И обре-|вние относится к машинос роению и может бы (ь использовано для оценки антифрикционных свойств смазок при пластических деформациях
Иззестон способ оценки эффективно- С1 и технологических смазок, основанный на сравнительной оценке свойств смазок по результатам испытания смазок при осадке цилиндрического образца Оценку смазок производят путем сравнения неравномерности деформации торцов образца в рзэлич- ных направлениях при осадке с выборочным нанесением смазки на контактную поверхность бойка.
Недостатком способа является узкий диапазон оцениваемых смазок, так как оценивать можно только смазки с такой вязкостью которая обеспечивает четкую границу раздала смазанной и не смазанной частями контактной поверхности бойка
Известен способ оценки эффективности гехнологических смазок, основанный на сравнительной оценке свойств смазок при осадке цилиндрического образца Оценку смазок производят путем сравнения площадей контактных поверхностей сдеформированного образца, находившихся в различных условиях трения при осадке.
Цель изобретения - снижение трудоемкости измерения параметров образца,
Цель достигается тем, что согласно способу сравнительной оценки эффективности технологических смазок, при котором образец осаживают до заданного значения его высоты, измеряют геометрические параметры образца после осадки и сравнивают эти величины с аналогичными параметрами других образцов, осаженных при различных условиях трения, образец выполняют в виде полосы прямоугольного поперечного сечения, деформированию подвергают один из концевых участков образца на длине, равной ширине полосы, в штампе с истечением материала образца в сторону свободного его конца, при этом в качестве параметра сравнения используют величину вертикального отклонения свободного торца полосы от его положения до деформирования.
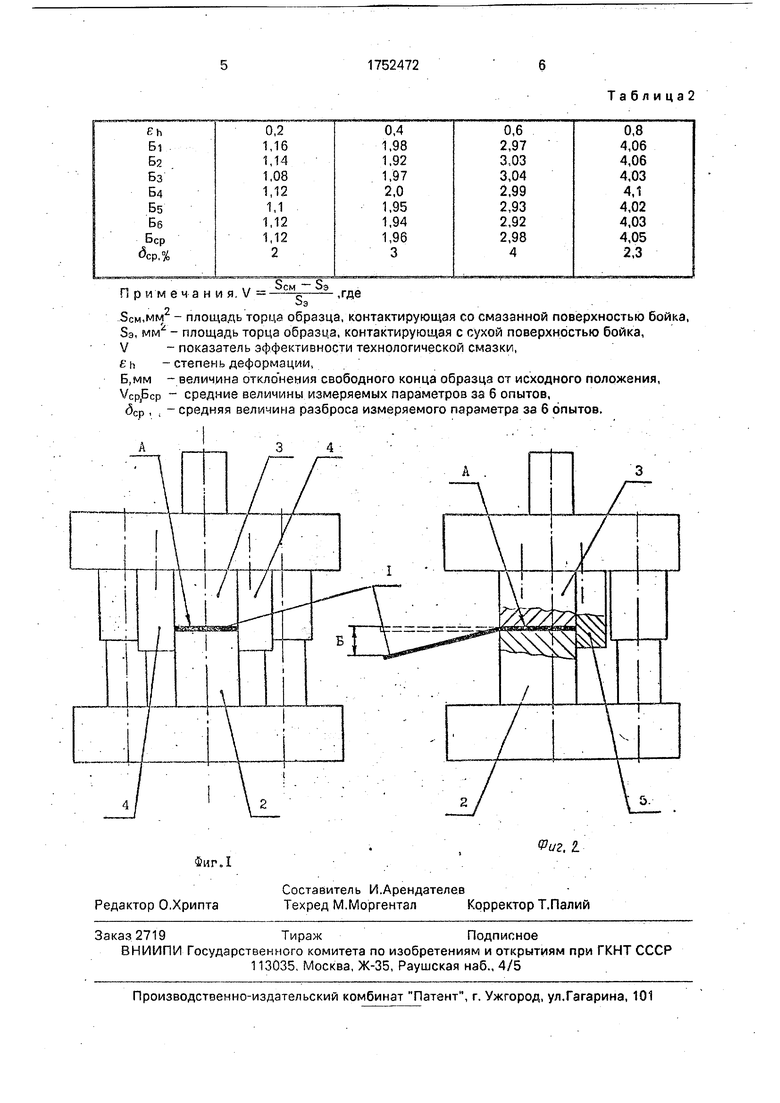
На фиг, 1 представлен штамп доя осадки полосы, общий вид; на фиг. 2 - то же, вид сбоку.
ю
Способ осуществляется следующим образом.
