Область техники
[0001]
Настоящее изобретение относится к способу многоэлектродной дуговой сварки в среде защитного газа.
Уровень техники
[0002]
Обычно, чтобы обеспечить высокую эффективность сварки с получением горизонтальных угловых сварных швов при строительстве судов и мостов, операцию многоэлектродной дуговой сварки в среде защитного газа выполняют с созданием одной ванны. Однако при работе с реальной конструкцией из-за различных мешающих факторов (таких как (а) чрезмерный зазор между свариваемыми деталями при создании углового сварного шва, (b) чрезмерная толщина пленки заводского грунтового покрытия и (с) колебания напряжения или тока на предприятии) невозможно обеспечить однородность и стабильность сварочной ванны, которые важны в этих операциях. В результате дуга является неустойчивой, часто возникает разбрызгивание, часто ухудшаются форма, внешний вид и однородность валика сварного шва, часто возникает подрез и т.д. Поэтому увеличивается число повторных операций сварки. В частности, так как такая тенденция становится существенной при скорости сварки, составляющей приблизительно 1500 м/мин - 2000 м/мин, особенно при увеличении скорости сварки, относительное число повторных операций увеличивается, и в результате со всей серьезностью возникает следующая проблема: увеличивается общее количество операций сварки.
[0003]
Поэтому в Патентном документе 1 предлагается способ многоэлектродной дуговой сварки в среде защитного газа, в котором в качестве переднего электрода и заднего электрода используют проволоку с флюсовым сердечником, предназначенную для дуговой сварки в среде защитного газа, расстояние между передним электродом и задним электродом задают в диапазоне 15 мм - 50 мм, сварочную проволоку вводят в сварочную ванну, возникшую между этими электродами, и сварку выполняют, пропуская через сварочную проволоку ток обратной полярности. Соответственно, для высокоскоростной сварки, когда скорость сварки составляет 2000 мм/мин или более, даже если имеются мешающие факторы в виде чрезмерного зазора между свариваемыми деталями при создании углового сварного шва, чрезмерной толщины пленки заводского грунтового покрытия, колебаний напряжения или тока на предприятии и т.п., можно предложить способ многоэлектродной дуговой сварки в среде защитного газа, при котором сварка выполняется в устойчивом режиме, и не требуется выполнение повторных операций сварки.
[0004]
При этом в указанном выше способе скорость нанесения материала переднего электрода, заднего электрода и сварочной проволоки находится в надлежащем диапазоне. Если, например, скорость нанесения материала сварочной проволоки выходит за пределы подходящего диапазона, позволяющего не допустить ухудшения внешнего вида и формы валика сварного шва и снижения стабильности сварочной ванны, не всегда можно обеспечить приемлемые свойства, в результате чего в случае наличия указанных факторов происходит увеличение пористости.
[0005]
Поэтому в Патентном документе 2 предлагается способ многоэлектродной дуговой сварки в среде защитного газа, в котором в качестве переднего электрода и заднего электрода используют проволоку с флюсовым сердечником, предназначенную для дуговой сварки в среде защитного газа, расстояние между передним электродом и задним электродом задают в диапазоне 15 мм - 50 мм, сварочную проволоку вводят в сварочную ванну, возникшую между этими электродами, сварку выполняют, пропуская через передний электрод и задний электрод ток обратной полярности, а через сварочную проволоку - ток прямой полярности (минус на проволоке), и задают сумму (L+T) скорости L (г/мин) нанесения материала переднего электрода и скорости Т (г/мин) нанесения материала заднего электрода в диапазоне 100 г/мин - 500 г/мин и скорость F (г/мин) нанесения материала сварочной проволоки в диапазоне 0,03×(L+T) - 0,3×(L+T).
Документы по известному уровню техники
Патентные документы
[0006]
Патентный документ 1: японский патент №3759114
Патентный документ 2: JP-A-2008-55509
Сущность изобретения
Технические проблемы
При многоэлектродной дуговой сварке в среде защитного газа из-за нагрева дугой из стальной пластины испаряется цинк. При этом пары цинка проходят через жидкий металл или частично остаются в жидком металле, в результате чего в сварочной ванне возникают полости (BH), что приводит к ухудшению механической прочности сварной области.
[0008]
Что касается возникновения полостей, все внимание в многочисленных исследованиях сосредоточено на сварочной ванне, например, изменение состава сварочной ванны и перемешивание металла в ней. Но мало исследований касается разработки способа, позволяющего не допустить возникновения полостей, и эту ситуацию необходимо изменить в лучшую сторону. Кроме того, возникновение полостей также не исследовано в Патентных документах 1 и 2.
[0009]
Таким образом, задача настоящего изобретения - предложить способ многоэлектродной дуговой сварки в среде защитного газа, позволяющий снизить степень возникновения полостей и обеспечить превосходную стабильность сварочной ванны.
Устранение проблем
[0010]
В результате множества проведенных глубоких исследований авторы настоящего изобретения обнаружили, что, если при выполнении способа многоэлектродной дуговой сварки в среде защитного газа расположить сварочную проволоку позади переднего электрода, и задать определенные электрическое сопротивление и условия подачи сварочной проволоки, можно снизить степень возникновения полостей и обеспечить превосходную стабильность сварочной ванны. Настоящее изобретение создано на основе этой обнаруженной информации.
[0011]
А именно, способ многоэлектродной дуговой сварки в среде защитного газа в одном варианте реализации настоящего изобретения представляет собой способ многоэлектродной дуговой сварки в среде защитного газа, содержащий сварку с использованием множества электродов, выстроенных в ряд в направлении сварки, в котором:
упомянутое множество электродов включает передний электрод и сварочную проволоку, расположенную позади этого электрода, и
сварочная проволока имеет электрическое сопротивление R на единицу длины при 25°С, составляющее 1,0 мОм/см - 4,0 мОм/см, скорость WF подачи сварочной проволоки составляет 0,3 м/мин - 7,0 м/мин, и ток AF, пропускаемый через сварочную проволоку, составляет 30 А - 250 А.
