмещают с центрами бойков, осаживают образец между бойками и определяют поперечные размеры осаженного образца, по которым оценивают эффективность технологической смазки, отличающийся тем, что, с целью расширения номенклатуры испытываемых технологических смазок путем испытания не только высоковязких смазок, но и водных растворов концентраторов технологических смазок, бойки нагревают до температуры выше температуры кипения жидких фаз смазки, накладывают на несмазанную поверхность каждого бойка трафарет, повторяющий по форме сектора на бойке, и удерживают его на бойках до выкипания жидких фаз.
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ оценки эффективности технологических смазок | 1981 |
|
SU989380A1 |
| СПОСОБ ОЦЕНКИ СМАЗОЧНОЙ СПОСОБНОСТИ ТЕХНОЛОГИЧЕСКОЙ СМАЗКИ ПРИ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ МАТЕРИАЛА | 1993 |
|
RU2075747C1 |
| Способ сравнительной оценки эффективности технологических смазок | 1989 |
|
SU1752472A1 |
| Способ оценки эффективности технологических смазок | 1985 |
|
SU1295299A1 |
| Способ оценки эффективности технологических смазок при горячей штамповке | 1989 |
|
SU1651152A1 |
| Способ сравнительной оценки смазывающей способности технологических смазок при пластической деформации материала | 1987 |
|
SU1483329A1 |
| Способ оценки эффективности технологических смазок | 1985 |
|
SU1293561A1 |
| Способ оценки эффективности смазок для штамповки материалов | 1984 |
|
SU1377663A1 |
| Смазка для горячей обработки металлов давлением | 1981 |
|
SU1008238A1 |
| Смазка для горячей обработки металлов | 1974 |
|
SU521306A1 |
Изобретение относится к методам испытаний технологических смазок при обработке металлов давлением. Цель изобретения - расширение номенклатуры испытываемых смазок путем испытания не только высоковязких смазок, но и водных растворов концентратов технологических смазок. Бойки предварительно подогревают до температуры выше температуры кипения жидкой фазы, находящейся в смазке. Испытуемую смазку наносят на два диаметрально размещенных на поверхности обоих бойков сектора,ограниченныхвзаимно перпендикулярными прямыми, проходящими через центры бойков, закрывая остальную рабочую поверхность бойков трафаретом. Последний удерживают на бойках до выкипания жидкой фазы, находящейся в смазке. Центр цилиндрического образца располагают в центре бойков и осаживают его между ними. Смазку оценивают по соотношению поперечных размеров осаженного образца. 2 ил.
к .
| Способ оценки эффективности технологических смазок | 1981 |
|
SU989380A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № 1423943, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
