Известны машины для контактной точечной сварки металлокерамических контактов с контактодержателями. При этом сборка и установка изделий (контактов и контактодержателей) осуществляются вручную.
Известно, что до настоящего времени сборка и предварительное крепление пластин к державкам резцов горных сверл под пайку (методом окунания в расплавленный припой) твердосплавного горнорежущего инструмента с открытым пазом осуществляется в нашей стране и за рубежом вручную.
Предложенное устройство отличается от известных тем, что в нем на общей станине, кроме устройсгва для точечной контактной сварки пластин с державками, дополнительно установлены делительный механизм с многопозиционной поворотной планшайбой с горизонтальной осью вращения и устройствами для зажима державок резцов; механизм укладки пластин на державки; механизм загрузки державок в устройства для зажима; механизм ориентации державок; вибробункер для подачи державок и вибробункер для подачи пластин, механизм выгрузки готового изделия.
Такое выполнение устройства обеспечивает полную автоматизацию процессов сборки и сварки твердосплавного инструмента, обеспечивая высокую производительность и хорошее качество изделий.
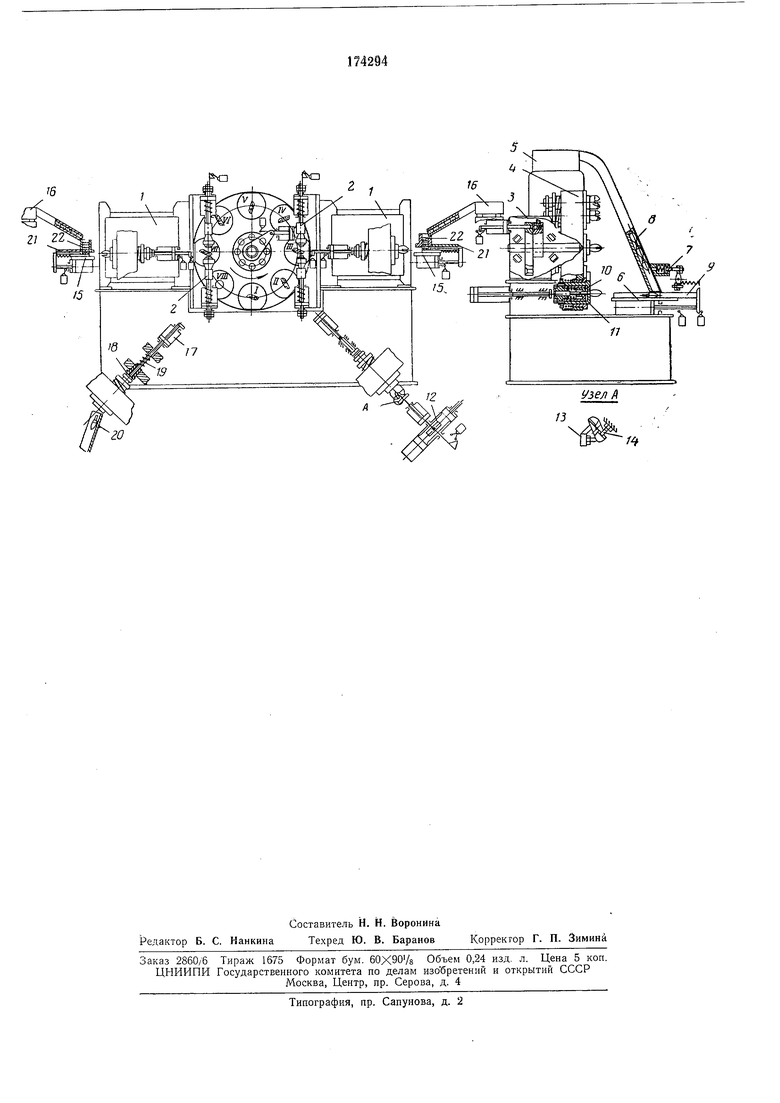
На чертеже схематически изображено устройство для сборки и сварки пластин с державками.
Устройство состоит из следующих основных узлов: сварочных машин / с перемещающимися верхним и нижним электродами 2 для контактной сварки пластин с державками; делительного механизма 3 с поворотной восьмипозиционной планшайбой 4, предназначенной
для периодического перемещения державок из позиции / загрузки державок последовательно в позицию // ориентации державок, позиции /// и укладки и сварки пластин с державками и позицию VIII выгрузки готового
изделия; вибробункера 5 для подачи державок; механизма 6 загрузки державок, который в соответствующий по циклу момент отделяет с помощью отсекателя 7 державку от общего потока, направляемого в автомат по наклонному лотку 8 из вибробункера 5 и заталкивает ее толкателем 9 в цангу 10 гильзы 11 поворотной планшайбы 4; механизма ориентации 12, устанавливающего с помощью подвижного упора 13 и неподвижного упора 14
державку в положение, необходимое для сборки с пластинами; механизмов укладки пластин 15j получающих пластины от вибробункеров 16 и укладывающих их на перья державок; механизма 17 выгрузки готового
10, а толкателем 19 выталкивающего изделие на наклониый лоток 20, который отводит его за пределы устройства.