[0012]
В способе многоэлектродной дуговой сварки в среде защитного газа в одном варианте реализации настоящего изобретения значения R (мОм/см), WF (м/мин) и AF (А) для сварочной проволоки удовлетворяют соотношению 10≤(WF×AF)/(10×R)≤30.
[0013]
В способе многоэлектродной дуговой сварки в среде защитного газа в одном варианте реализации настоящего изобретения:
сварочная проволока представляет собой сплошную проволоку или проволоку с флюсовым сердечником, и
сварочная проволока содержит С в количестве 0% - 0,20% по массе (включая 0% по массе), Si в количестве 0% - 2,0% по массе (включая 0% по массе) и Mn в количестве 0,3% - 3,0% по массе.
[0014]
В способе многоэлектродной дуговой сварки в среде защитного газа в одном варианте реализации настоящего изобретения:
для электрода, отличающегося от сварочной проволоки, сварочный ток А составляет 250 А - 600 А, напряжение V дуги составляет 26 В - 48 В, и скорость W подачи составляет 5 м/мин - 20 м/мин, и
для электрода, отличающегося от сварочной проволоки, значения А (А), V (В) и W (м/мин) удовлетворяют соотношению 110≤20×(W/(A×V))×104≤200.
[0015]
В способе многоэлектродной дуговой сварки в среде защитного газа в одном варианте реализации настоящего изобретения свариваемая стальная пластина имеет толщину 6 мм - 40 мм.
[0016]
В способе многоэлектродной дуговой сварки в среде защитного газа в одном варианте реализации настоящего изобретения электродное расстояние, измеряемое между сварочной проволокой и расположенным перед ней электродом, составляет 10 мм - 40 мм.
Следует отметить, что в одном аспекте изобретения, сварочная проволока используется в качестве присадочного металла.
Эффект изобретения
[0017]
Согласно настоящему изобретению, за счет задания определенных электрического сопротивления и условий подачи сварочной проволоки при сварке можно обеспечить введение подходящего количества этой проволоки в сварочную ванну. В результате при многоэлектродной дуговой сварке в среде защитного газа можно обеспечить снижение степени возникновения полостей и превосходную стабильность сварочной ванны.
Краткое описание чертежей
[0018]
На Фиг. 1 приведена макрофотография сечения, служащая для иллюстрации способа измерения степени возникновения полостей.
На Фиг. 2 показан способ измерения степени возникновения полостей.
Подробное описание вариантов реализации
[0019]
Ниже подробно описаны варианты реализации настоящего изобретения. Но настоящее изобретение не ограничивается описанными ниже вариантами. В приведенном описании значения, указанные в качестве нижней и верхней границ числовых диапазонов, представляют собой нижнее предельное значение и верхнее предельное значение, соответственно.
[0020]
В этом варианте способ многоэлектродной дуговой сварки в среде защитного газа (далее иногда называемый просто "способом сварки") представляет собой способ многоэлектродной дуговой сварки в среде защитного газа, включающий сварку с использованием множества электродов, установленных в ряд в направлении сварки, это множество электродов включает передний электрод и сварочную проволоку, расположенную сзади этого электрода, и сварочная проволока имеет электрическое сопротивление R на единицу длины при 25°С, составляющее 1,0 мОм/см - 4,0 мОм/см, скорость WF подачи сварочной проволоки составляет 0,3 м/мин - 7,0 м/мин, и ток AF, пропускаемый через сварочную проволоку, составляет 30 А - 250 А.
[0021]
Сварочная проволока
В представленном варианте сварочную проволоку располагают сзади переднего электрода. Количество электродов может быть равно двум (т.е., передний электрод и сварочная проволока), трем или более. В случае трех или более электродов, в их число входят по меньшей мере передний электрод, сварочная проволока и задний электрод, и сварочная проволока может быть расположена перед задним электродом или сзади него.
[0022]
Сварку с использованием сварочной проволоки выполняют в условиях, когда электрическое сопротивление R на единицу длины при 25°С составляет 1,0 мОм/см - 4,0 мОм/см, скорость WF подачи составляет 0,3 м/мин - 7,0 м/мин, и ток AF составляет 30 А - 250 А.
При выдерживании указанных выше электрического сопротивления, скорости подачи и диапазона тока, так как сварочную проволоку можно вводить в сварочную ванну в подходящих условиях, и пары цинка, выделяющиеся из нижней пластины, имеющей гальваническое цинковое покрытие, могут пропускаться материалом сварочной проволоки, снижается степень возникновения полостей.
[0023]
Что касается введения сварочной проволоки в сварочную ванну, в результате проведения многочисленных глубоких исследований авторы настоящего изобретения обнаружили, во-первых, что при выполнении высокоскоростной сварки с получением горизонтальных угловых швов полость имеет размер, превышающий размер корня шва приблизительно на 1-2 мм, и, во-вторых, что степень возникновения полостей можно снизить за счет введения сварочной проволоки на глубину приблизительно 1-2 мм, где легко могут возникать полости. Представленный вариант был создан на основе этой информации.
[0024]
Если электрическое сопротивление R на единицу длины при 25°С (далее иногда называемое просто "электрическим сопротивлением") меньше 1,0 мОм/см, степень нагрева является небольшой, и сварочная проволока вводится глубоко в сварочную ванну, поэтому требуется чрезмерный ток AF. Кроме того, если электрическое сопротивление больше 4,0 мОм/см, сварочная проволока легко плавится, из-за чего невозможно обеспечить ее введение в сварочную ванну.
