Изобретение относится к неразрушающим методам контроля с помощью ультразвука и может быть использовано в различных отраслях машиностроения для контроля сварных швов в изделиях с переменной, многократно меняющейся вдоль сварного шва толщиной.
Известно устройство для автоматического ультразвукового контроля изделий, содержащее последовательно соединенные синхронизатор, генератор радиоимпульсов, две искательные головки, усилитель, селектор, ждущий мультивибратор с переменным резистором в его времязадающей цепи, самописец, переменный резистор, подсоединенный ко входу самописца подвижным контактом, блок управления с двумя исполнительными реле, регистратор дефектов, устройство автоматической сортировки изделий, реверсивный двигатель на выходе блока управления, вал которого через магнитную муфту соединен с подвижными системами резисторов мультивибратора и самописца, замыкаемых в крайних положениях подвижных систем резисторов двумя концевыми выключателями, один из которых включен в цепь регистратора дефектов, а другой - в цепь устройства автоматической сортировки изделий.
Наиболее близким к предлагаемому является автоматический сигнализатор дефектов ультразвукового эхо-импульсного дефектоскопа с механизмом перемещения преобразователя, содержащий последовательно соединенные мультивибратор, селектор и регистратор и задатчик времени, подключенный ко входу мультивибратора, а вторые входы мультивибратора и селектора предназначены для подключения к выходам дефектоскопа.
