Проволоку 3 подают впереди электрода 1 по ходу сварки на.расстоянии S между пересечениями осей электрода 1 и проволоки 3-с изделием 5, вычисляемом по определенной формуле и в зависимости от диаметра присадочной проволоки и основного электрода, сварочного тока, напряжения дуги и скорости сварки. .Способ обеспечивает получение валиков шва с постоянными геометрическими размерами и устранение несплавлений, подрезов и шлаковых включений в сварном шве. 1 ил., . 2 табл.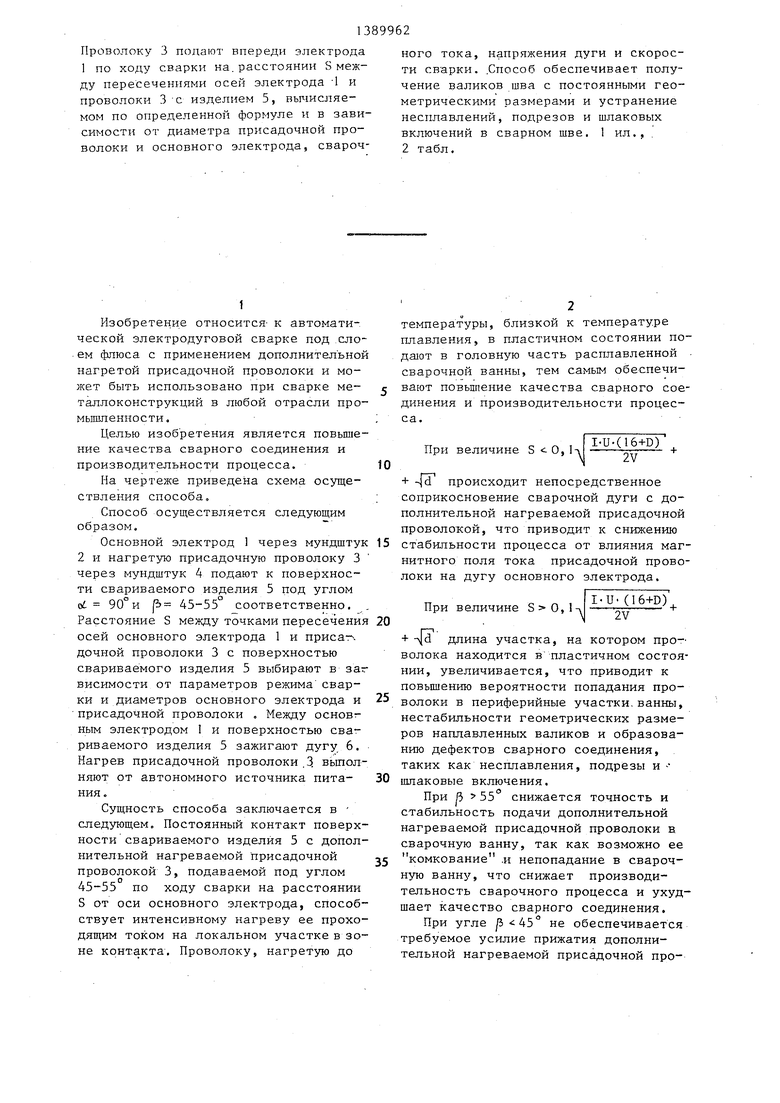
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки под флюсом | 1990 |
|
SU1743757A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ ЛАЗЕРНО-ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 2010 |
|
RU2447980C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ МЕДИ И МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ СО СТАЛЬЮ | 2011 |
|
RU2470752C1 |
| Способ односторонней дуговой автоматической сварки и устройство для его осуществления | 1990 |
|
SU1837003A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2021 |
|
RU2759350C1 |
| Способ регулирования процесса дуговой сварки | 1983 |
|
SU1311886A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2013 |
|
RU2529127C1 |
| Способ дуговой сварки неповоротных стыков труб | 1980 |
|