Аналогичным образом, если скорость WF подачи больше 7,0 м/мин, сварочная проволока вводится глубоко в сварочную ванну, поэтому требуется чрезмерный ток AF. Кроме того, если скорость WF подачи меньше 0,3 м/мин, сварочная проволока легко плавится до того, как ее достаточное количество введено в сварочную ванну.
Кроме того, если ток AF меньше 30 А, степень нагрева является небольшой, сварочная проволока вводится глубоко в сварочную ванну, поэтому требуется чрезмерное электрическое сопротивление R. В дополнение к этому, если ток больше 250А, сварочная проволока легко плавится, из-за чего невозможно обеспечить ее введение в сварочную ванну.
[0025]
Электрическое сопротивление R сварочной проволоки на единицу длины при 25°С предпочтительно составляет 1,3 мОм/см или более, более предпочтительно - 1,6 мОм/см или более и еще более предпочтительно - 1,9 мОм/см или более. Кроме того, предпочтительно оно составляет 3,4 мОм/см или менее, более предпочтительно - 2,9 мОм/см или менее и еще более предпочтительно - 2,4 мОм/см или менее.
[0026]
Электрическое сопротивление сварочной проволоки можно регулировать за счет ее состава. Кроме того, это электрическое сопротивление представляет собой электрическое сопротивление (размерность мОм/см) на единицу длины при 25°С, которое измерено при помощи четырехзажимного метода.
[0027]
Скорость WF подачи сварочной проволок предпочтительно составляет 1,0 м/мин или более и более предпочтительно - 2,0 м/мин или более. Кроме того, предпочтительно она составляет 6,0 м/мин или менее и более предпочтительно - 5,0 м/мин или менее.
[0028]
Ток AF, пропускаемый через сварочную проволоку, предпочтительно составляет 80 А или более и более предпочтительно - 100 А или более. Кроме того, предпочтительно он составляет 170 А или менее и более предпочтительно - 150 А или менее.
[0029]
Чтобы количество сварочной проволоки, вводимой в сварочную ванну, было подходящим, и можно было дополнительно снизить степень возникновения полостей, при задании для сварочной проволоки R (мОм/см), WF (м/мин) и AF (А) значение (WF×AF)/(10×R) (размерность (м⋅А⋅см)/(мин⋅мОм)) предпочтительно должно находиться в диапазоне от 10 до 30. Более предпочтительно, если значение (WF×AF)/(10×R) находится в диапазоне от 15 до 25.
[0030]
Сварочная проволока предпочтительно представляет собой сплошную проволоку или проволоку с флюсовым сердечником. В случае, если сварочная проволока представляет собой сплошную проволоку или проволоку с флюсовым сердечником, она предпочтительно содержит: 0% - 0,20% по массе С, 0% - 2,0% по массе Si и 0,3% - 3,0% по массе Mn.
[0031]
0% - 0,20% по массе С
С эффективным образом повышает прочность и ударную вязкость сварного металла и влияет на разбрызгивание, происходящее во время сварки. Даже если содержание С является небольшим, не существует проблемы в виде разбрызгивания, поэтому нижний предел содержания конкретным образом не ограничивается (т.е., С может отсутствовать), но на практике составляет 0,01% по массе или более. Кроме того, в целях обеспечения прочности и ударной вязкости сварного металла содержание С предпочтительно составляет 0,03% по массе или более.
С другой стороны, если содержание С увеличивается, капельный перенос является неустойчивым, и повышается степень разбрызгивания. По этой причине содержание С предпочтительно составляет 0,20% по массе или менее, более предпочтительно - 0,10% по массе или менее и еще более предпочтительно - 0,08% по массе или менее.
[0032]
0% - 2,0% по массе Si
Si является химическим элементом, обеспечивающим раскисление, и эффективным средством обеспечения прочности и ударной вязкости сварного металла, поэтому, хотя Si может и отсутствовать, этот химический элемент предпочтительно содержится в количестве 0,1% по массе или более, более предпочтительно - 0,3% по массе или более.
С другой стороны, если Si содержится в большом количестве, во время сварки может возникать большое количество шлака, либо происходит чрезмерное увеличение прочности, что приводит к снижению ударной вязкости сварного металла. По этой причине его содержание предпочтительно составляет 2,0% по массе или менее, более предпочтительно - 1,0% по массе или менее и еще более предпочтительно - 0,8% по массе или менее.
[0033]
0,3% - 3,0% по массе Mn
Mn действует как раскисляющее вещество и является эффективным средством обеспечения прочности и ударной вязкости сварного металла, поэтому этот химический элемент предпочтительно содержится в количестве 0,3% по массе или более, более предпочтительно - 0,5% по массе или более и еще более предпочтительно - 1,0% по массе или более.
С другой стороны, если Mn содержится в большом количестве, во время сварки может возникать большое количество шлака, либо происходит чрезмерное увеличение прочности, что приводит к значительному снижению ударной вязкости сварного металла. По этой причине его содержание предпочтительно составляет 3,0% по массе или менее, более предпочтительно - 2,5% по массе или менее и еще более предпочтительно - 2,0% по массе или менее.
[0034]
В случае, если в качестве сварочной проволоки используется проволока с флюсовым сердечником, главным компонентом основы является Fe, но основа может содержать вещества, которые могут быть включены в состав проволоки с флюсовым сердечником, обычно используемой при дуговой сварке в среде защитного газа. Например, в дополнение к указанному выше компоненту, в основу могут также быть добавлены металлическая добавка, соединение F, стабилизатор дуги, вещество, способствующее образованию шлака, или тому подобное. Кроме того, основа содержит неизбежные примеси. В случае, если в качестве сварочной проволоки используется сплошная проволока, главным компонентом основы является Fe, но основой также могут быть Ti, Ni, Cr, Al, Zr, Mg или другие химические элементы.