Недостатком его является невозможность использования для изделий с изменяющейся толщиной.
Цель изобретения - расширение области применения автоматического сигнализатора дефектов за счет обеспечения контроля изделий в широком диапазоне толщин.
Поставленная цель достигается тем, что Е йвгомзтическогл сигнализаторе дефектов ультразвукового эхо-импульсного дефекто- ечопа с механизмом перемещения преобразователя, содержащем последовательно соединенные мультивибратор, селектор, регистратор и задатчик времени, подключений ко входу мультивибратора, а вторые входы мультивибратора и селектора предназначены для подключения к выходам дефектоскопа, задатчик времени выполнен в виде ферромагнитного основания, кинема- тгчески связанного с механизмом переме ценив преобразователя и размещенных на нем по окружностям гибких магнитов разной длимы, неподвижно установленного от- носительчо оснозания кронштейна с размещенными на нем герконами, предназначенными для взаимодействия с магнитом и подключения ко входу мультивибратора.
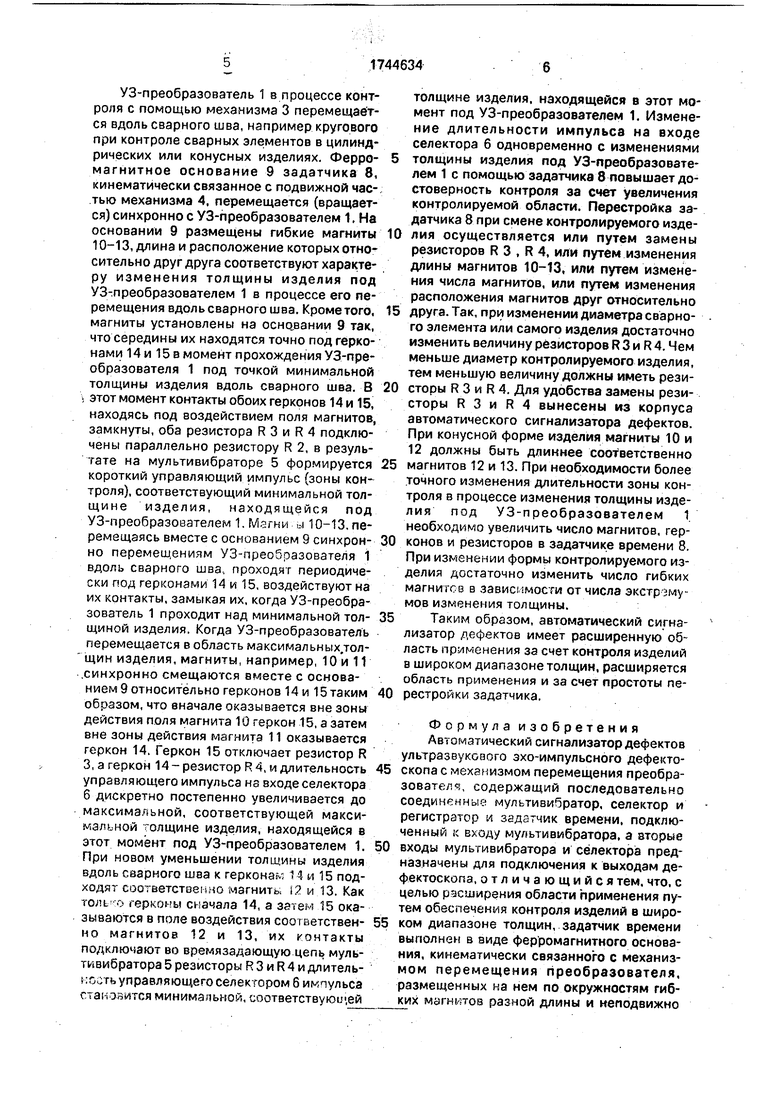
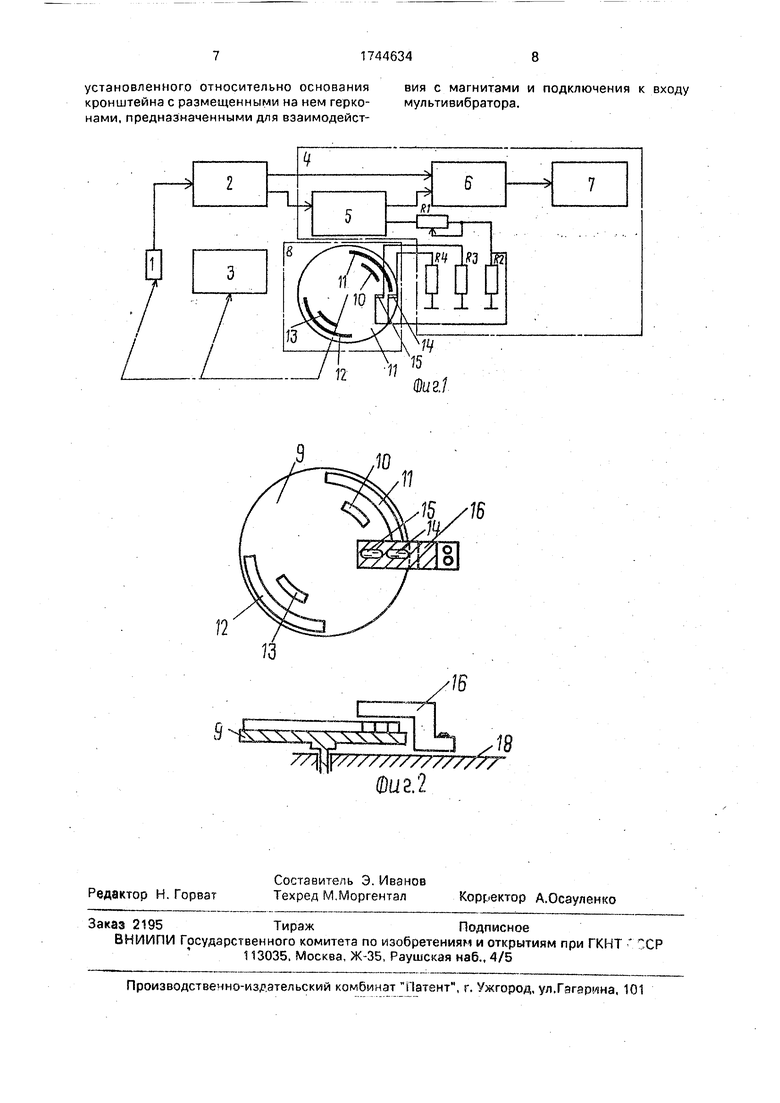
На фиг. 1 представлена блок-схема сигнализатора дефектов к ультразвуковому эхо-импульсному дефектоскопу с механизмом перемещения преобразователя; на фиг. 2 - конструкция задатчика времени.