SU1006137A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ШВОВ В НИЖНЕМ ПОЛОЖЕНИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2103133C1 |
Изобретение относится к- автоматической электродуговой сварке под слоем флюса с применением дополнительной нагретой присадочной проволоки и может быть использовано при способе сварки металлоконструкций в любой отрасли промышленности. Целью изобретения является по8ьш ение качества сварного соединения и производительности процесса. Основной электрод 1 через мундштук 2 и нагретую присадочную проволоку 3 через мундштук 4 подают к поверхности свариваемого изделия 5 под углом oi 90° и 45- 55 соответственно. Между основным электродом 1 и свариваемым изделием 5 возбуждают дугу. Нагрев присадочной проволоки выполняют за счет пропускания переменного тока от автономного источника питания при постоянном контакте проволоки 3 с изделием 5. е (/ /-Ч СО 00 со ;о О5 ГчЭ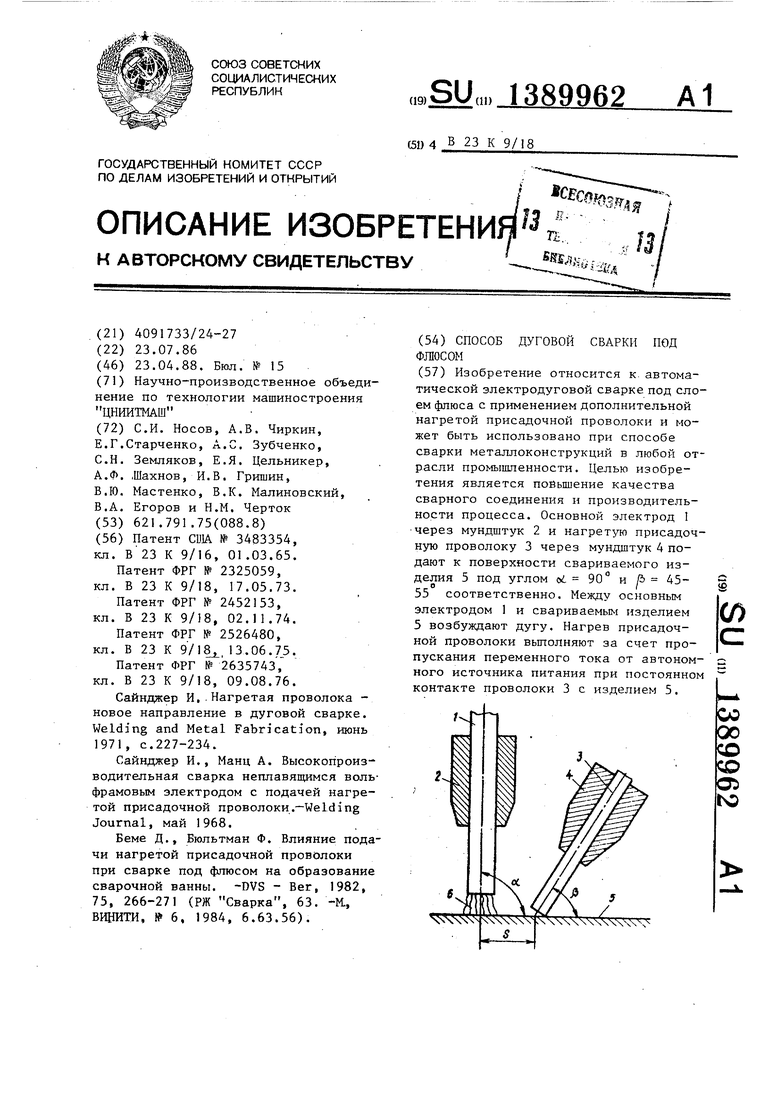
1
Изобретение относится- к автоматической электродуговой сварке под .ело- ем флюса с применением дополнительной нагретой присадочной проволоки и может быть использовано при сварке металлоконструкций в любой отрасли промышленности.
Целью изобретения является повьш1е- ние качества сварного соединения и производительности процесса.
На чертеже приведена схема осуществления способа,
Способ осуществляется следующим образом.