[0035]
В случае, если сварочная проволока представляет собой проволоку с флюсовым сердечником, по конструкции это может быть проволока, не имеющая шва, возникающего при сваривании противоположных краев стальной оболочки (бесшовный тип), или проволока, в которой упомянутые противоположные концы не сварены, и между ними оставлен зазор (шовный тип). Кроме того, снаружи на оболочку может быть нанесен плакирующий слой из меди.
[0036]
Диаметр сварочной проволоки конкретным образом не ограничивается, но предпочтительно составляет 1,0 мм или более по соображениям возможности выполнения сварки. Кроме того, диаметр проволоки предпочтительно составляет 2,0 мм или менее по соображениям возможности выполнения сварки.
[0037]
Вылет ЕТ сварочной проволоки предпочтительно составляет 15 мм - 35 мм. А именно, если сварочная проволока имеет вылет ЕТ, составляющий 15 мм или более, становится подходящим количество Джоулевой теплоты, и можно в достаточной степени влиять на свойства сварочной проволоки. Более предпочтительно, если вылет составляет 17 мм или более и еще более предпочтительно - 19 мм или более. Кроме того, если вылет составляет 35 мм или менее, в дополнение к тому, что становится подходящим количество Джоулевой теплоты, также улучшается ориентирование проволоки, и можно в достаточной степени влиять на свойства сварочной проволоки. Более предпочтительно, если вылет составляет 33 мм или менее и еще более предпочтительно - 31 мм или менее.
[0038]
Электродное расстояние, измеряемое между сварочной проволокой и расположенным перед ней электродом, предпочтительно составляет 10 мм - 40 мм. Если электродное расстояние составляет 10 мм или более, улучшаются условия введения сварочной проволоки в сварочную ванну, созданную электродом, расположенным перед этой проволокой, а если это расстояние составляет 40 мм или менее, не возникает проблем с введением сварочной проволоки в сварочную ванну до кристаллизации этой ванны. Более предпочтительно, если электродное расстояние составляет 12 мм - 30 мм.
Электрод, расположенный перед сварочной проволокой - это электрод, ближайший к этой проволоке из числа электродов, расположенных впереди нее. Например, в случае, если электроды расположены в порядке "передний электрод, сварочная проволока, задний электрод", электродное расстояние - это расстояние между передним электродом и сварочной проволокой, а в случае, если электроды расположены в порядке "передний электрод, задний электрод, сварочная проволока", электродное расстояние - это расстояние между задним электродом и сварочной проволокой.
[0039]
Передний электрод
В представленном варианте на передний электрод не накладывается конкретных ограничений, пока этот электрод представляет собой электрод, обычно используемый при дуговой сварке в среде защитного газа.
Полярность переднего электрода предпочтительно является обратной (DCEP, Direct Current Electrode Positive - Положительный электрод при сварке на постоянном токе), и этот электрод предпочтительно является расходуемым. А именно, предпочтительной является проволока с флюсовым сердечником или сплошная проволока, и из них более предпочтительной является проволока с флюсовым сердечником.
Проволока с флюсовым сердечником представляет собой проволоку, полученную путем заполнения флюсом пространства внутри стальной оболочки, имеющей цилиндрическую форму, но состав проволоки различается в зависимости от типа свариваемого материала или условий сварки и конкретным образом не ограничивается. Кроме того, можно использовать как бесшовный тип, так и шовный тип.
Состав сплошной проволоки также различается в зависимости от типа свариваемого материала или условий сварки и конкретным образом не ограничивается.
[0040]
В качестве переднего электрода можно использовать проволоку с флюсовым сердечником, например, имеющую содержание Fe 80% - 95% от общей массы проволоки. Помимо Fe в проволоке могут содержаться, например, следующие химические элементы: C, Mn, Ti, P, S, Ni, Si, Cr, Cu, Mo, Mg, B, F, Na, K, Nb, V, Zr, Al и т.п. В случае, если эти элементы действительно содержатся в проволоке, они могут содержаться как неизбежные примеси, либо как чистый металл, оксиды, сплавы или тому подобное. Если говорить конкретно, флюс в проволоке с флюсовым сердечником может включать материал, способствующий образованию шлака, стабилизатор дуги, металлическую добавку и т.п.
Кроме того, также конкретным образом не ограничивается и состав сплошной проволоки, и она, например, содержит: 0,01% - 0,18% по массе С, 0% - 1,00% по массе Si, 0,50% - 2,80% по массе Mn, 0,030% по массе или менее Р, 0,030% по массе или менее S и 0,50% по массе или менее Cu, остальное - Fe и неизбежные примеси. Кроме них также могут содержаться Ti, Ni, Cr, Al, Zr, Mg или тому подобное.
[0041]
Диаметр проволоки с флюсовым сердечником или сплошной проволоки, являющейся передним электродом, конкретным образом не ограничивается, но предпочтительно составляет 1,0 мм или более по соображениям возможности выполнения сварки. Кроме того, диаметр проволоки предпочтительно составляет 2,0 мм или менее по соображениям возможности выполнения сварки.
[0042]
Предпочтительно, чтобы сварочный ток А, пропускаемый через передний электрод, составлял 250 А - 600 А, напряжение V для создания дуги, подаваемое на передний электрод, составляло 26 В - 48 В, и скорость W подачи переднего электрода составляла 5 м/мин - 20 м/мин. Значения А (А), V (В) и W (м/мин) предпочтительно удовлетворяют следующему соотношению: 110≤20×(W/(A×V))×104≤200.
