Изобретение относится к испытаниям технологических смазок при деформировании материала, в частности к сравнительной оценке смазывающей способности смазок.
Целью изобретения является снижение трудоемкости за счет одновременного испытания двух технологических смазок.
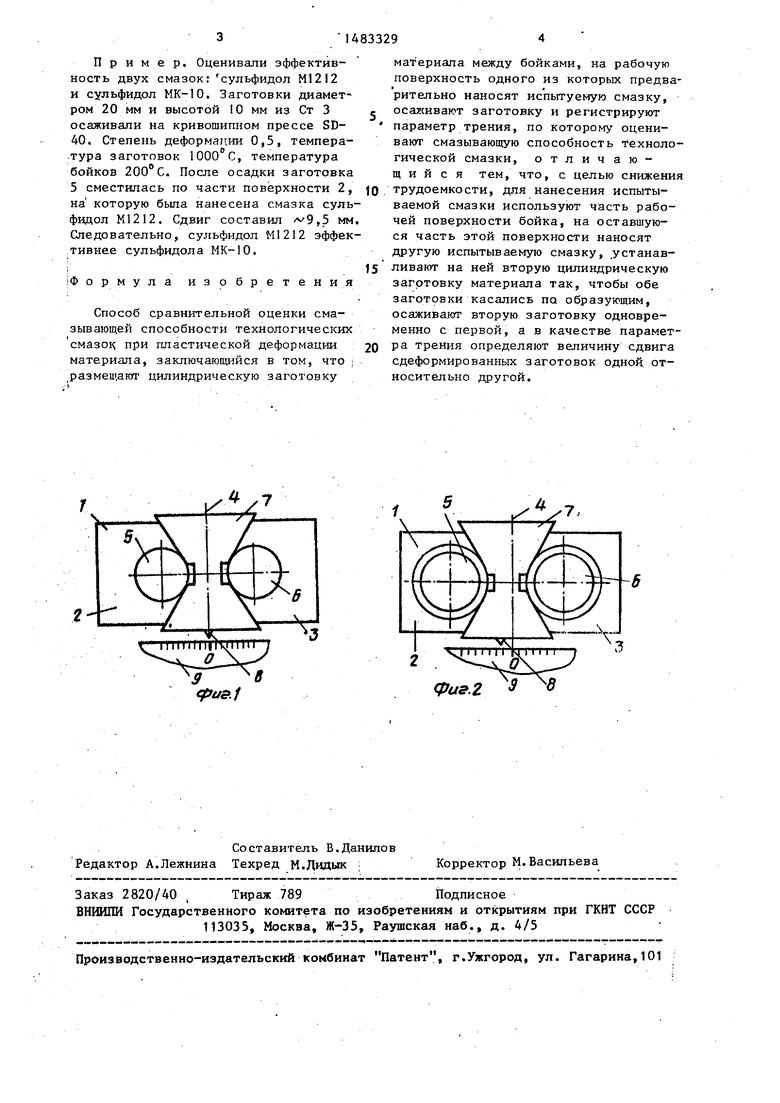
На фиг,1 представлено положение двух заготовок до дeфopмиpoвaния на фиг.2 - то же, после деформирования.
Способ сравнительной оценки смазывающей способности технологических смазок осуществляют следующим образом.
Рабочую поверхность бойка 1 разделяют на две части 2 и 3 относительно оси 4. На каждую из частей рабочей поверхности наносят по одной различной испытываемой смазке. Затем
на эти смазки устанавливают две одинаковые цилиндрические заготовки 5 и 6, которые касаются одна другой че- . рез подвижный элемент 7. Последний снабжен стрелкой 8 для фиксирования положения подвижного элемента 7 относительно шкалы 9. Деформируют одновременно обе заготовки 5 и 6 и регистрируют величину сдвига сдеформиро- ванных заготовок одной относительно другой по положению стрелки 8 на шкале 9. По величине сдвига оценивают смазывающую способность технологических смазок. Смещение-стрелки 8 в противоположном направлении от заготовки 6 означает, что смазка на части 2 бойка 1 обеспечивает меньший коэффициент трения между бойком 1 и заготовкой 5 и, следовательно, обладает более эффективной смазывающей способностью.
Пример. Оценивали эффективность двух смазок: сульфидол M12I2 и сульфидол МК-10. Заготовки диаметром 20 мм и высотой 10 мм из Ст 3 осаживали на кривошипном прессе SD- 40. Степень деформации 0,5, температура заготовок 1000 С, температура бойков 200еС. После осадки заготовка 5 сместилась по части поверхности 2, на которую была нанесена смазка сульфидол М1212. Сдвиг составил 9,5 мм Следовательно, сульфидол Ml 212 эффективнее сульфидола МК-10.