Основной электрод 1 через мундштук 2 и нагретую присадочную проволоку 3 через мундштук 4 подают к поверхности свариваемого изделия 5 под углом oi 90°и Ь 45-55 соответственно, Расстояние S между точками пересечения осей основного электрода 1 и присат-. дочкой проволоки 3 с поверхностью свариваемого изделия 5 выбирают в заг висимости от параметров режима сварки и диаметров основного электрода и присадочной проволоки , Между основным электродом 1 и поверхностью свариваемого изделия 5 зажигают дугу 6. Нагрев присадочной проволоки.3 выполняют от автономного источника питания .
Сущность способа заключается в следующем. Постоянный контакт поверхности свариваемого изделия 5 с дополнительной нагреваемой присадочной проволокой 3, подаваемой под углом 45-55 по ходу сварки на расстоянии S от оси основного электрода, способствует интенсивному нагреву ее проходящим током на локальном участке в зоне контакта. Проволоку, нагретую до
температуры, близкой к температуре плавления, в пластичном состоянии подают в головную часть расплавленной сварочной ванны, тем самым обеспечивают повьш1ение качества сварного соединения и производительности процесса.
При величине S О,I
1-и-(16+Р) 2V
+ -IdT происходит непосредственное соприкосновение сварочной дуги с дополнительной нагреваемой присадочной проволокой, что приводит к снижению стабильности процесса от влияния магнитного поля тока присадочной проволоки на дугу основного электрода.
При величине ,1
1-и-(16+D) 2V
+ длина участка, на котором проволока находится в пластичном состоянии, увеличивается, что приводит к повьш1ению вероятности попадания проволоки в периферийные участки.ванны, нестабильности геометрических размеров наплавленных валиков и образованию дефектов сварного соединения, таких как несплавления, подрезы и- шлаковые включения,