[0043]
Если сварочный ток составляет 250 А или более, становятся оптимальными ввод тепла и давление дуги, и является достаточным проплавление основного металла, в результате чего можно обеспечить хорошие внешний вид, форму и однородность валика сварного шва. Сварочный ток предпочтительно составляет 300 А или более, более предпочтительно - 350 А или более и еще более предпочтительно - 380 А или более. Кроме того, если сварочный ток составляет 600 А или менее, при сварке исключаются такие дефекты, как подрез, возникающий из-за чрезмерного давления дуги, в результате чего можно обеспечить хорошие внешний вид, форму и однородность валика сварного шва. Помимо этого, так как становится оптимальным количество нанесенного материала, можно предотвратить появление при сварке таких дефектов, как неполное сплавление, вызванное проблемами с предшествующей частью расплавленного металла или включениями шлака. Сварочный ток предпочтительно составляет 550 А или менее, более предпочтительно - 500 А или менее и еще более предпочтительно - 450 А или менее.
[0044]
По соображениям обеспечения устойчивости дуги, напряжение V дуги предпочтительно составляет 26 В или более и более предпочтительно - 28 В или более. Кроме того, по соображениям обеспечения устойчивости дуги, напряжение V дуги предпочтительно составляет 48 В или менее и более предпочтительно - 44 В или менее.
[0045]
Если скорость W подачи составляет 5 м/мин - 20 м/мин, можно получить валик сварного шва с подходящим количеством нанесенного материала. Более предпочтительно, если скорость подачи составляет 7 м/мин или более, либо 9 м/мин или более, и еще более предпочтительно - 10 м/мин или более. Кроме того, скорость подачи предпочтительно составляет 18 м/мин или менее, более предпочтительно - 16 м/мин или менее и еще более предпочтительно - 14 м/мин или менее.
[0046]
Если А (А), V (В) и W (м/мин) таковы, что значение 20×(W/(A×V))×104 (размерность м/(мин⋅А⋅В)) составляет 110 или более, становятся оптимальными давление дуги, длина дуги и количество нанесенного материала, является хорошей устойчивость дуги, и снижается степень разбрызгивания. Кроме того, для обеспечения хороших внешнего вида, формы и однородности валика сварного шва более предпочтительно, чтобы это значение составляло 130 или более. В дополнение к этому, если значение 20×(W/(A×V))×104 составляет 200 или менее, становятся оптимальными давление дуги, длина дуги и количество нанесенного материала, является хорошей устойчивость дуги, и снижается степень разбрызгивания. Кроме того, для обеспечения хороших внешнего вида, формы и однородности валика сварного шва более предпочтительно, чтобы это значение составляло 180 или менее.
[0047]
Если вылет (L) проволоки составляет 15 мм или более, можно обеспечить хорошую устойчивость дуги, и более предпочтительно, чтобы вылет проволоки составлял 20 мм или более. Кроме того, если вылет проволоки составляет 35 мм или менее, являются хорошими ориентирование проволоки и однородность валика сварного шва. Помимо этого, для обеспечения хорошей устойчивости дуги более предпочтительно, чтобы вылет проволоки составлял 30 или менее.
[0048]
Защитный газ, используемый во время сварки передним электродом, конкретным образом не ограничивается, и, например, можно использовать Ar, углекислый газ или смесь Ar и углекислого газа, а также смесь Ar и кислорода.
Расход газа также конкретным образом не ограничивается, и, например, может составлять 15 л/мин - 30 л/мин.
[0049]
Задний электрод и другие электроды
В представленном варианте задний электрод и другие электроды - это электроды, следующие за (i) передним электродом или (ii) передним электродом и сварочной проволокой, которые предпочтительно представляют собой расходуемые электроды с прямой полярностью (DCEN - Direct Current Electrode Negative - Отрицательный электрод при сварке на постоянном токе). В качестве расходуемых электродов предпочтительно используется проволока с флюсовым сердечником или сплошная проволока. Если говорить более конкретно, расходуемые электроды предпочтительно являются теми же самыми, что и описанные в разделе "Передний электрод".
[0050]
Предпочтительные условия сварки задним электродом или другими электродами являются теми же самыми, что и предпочтительные условия сварки передним электродом, описанные в разделе "Передний электрод". Например, предпочтительно, чтобы сварочный ток А составлял 250 А - 600 А, напряжение V дуги составляло 26 В - 48 В, и скорость W подачи составляла 5 м/мин - 20 м/мин. Предпочтительно, чтобы А (А), V (В) и W (м/мин) удовлетворяли соотношению 110≤20×(W/(A×V))×104≤200.
Кроме того, предпочтительные вылет, состав, диаметр проволоки, защитный газ и т.п. также соответствуют предпочтительным для переднего электрода.
[0051]
Условия сварки
Как описано выше, электродное расстояние, измеряемое между сварочной проволокой и расположенным перед ней электродом, предпочтительно составляет 10 мм - 40 мм. Если электродное расстояние составляет 10 мм или более, улучшаются условия введения сварочной проволоки в сварочную ванну, созданную электродом, расположенным перед этой проволокой, а если это расстояние составляет 40 мм или менее, не возникает проблем с введением сварочной проволоки в сварочную ванну до кристаллизации этой ванны. Более предпочтительно, если электродное расстояние составляет 12 мм - 30 мм.
[0052]
В случае, если сзади сварочной проволоки расположен электрод, электродное расстояние, измеряемое между сварочной проволокой и расположенным сзади нее электродом, предпочтительно составляет 10 мм - 40 мм. Если электродное расстояние составляет 10 мм или более, сварку с использованием сварочной проволоки можно выполнять с сохранением стабильности сварочной ванны, и более предпочтительно, чтобы это расстояние составляло 12 мм или более. Кроме того, если электродное расстояние составляет 40 мм или менее, можно обеспечить хорошие форму, внешний вид и однородность валика сварного шва, и предпочтительно, чтобы это расстояние составляло 30 мм или менее.