Нажатием на нульте управления кнопки «пуск автоматического цикла одновременно осуществляются:
а)выдвижение гильз 11с. державками в нозициях /// и VH;
б)разжим цанги 10 в позиции /;
в)подвод ориентирующего устройства механизма 12 ориентации в иозиции //;
г)разжим цанги 10 и выталкивание изделия в позиции Vill.
Последующая работа механизмов в соответствующих позициях происходит следующим образом.
Позиция I. Толкатель 9 механизлш 6 загрузки перемещается вперед и заталкивает державку в цангу 10, разжатую перемещением гильзы 11 вперед. В конце хода толкателя вперед отсекатель 7, удерживающий столб державок, направляемый по лотку 8 из вибробункера 5, отводится, и державки опускаются до поверхности толкателя 9. При обратном ходе толкателя отсекатель 7, возвращаясь в исходное положение, фиксирует столб державок, а нижняя державка освобождается и опускается до основания механизма, устанавливаясь на линии действия толкателя.
Позиция п. Подвижный унор 13, нажимая на перо державки, доставленной из позиции / поворотом плаищайбы 4, разворачивает ее вокруг оси хвостовика до регулируемого неподвижного упора 14 в положение, необходимое для сборки так, чтобы фрезерованные плоскости пера совпали с плоскостью подачи пластины.
Позиция ///. Ползун 21 механизма укладки пластин 15, перемещаясь вперед, захватывает пластину и укладывает на соответствующую плоскость державки. После прижатия электродами 2 пластины к державке, ползун 21 возвращается в исходное положение. Происходит цикл сварки, состоящий из импульса тока и проковки.
По окоичании цикла сварки электроды 2 отходят в исходное положение. В конце хода назад ползуна 21 механизма укладки пластин 15 из приемной кассеты 22 на его плоскость выпадает очередная пластииа. Приемная кассета
22 заполняется пластинами пощтучио из вибробункера 16.
Позиции IV, V, VI - холостые. Позиция VII. Работа механизмов аналогична познции ///.
По окончании цикла и возвращения всех механизмов в исходное положение происходит поворот планщайбы на 45°.
Предмет изобретения
Устройство для сборки и сварки изделий, например металлокерамических пластин с державками двухлезвийиых резцов горных сверл, содержащее мащину для точечной контактной сварки, снабженную перемещающимися верхним и нижним электродами, отличающееся тем, что, с целью автоматизации процессов сборки и сварки, повышения производительности труда и качества изделий, в
нем на общей станине установлены: делительный механизм с многопозиционной поворотной планщайбой с горизонтальной осью вращения и устройствами для зажима державок резцов, механизм загрузки державок с вибробуикером для подачи державок в этот механизм; механизм укладки пластин на державки с вибробуикером для подачи пластин в этот механизм; механизм ориентации державок резцов для установки их в положение, необходимое для сборки с пластинами; механизм выгрузки готового изделия.

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для СБОРКИ и ПАЙКИ ТВЕРДОСПЛАВНЫХ ПЛАСТИН С ДЕРЖАВКАМИ РЕЖУЩЕГО ИНСТРУМЕНТА | 1969 |
|
SU253561A1 |
| Многопозиционный автомат для сборки узлов | 1978 |
|
SU747685A1 |
| ЛИНИЯ ДЛЯ ВЫРАБОТКИ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ НА ЛИСТАХ | 1971 |
|
SU424550A1 |
| УСТРОЙСТВО ДЛЯ РАСФАСОВКИ ПОРОШКОВЫХ ХИМИЧЕСКИХ ПРОДУКТОВ в ТАРУ | 1971 |
|
SU295717A1 |
| Роторный автомат для лужения цилиндрических деталей | 1978 |
|
SU774841A1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И ПАЙКИ | 1967 |
|
SU194529A1 |
| АВТОМАТ ДЛЯ ИСПЫТАНИЯ ЗОЛОТНИКОВ АВТОВЕНТИЛЕЙ | 1972 |
|
SU345397A1 |
| Устройство для сборки под индукционную пайку резцов из державок и режущих кернов | 1987 |
|
SU1489957A1 |
| СГ.СОЮЗНАЙ [ Институт электросварки им. Е. О. Патока \, „ гг tsMiUKfljiri.ilb-T-J^i^''' ^^^'•^'-It - . .-^ -»- I- Lf л1_ | 1971 |
|
SU292400A1 |