При Б 55 снижается точность и стабильность подачи дополнительной нагреваемой присадочной проволоки в сварочную ванну, так как возможно ее комкование .и непопадание в сварочную ванну, что снижает производительность сварочного процесса и ухудшает качество сварного соединения.
При угле не обеспечивается требуемое усилие прижатия дополнительной нагреваемой присадочной проволоки fc поверхности изделия, увеличивается вероятность возникновения электрической дуги между проволокой и изделием и ухудшается качество ; сварного соединения.
Пример. Выполняют автоматическую сварку под флюсом марки ФЦ-16 деталей из низколегированной Cr-Ni- -MO-V-стали. В качестве сварных материалов используют низколегированную Cr-Ni-Мо-проволоку 0 4 мм (основной электрод) и 0 1,6 мм (дополнительная нагреваемая присадочная проволока).
Параметры режима сварки: сварочный ток I 660 А; напряжение дуги и 34 В, скорость сварки V ЗЗм/ч.
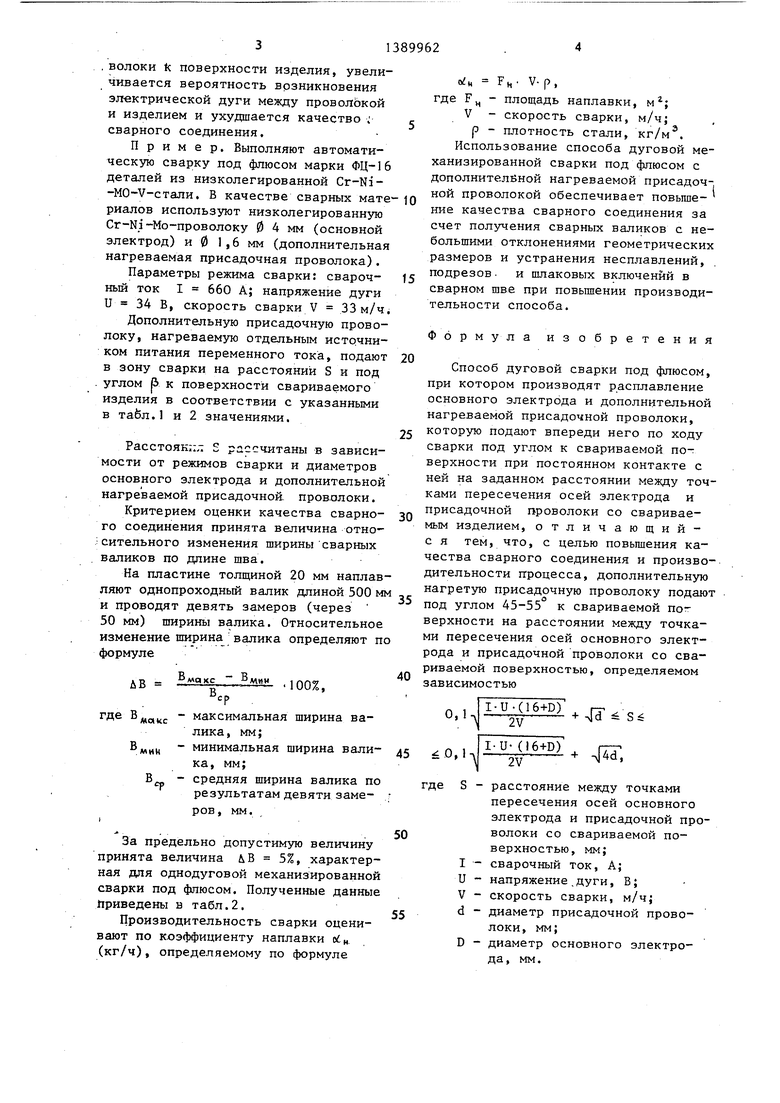
Дополнительную присадочную проволоку, нагреваемую отдельным источником питания переменного тока, подают в зону сварки на расстояний S и под углом РК поверхности свариваемого изделия в соответствии с указанными в таёл.1 и 2 значениями.
Расстояк;:л S рассчитаны в зависимости от режимов сварки и диаметров основного злектрода и дополнительной нагреваемой присадочной, проволоки.
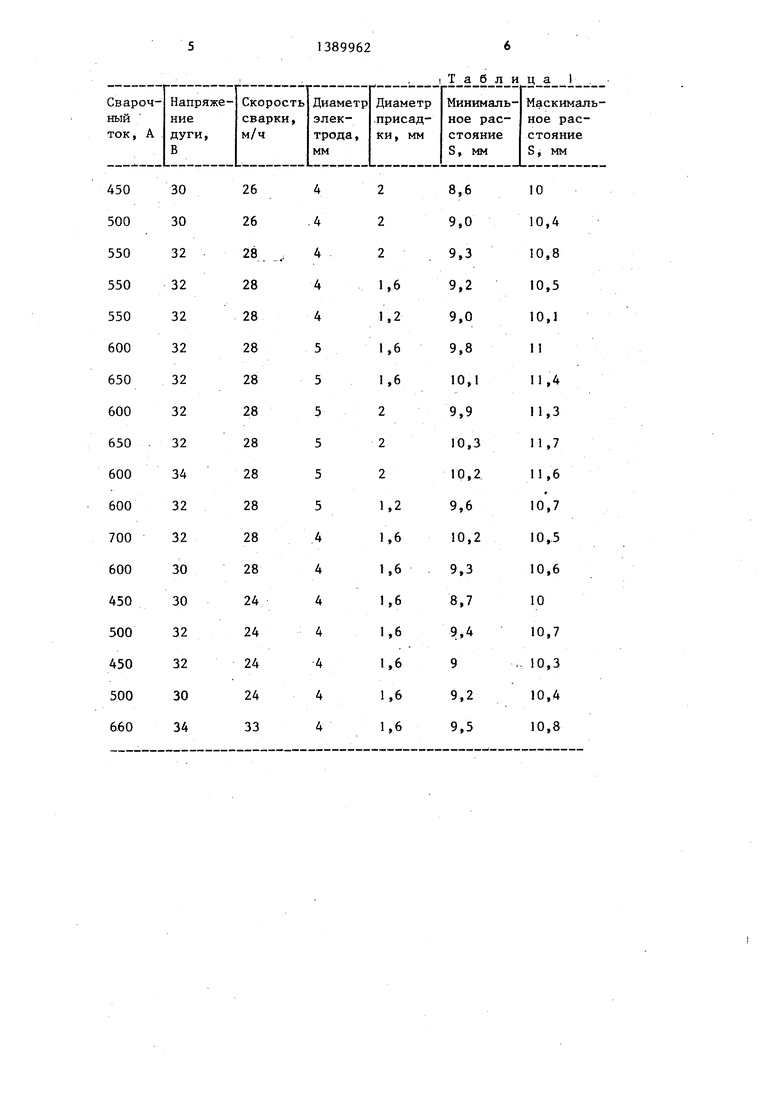
Критерием оценки качества сварного соединения принята величина отно- ;сительного изменения ширины сварных валиков по дпине шва.