[0053]
Скорость сварки предпочтительно составляет 800 мм/мин - 2500 мм/мин. Если скорость сварки составляет 800 мм/мин или более, сварной металл не смешается вперед и можно получить хорошую форму валика сварного шва. Более предпочтительно, если скорость сварки составляет 1000 мм/мин или более.
Если скорость сварки составляет 2500 мм/мин или менее, можно обеспечить хорошую однородность валика сварного шва. Скорость сварки предпочтительно составляет 2000 мм/мин или менее и более предпочтительно - 1500 мм/мин или менее.
[0054]
Способ сварки, соответствующий представленному варианту, можно использовать без наложения конкретных ограничений по типу соединения свариваемых материалов, но предпочтительно он используется при сварке с получением угловых швов и более предпочтительно - при сварке с получением горизонтальных углов швов.
Размеры и форма свариваемых материалов также конкретным образом не ограничиваются, при этом, например, в предпочтительном случае можно использовать стальную пластину, имеющую толщину 6 мм - 40 мм.
[0055]
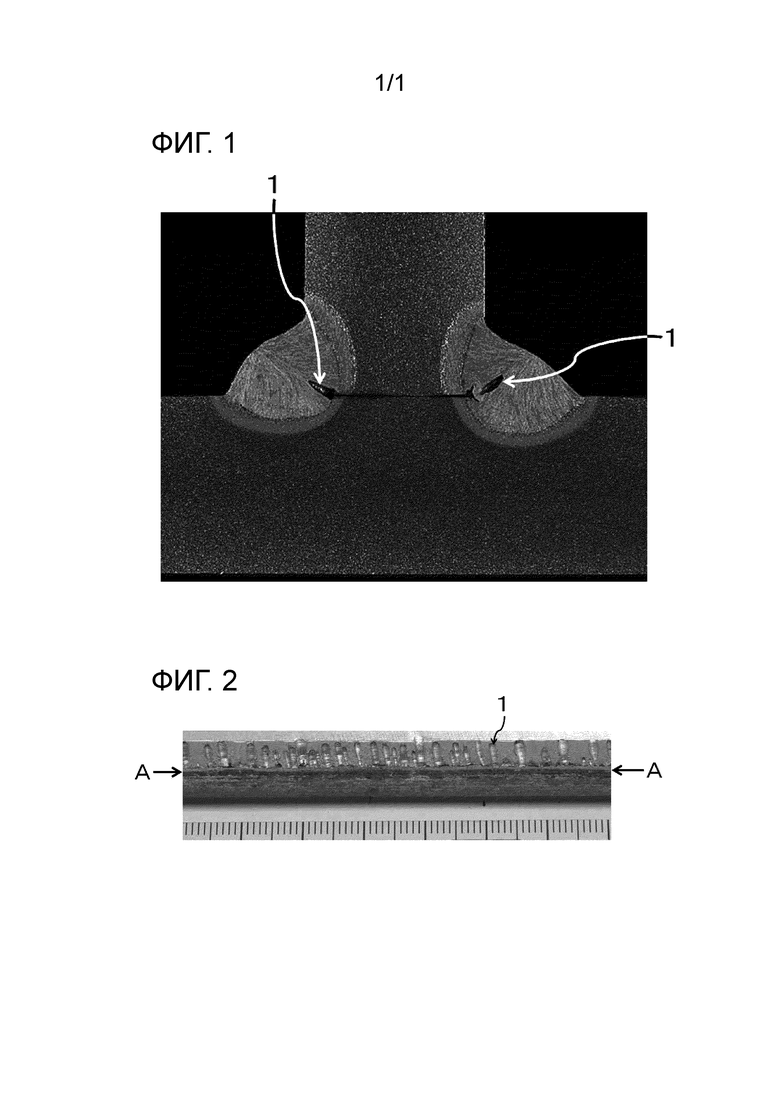
Для определения качества сварного соединения, полученного при помощи способа сварки, соответствующего представленному варианту, например, в сварном металле, возникшем при создании горизонтальных сварных швов, создают V-образное углубление величиной 2 мм, проходящее от корня сварного шва под углом 45°, и прикладывают к нему внешнюю силу для разрушения сварного металла. В результате оценку дефектов при сварке можно выполнять, изучая сварной металл внутри. Здесь прохождение под углом 45° от корня сварного шва означает получение поверхности сварного металла, проходящей под углом 45° от линии пересечения поверхности нижней пластины и поверхности вертикальной пластины (см. Фиг. 1 и Фиг. 2).
[0056]
На Фиг. 1 приведена макрофотография сечения, служащая для иллюстрации способа измерения степени возникновения полостей, и на Фиг. 2 показан способ измерения степени возникновения полостей.
Как показано на Фиг. 1, обнаружено, что полость 1 возникает под углом 45° к нижней пластине. Кроме того, как показано на Фиг. 2, обнаружено, что в вертикальном направлении проходит большое количество полостей 1. На Фиг.2 стрелками А указана линия пересечения поверхности нижней пластины и поверхности вертикальной пластины во время сварки.
[0057]
Из возможных дефектов при сварке степень возникновения полостей (ВН), представляющих собой дефекты в виде пор, можно оценить, изучая поверхность разрушения внутри сварного металла. Если говорить конкретно, измеряют общую ширину ВН внутри сварного металла и длину сварного шва, и в качестве степени возникновения ВН может быть выбрано значение отношения "Общая ширина ВН внутри сварного металла/Длина сварного шва".
[0058]
Степень возникновения ВН предпочтительно составляет 20% или менее, более предпочтительно - менее 15%, еще более предпочтительно - менее 11%, даже еще более предпочтительно - менее 7% и особенно предпочтительно - 0% (полости не возникают).