Формула изобретения
Способ сравнительной оценки смазывающей способности технологических
смазоц при пластической деформации материала, заключающийся в том, что
.размещают цилиндрическую заготовку
материала между бойками, на рабочую поверхность одного из которых предварительно наносят испытуемую смазку, осаживают заготовку и регистрируют параметр трения, по которому оценивают смазывающую способность технологической смазки, отличающийся тем, что, с целью снижения трудоемкости, для нанесения испытываемой смазки используют часть рабочей поверхности бойка, на оставшуюся часть этой поверхности наносят другую испытываемую смазку, .устанавливают на ней вторую цилиндрическую заготовку материала так, чтобы обе заготовки касались по образующим, осаживают вторую заготовку одновременно с первой, а в качестве параметра трения определяют величину сдвига сдеформированных заготовок одной, относительно другой.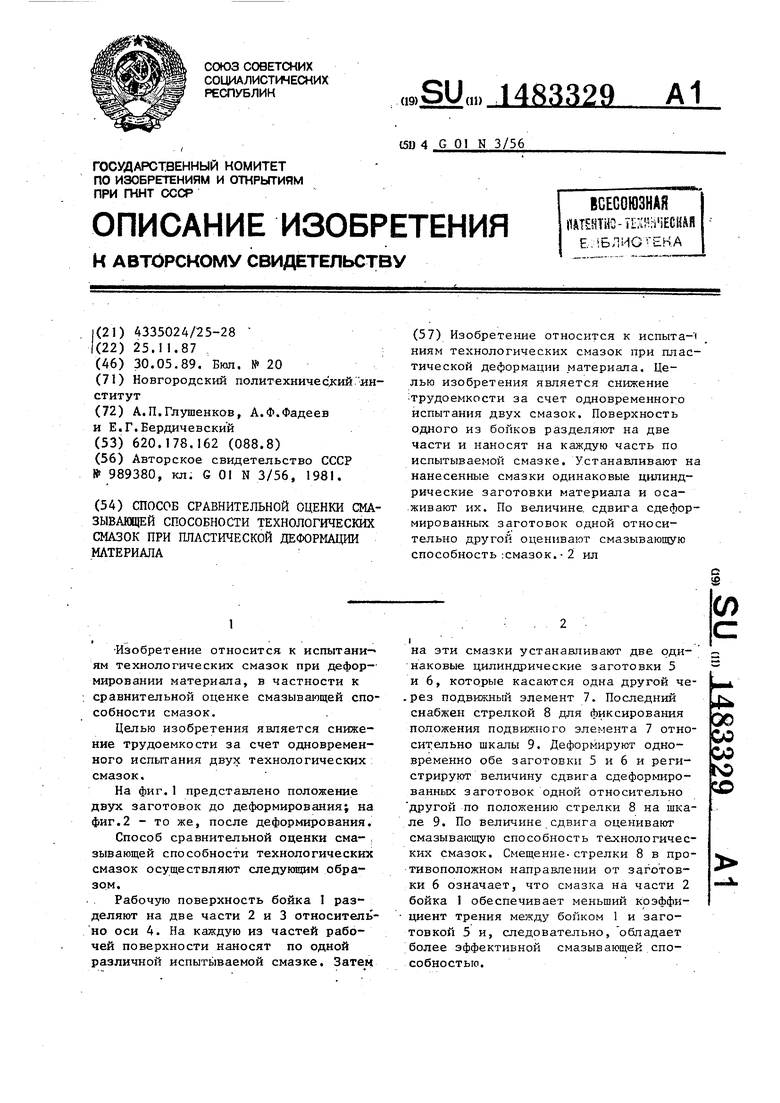
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОЦЕНКИ СМАЗОЧНОЙ СПОСОБНОСТИ ТЕХНОЛОГИЧЕСКОЙ СМАЗКИ ПРИ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ МАТЕРИАЛА | 1993 |
|
RU2075747C1 |
| Способ сравнительной оценки эффективности технологических смазок | 1989 |
|
SU1752472A1 |
| Способ оценки эффективности технологических смазок при горячем деформировании металлов | 1990 |
|
SU1741015A1 |
| СПОСОБ ИСПЫТАНИЯ И ОЦЕНКИ ЭФФЕКТИВНОСТИ СМАЗЫВАЮЩИХ МАТЕРИАЛОВ ПРИ ШТАМПОВКЕ | 2009 |
|
RU2400729C1 |
| СПОСОБ ИСПЫТАНИЯ И ОЦЕНКИ ЭФФЕКТИВНОСТИ ТЕХНОЛОГИЧЕСКИХ СМАЗОК | 1996 |
|
RU2133460C1 |
| Способ оценки эффективности технологических смазок при горячей штамповке | 1989 |
|
SU1651152A1 |
| СПОСОБ ИСПЫТАНИЯ И ОЦЕНКИ ЭФФЕКТИВНОСТИ ТЕХНОЛОГИЧЕСКИХ СМАЗОК | 2008 |
|
RU2437076C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЭФФЕКТИВНОСТИ ТЕХНОЛОГИЧЕСКОЙ СМАЗКИ ПРИ ЛИСТОВОЙ ШТАМПОВКЕ | 2006 |
|
RU2327144C1 |
| Способ оценки эффективности технологических смазок | 1985 |
|
SU1293561A1 |
| Смазка для горячей обработки металлов | 1974 |
|
SU521306A1 |
Изобретение относится к испытаниям технологических смазок при пластической деформации материала. Целью изобретения является снижение трудоемкости за счет одновременного испытания двух смазок. Поверхность одного из бойков разделяют на две части и наносят на каждую часть по испытуемой смазке. Устанавливают на нанесенные смазки одинаковые цилиндрические заготовки материала и осаживают их. По величине сдвига сдеформированных заготовок относительно друг друга оценивают смазывающую способность смазок. 2 ил.
У .4
F
7
Фиг.г 9 8
| Способ оценки эффективности технологических смазок | 1981 |
|
SU989380A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