На пластине толщиной 20 мм наплавляют однопроходный валик длиной 500 мм и проводят девять замеров (через 50 мм) ширины валика. Относительное изменение ширина валика определяют п формуле
В
макс
- В
мин
в.
100%,
де В
МО КС
в
мим
максимальная ширина валика , мм;
минимальная ширина валика, мм;
средняя ширина валика по результатам девяти замеров, мм. ,
За предельно допустимую величину принята величина &В 5%, характерная для однодуговой механизированной сварки под флюсом. Полученные данные Приведены в табл.2.
Производительность сварки оценивают по коэффициенту наплавки (кг/ч), определяемому по формуле
0
5
0
5
0
5
0
(« FH V-P,
где F - площадь наплавки, V - скорость сварки, м/ч; р - плотность стали, кг/м.
Использование способа дуговой механизированной сварки под флюсом с дополнителЁной нагреваемой присадочной проволокой обеспечивает повыше- кие качества сварного соединения за счет получения сварных валиков с небольшими отклонениями геометрических размеров и устранения несплавлений, подрезов. и шлаковых включений в сварном шве при повьш1ении производительности способа.
Формула изобретения
Способ дуговой сварки под флюсом, при котором производят расплавление основного электрода и дополнительной нагреваемой присадочной проволоки, которую подают впереди него по ходу сварки под углом к свариваемой по-: верхности при постоянном контакте с ней на заданном расстоянии между точками пересечения осей электрода и присадочной проволоки со свариваемым изделием, отличающий- с я тем, что, с целью повышения качества сварного соединения и производительности процесса, дополнительную нагретую присадочную проволоку подают под углом 45-55 к свариваемой nor верхности на расстоянии между точками пересечения осей основного электрода и присадочной проволоки со свариваемой поверхностью, определяемом зависимостью
45
+ лГТ S& + ,
пересечения осей основного электрода и присадочной проволоки со свариваемой поверхностью, мм;
I - сварочный ток. А;
и - напряжение,дуги. В;
V - скорость сварки, м/ч;
d - диаметр присадочной проволоки, мм;
D - диаметр основного электрода, мм.
Таблица 1
389962
Таблица 2
| Патент CUIA № 3483354, В 23 К 9/16, 01.03.65 | |||
| СПОСОБ КОДИРОВАНИЯ И ПЕРЕДАЧИ КРИПТОГРАФИЧЕСКИХ КЛЮЧЕЙ | 2006 |
|
RU2325039C2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Патент ФРГ № 2452153, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| СПОСОБ СТЕРИЛИЗАЦИИ КОМПОТА ИЗ ЧЕРЕШНИ | 2013 |
|
RU2526480C1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| КЛАПАН УПРАВЛЕНИЯ ПРОИЗВОДИТЕЛЬНОСТЬЮ ТОПЛИВНОГО НАСОСА ВЫСОКОГО ДАВЛЕНИЯ | 2017 |
|
RU2635743C1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Сайнджер И | |||
| Нагретая проволока - новое направление в дуговой сварке | |||
| Welding and Metal Fabrication, июнь 1971, с.227-234 | |||
| Сайнджер И., Манц А | |||
| Высокопроизводительная сварка неплавящимся вольфрамовым электродом с подачей нагретой присадочной проволоки .-Welding Journal, май 1968 | |||
| Беме Д., Бюльтман Ф | |||
| Влияние подачи нагретой присадочной проволоки при сварке под флюсом на образование сварочной ванны | |||
| -DVS - Вег, 1982, 75, 266-271 (РЖ Сварка, 63 | |||
| -ML, ВЩИТИ, № 6, 1984, 6.63.56). | |||