[0059]
Стабильность сварочной ванны можно визуально определить на основе режима введения сварочной проволоки в эту ванну. Если говорить конкретно, когда сварочную проволоку можно в стабильном режиме вводить в сварочную ванну, и сварочная ванна является стабильной, можно сказать, что стабильность сварочной ванны является хорошей.
Примеры
[0060]
Ниже представленный вариант описан более подробно с использованием Примеров, но настоящее изобретение не ограничивается этими Примерами и может быть реализовано на практике с внесением изменений, не противоречащих сущности этого изобретения, все из которых включены в объем этого изобретения.
[0061]
Примеры 1-22 и Сравнительные примеры 1-6
Многоэлектродная дуговая сварка в среде защитного газа (сварка с получением горизонтальных угловых швов) была выполнена с использованием переднего электрода и сварочной проволоки в условиях, которые приведены в Таблице 1 и Таблице 2.
Сварочная проволока представляла собой сплошную проволоку, соответствующую стандарту JIS Z 3312:2009, или проволоку с флюсовым сердечником, соответствующую стандарту JIS Z 3313:2009, которая содержит по меньшей мере С, Si и Mn, каждый - в количестве (% по массе), приведенном в Таблице 1. Полярность электрода является прямой (DCEN), и диаметр проволоки составляет 1,2 мм. Электрическое сопротивление R на единицу длины было измерено при помощи четырехзажимного метода при 25°С.
В качестве переднего электрода была использована проволока с флюсовым сердечником и металлической оболочкой, соответствующая стандарту JIS Z 3313:2009, полярность электрода была обратной (DCEP), и диаметр проволоки составлял 1,6 мм. Защитным газом был углекислый газ, и расход составлял 25 л/мин.
Как нижняя, так и вертикальная свариваемые пластины представляли собой стальные пластины, соответствующие стандарту JIS G3106:2015 SM 490A, и толщина была такой, как указано в Таблице 2. Использовалась стальная пластина, имеющая на поверхности пленку грунтового покрытия толщиной 30 мкм.
Скорость сварки составляла 1000 мм/мин - 1500 мм/мин.
[0062]
Таблица 1
% по массе
Таблица 1 (продолжение)
% по массе
[0063]
Таблица 2
А
м/мин⋅А⋅В
Таблица 2 (продолжение)
А
м/мин⋅А⋅В
[0064]
Оценка
Сварное соединение во время сварки и после сварки оценивалось в плане наличия полостей и стабильности сварочной ванны. Подробно процесс оценки этих параметров рассмотрен далее, и результаты приведены в Таблице 2.
Степень возникновения полостей (ВН)
В качестве степени возникновения ВН в сварном соединении после сварки в соответствии со способом, описанном для приведенного выше варианта, было получено значение отношения "Общая ширина ВН внутри сварного металла/Длина сварного шва". В примерах степень возникновения полостей оценивалась на расстоянии 3 мм от линии, указанной стрелками А на Фиг. 2. В Таблице 3 "АА+" означает, что степень возникновения ВН составляет 0% - 6%, "АА" означает, что степень возникновения ВН составляет 7% - 10%, "А+" означает, что степень возникновения ВН составляет 11% - 14%, "А" означает, что степень возникновения ВН составляет 15% - 20%, и "В" означает, что степень возникновения ВН составляет более 20%.
[0065]
Стабильность сварочной ванны
Был визуально определен режим введения сварочной проволоки в сварочную ванну во время сварки, и была выполнена оценка. В Таблице 3 "А" в столбце "Стабильность сварочной ванны" указывает, что введение происходило в стабильном режиме, и сварочная ванна находилась в стабильном состоянии, "В" указывает, что режим введения сварочной проволоки был нестабильным, или что проволока не вводилась в сварочную ванну.
[0066]
Таблица 3
[0067]
Что касается стабильности сварочной ванны, Сравнительные примеры 1, 2 и 4 продемонстрировали результаты, показывающие, что сварочная проволока не вводилась в сварочную ванну. В Сравнительном примере 3 сварочная проволока вводилась в сварочную ванну, но не плавилась в этой ванне, что делало сварочную ванну нестабильной. Сравнительный пример 5 продемонстрировал результат, показывающий, что от сварочной проволоки возникала дуга, и сварочная проволока не вводилась в сварочную ванну. Сравнительный пример 6 продемонстрировал результат, показывающий, что сварочная проволока плавилась под действием тепла сварочной ванны до того, как она вводилась в эту ванну, что обусловлено недостаточным нагревом.
[0068]
На основе приведенных выше результатов было обнаружено, что при выполнении способа сварки, соответствующего представленному варианту, электрическое сопротивление сварочной проволоки, скорость подачи этой проволоки и пропускаемый через нее ток находились в пределах заранее определенных диапазонов, в результате чего степень возникновения полостей была низкой, и стабильность сварочной ванны была превосходной.