На одну из поверхностей образца 1, выполненного 8 виде полосы с соотношением размеров
4 10
I „ В 1П - ч i7.ю ,
ВD So
где L- длина осаживаемой части;
В - ширина осаживаемой части;
D - ширина образца;
So - толщина образца, наносят слой А смазочного материала, Затем конец образца 1 осаживают плоскими поверхностями бойков 2 и 3 на длине, равной ширине образца 1 в условиях деформированного состояния увеличени-я его дпины при уменьшении его толщины на величину степени деформации 0,0-0,6. При этом свободный конец образца отклоняется от горизонтали на величину Б в сторону с большим коэффициентом трения на контактной поверхности бойков 2 и 3, Сравнительную оценку смазок проводят по величине отклонения Б свободного конца образца 1 от горизонтали.
. езультаты эффективности смазок по известному и предлагаемому способам приведены в табл. 1 и 2 соответственно.
Оценочный показатель эффективности смазки (по показателю V) известного способа при к ,2 и ehH3,4 равен нулю, а процентный разброс показателя V при е ,4 и е ,6 составил соответственно 11,7 и 15%, Такой высокий разброс получается ввиду невозможности точного определения площади торцов осаженного образца, которая форму неправильного круга, ввиду неравномерности деформации, обусловленной меха0
5
0
5
0
5
0
ническими свойствами штампуемого материала.
Оценка эффективности смазки по показателю Б согласно предлагаемому способу показывает, что способ дает меньшие значения разброса измеряемого параметра примерно в 3 раза. Кроме того, предлагаемый способ позволяет производить оценку эффективности смазок при степенях деформации Б и меньших 0,2 и больших 0,6,
Сопоставительный анализ показывает, что сравнительная оценка эффективности смазок но зависит от степени деформаций, однако преимуществом предлагаемого способа является возможность использования его для всего диапазона степеней деформаций, используемых на практике.
Формула изобретения
Способ сравнительной оценки эффективности технологических смазок при пластической деформации, заключающейся а осадке образца до заданного значения его высоты, измерении геометрических параметров образца после осадки и сравнении их величин с аналогичными параметрами других образцов, осаженных при различных условиях трения, отличающийся тем, что, с целью снижения трудоемкости измерения параметров образца, последний выполняют в виде полосы прямоугольного поперечного сечения, деформированию подвергают один из концевых, участков образца на длине, равной ширине полосы, в штампе с истечением материала образца в сторону свободного его конца, при этом в качестве параметра сравнения используют величину вертикального отклонения свободного торца полосы от его положения до деформирования.
Таблица
Таблица2

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ оценки эффективности технологических смазок при горячем деформировании металлов | 1990 |
|
SU1741015A1 |
| Способ оценки эффективности технологических смазок | 1981 |
|
SU989380A1 |
| СПОСОБ ОЦЕНКИ СМАЗОЧНОЙ СПОСОБНОСТИ ТЕХНОЛОГИЧЕСКОЙ СМАЗКИ ПРИ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ МАТЕРИАЛА | 1993 |
|
RU2075747C1 |
| Способ определения сил контактного трения при осадке | 1978 |
|
SU748151A1 |
| Способ оценки эффективности технологических смазок при горячей штамповке | 1989 |
|
SU1651152A1 |
| Способ оценки эффективности технологических смазок | 1985 |
|
SU1295299A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ТРЕНИЯ ПРИ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ | 2012 |
|
RU2505797C2 |
| Способ сравнительной оценки смазывающей способности технологических смазок при пластической деформации материала | 1987 |
|
SU1483329A1 |
| Способ оценки эффективности технологических смазок | 1985 |
|
SU1293561A1 |
| Способ оценки фрикционных свойств технологических смазок при прокатке и волочении | 1989 |
|
SU1779982A1 |
Применение: сравнение эффективности смазок при объемной штамповке на образцах. Сущность изобретения: образец в виде полосы прямоугольного поперечного сечения помещают в закрытый с трех сторон штамп. Свободный конец образца направляют в открытую щель штампа. Образец осаживают и определяют эффективность применяемой смазки по величине отклонения свободного конца образца от горизонтали. 2 ил.. 2 табл,
Примечания. Ss
,где
SCM,мм2 - площадь торца образца, контактирующая со смазанной поверхностью бойка, Зэ, ммг - площадь торца образца, контактирующая с сухой поверхностью бойка, V - показатель эффективности технологической смазки, ен - степень деформации,
Б,мм - величина отклонения свободного конца образца от исходного положения, VCp,Bcp средние величины измеряемых параметров за 6 опытов, 5Ср . средняя величина разброса измеряемого параметра за 6 опытов.
| Стенд для испытания пневмогидравлических аккумуляторов | 1980 |
|
SU909380A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