Кроме того, электрическое сопротивление сварочной проволоки, скорость подачи этой проволоки и пропускаемый через нее ток удовлетворяли соотношению 10≤(WF×AF)/(10×R)≤30, в результате чего степень возникновения полостей была дополнительно снижена.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВАРОЧНАЯ ГОРЕЛКА ДЛЯ ПЕРВОГО ЭЛЕКТРОДА ДЛЯ МНОГОЭЛЕКТРОДНОЙ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ И СПОСОБ СВАРКИ С ПРИМЕНЕНИЕМ ТАКОЙ ГОРЕЛКИ | 2013 |
|
RU2597186C2 |
| СПОСОБ СВАРКИ ПРИХВАТОЧНЫМИ ШВАМИ ПРИ ПРОИЗВОДСТВЕ СВАРНОЙ СТАЛЬНОЙ ТРУБЫ БОЛЬШОГО ДИАМЕТРА | 2015 |
|
RU2656431C2 |
| СПОСОБ МНОГОЭЛЕКТРОДНОЙ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ, СВАРНОЕ СОЕДИНЕНИЕ И СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО СОЕДИНЕНИЯ | 2016 |
|
RU2674501C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ СВАРКИ, ИСПОЛЬЗУЮЩИЙ КОМБИНАЦИЮ ГАЗОЭЛЕКТРИЧЕСКОЙ СВАРКИ МЕТАЛЛИЧЕСКИМ ЭЛЕКТРОДОМ И ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ, И МАШИНА КОМБИНИРОВАННОГО ДЕЙСТВИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 2010 |
|
RU2506148C2 |
| Способ многоэлектродной дуговой сварки плавящимися электродами | 1983 |
|
SU1142242A1 |
| СПОСОБ СВАРКИ С ИСПОЛЬЗОВАНИЕМ СПЕЦИАЛЬНОЙ СВАРОЧНОЙ ГОРЕЛКИ | 2017 |
|
RU2707763C1 |
| СВАРНОЕ СОЕДИНЕНИЕ, ОБРАЗОВАННОЕ МЕТАЛЛОМ СВАРНОГО ШВА НА ОСНОВЕ НЕРЖАВЕЮЩЕЙ СТАЛИ ДЛЯ СВАРИВАНИЯ СТАЛЬНОГО ЛИСТА, ИМЕЮЩЕГО ПОКРЫТИЕ ИЗ СПЛАВА НА ОСНОВЕ ЦИНКА | 2006 |
|
RU2410221C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ РАСХОДУЕМЫМ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНОГО ГАЗА И СВАРНОЕ СОЕДИНЕНИЕ, ПОЛУЧЕННОЕ ДУГОВОЙ СВАРКОЙ | 2017 |
|
RU2701233C1 |
| ТРУБЧАТЫЙ ЭЛЕКТРОД ДЛЯ ДУГОВОЙ СВАРКИ | 1993 |
|
RU2067042C1 |
| СВАРОЧНОЕ УСТРОЙСТВО И СПОСОБ СВАРКИ | 2016 |
|
RU2693248C2 |
Изобретение относится к способу многоэлектродной дуговой сварки в среде защитного газа. Осуществляют сварку с использованием множества электродов, выстроенных в ряд в направлении сварки. Множество электродов включает передний электрод и присадочную проволоку, расположенную позади переднего электрода. Присадочная проволока имеет электрическое сопротивление R на единицу длины при 25°С, составляющее 1,0-4,0 мОм/см, скорость WF подачи присадочной проволоки составляет 0,3-7,0 м/мин, а ток AF, пропускаемый через присадочную проволоку, составляет 30-250 А. Способ позволяет обеспечить низкую степень возникновения полостей и превосходную стабильность сварочной ванны. 8 з.п. ф-лы, 2 ил., 3 табл., 22 пр.
1. Способ многоэлектродной дуговой сварки стальных пластин в среде защитного газа, в котором осуществляют сварку с использованием множества электродов, выстроенных в ряд в направлении сварки, причем
упомянутое множество электродов включает в себя по меньшей мере передний электрод, размещенный спереди в направлении сварки, и сварочную проволоку, расположенную после этого переднего электрода, причем
сварочная проволока имеет электрическое сопротивление R на единицу длины при 25°С, составляющее 1,0-4,0 мОм/см, скорость WF подачи сварочной проволоки составляет 0,3-7,0 м/мин и ток AF, пропускаемый через сварочную проволоку, составляет 30-250 А.
2. Способ по п. 1, в котором значения R (мОм/см), WF (м/мин) и AF (А), упомянутой для сварочной проволоки, удовлетворяют соотношению
10≤((WF×AF)/(10×R))≤30.
3. Способ по п. 1 или 2, в котором:
упомянутая сварочная проволока представляет собой сплошную проволоку или проволоку с флюсовым сердечником и
содержит С в количестве 0-0,20% по массе, Si в количестве 0-2,0% по массе и Mn в количестве 0,3-3,0% по массе.
4. Способ по п. 1 или 2, в котором:
для электрода, отличного от сварочной проволоки, сварочный ток, в А, устанавливают 250-600 А, напряжение V дуги устанавливают 26-48 В, и скорость W подачи устанавливают 5-20 м/мин, причем
для упомянутого электрода, отличного от сварочной проволоки, значения А (А), V (В) и W (м/мин) удовлетворяют соотношению 110≤((20×(W/(A×V))×104)≤200.
5. Способ по п. 1 или 2, в котором свариваемая стальная пластина имеет толщину 6-40 мм.
6. Способ по п. 1 или 2, в котором электродное расстояние, измеряемое между сварочной проволокой и расположенным перед ней электродом, составляет 10-40 мм.
7. Способ по п. 4, в котором электродное расстояние, измеряемое между сварочной проволокой и расположенным перед ней электродом, составляет 10-40 мм.
8. Способ по любому из пп. 1-7, в котором упомянутая сварочная проволока используется в качестве присадочного металла.
9. Способ по п. 1 или 8, в котором дополнительно используют задний электрод, расположенный перед сварочной проволокой или позади нее.
| СПОСОБ МНОГОДУГОВОЙ СВАРКИ ЛИСТОВЫХ СВАРНЫХ ЗАГОТОВОК | 2011 |
|
RU2497644C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ БУРИЛЬНОЙ ТРУБЫ | 2006 |
|
RU2308364C1 |
| СПОСОБ МНОГОЭЛЕКТРОДНОЙ НАПЛАВКИ | 1972 |
|
SU419334A1 |
| Способ многоэлектродной дуговой наплавки | 1975 |
|
SU558765A1 |
| Дроссель с обратным клапаном | 1974 |
|
SU647495A2 |