Блок-схема содержит ультразчуковой преобразователь 1, эхо-импульсный дефек- югкоп 7., механизм 3 перемещения преоб- оозочатоля 1 для перемещения его вдоль сварного шва контролируемого изделия, автоматический сигнализатор 4, содержащий мультивибратор 5, селектор 6, регистратор У задатчик 8. выполненный в виде ферромагнитного основания 9, кинематически связанного с механизмом 3, гибких магнитов 10-13 разной длины, размещенных по окружностям на основании, герконов 14 и 15, кронштейна 16, неподвижно усганов- енного относительно основания 9 с размещенными на нем герконами 14 и 15, предназначенными для взаимодействие с магнитами 10-13 и подключения ко входу мультивибратора 5 через резисторы R А и R3.
Автоматический сигнализатор дефектов работает следующим образом.
На вход автоматического сигнализатора 4 с выхода дефектоскопа 3 подается сигнал, получаемый при контроле сварного шва изделия с помощью УЗ-преобразователя 1, перемещаемого механизмом 3 вдоль сварного шва. Этот сигнал поступает на селектор б, на второй вход которого подается
селектирующий импульс с мультивибратора 5, синхронизируемого со второго выхода дефектоскопа 2. Селектирующий (управляющий работой селектора 6) импульс позволяет выделить из общего сигнала, поступающего на первый вход селектора 6, сигнал от дефекта. Для этого длительность управляющего импульса с помощью регулируемого резистора R 1, определяющая величину зоны контроля, устанавливается не
более суммарного времени прохождения ультразвуковых колебаний через толщину контролир/емого изделия в обоих направлениях, В результате селектор б пропускает на регистратор 7 только сигналы, полученные при отражении от дефекта в изделии, а сигналы, отраженные от поверхностей контролируемого изделия, остаются за преде- лями управляющего импульса и потому через селектор 6 не проходят и регистратором 7 не фиксируются.
Поскольку толщина вдоль сварного шва многократно изменяется в определенной последовательности (по условичэ поставленной задачи), меняется и время прохождения ультразвуковых колебаний через изделие, вводимых в него Уз-преобразова- телем. Чтобы избежать перебраков.ки, т.е, пропуска дефектов, во времязадающую
цепь мультивибратора 5 включены резисторы R 3 и R 4, подключаемые параллельно резистору R 2 контактами герконов 14 и 15. Когда контакты герконов 14 и 15 замыкаются, подключая резисторы R 3 и R 4, длительиость управляющего импульса (зоны контроля), формируемого мультивиЬрато- рем 5, уменьшается, при размыкании контактов герконов 14 и 15 длительность импушса увеличивается.
Задатчик 8 актически синхронизирует процесс изменения длительности управляющего импульг;а в соответствии с изменени- ями тол цииы изделие под УЗ-преобра оватслем, При уменьшении
толщины изделия под УЗ-преобрззовате- лем 1 умен шается длительность уш звляго- щсго импульса мультивибратора и при увеличении толщины изделия длительность пм .ьсауЕели -инается. З- ос/ще. . ,яе1 1- ЩИ S30M,
УЗ-преобразователь 1 в процессе контроля с помощью механизма 3 перемещается вдоль сварного шва, например кругового при контроле сварных элементов в цилиндрических или конусных изделиях. Ферро- магнитное основание 9 задатчика 8, кинематически связанное с подвижной частью механизма 4, перемещается (вращается) синхронно с УЗ-преобразователем 1, На основании 9 размещены гибкие магниты 10-13, длина и расположение которых относительно друг друга соответствуют характеру изменения толщины изделия под УЗ-преобразователем 1 в процессе его перемещения вдоль сварного шва. Кроме того, магниты установлены на основании 9 так, что середины их находятся точно под герко- нами 14 и 15 в момент прохождения УЗ-пре- образователя 1 под точкой минимальной толщины изделия вдоль сварного шва. В этот момент контакты обоих герконов 14 и 15, находясь под воздействием поля магнитов, замкнуты, оба резистора R 3 и R 4 подключены параллельно резистору R 2, в результате на мультивибраторе 5 формируется короткий управляющий импульс (зоны контроля), соответствующий минимальной толщине изделия, находящейся под УЗ-преобразователем 1. Магни ы 10-13. перемещаясь вместе с основанием 9 синхрон- но перемещениям У3-прео5разователя 1 вдоль сварного шва, проходят периодически под герконэми 14 и 15, воздействуют на их контакты, замыкая их, когда УЗ-преобразователь 1 проходит над минимальной тол- щиной изделия. Когда УЗ-преобразователь перемещается в область максимальных.тол- щин изделия, магниты, например, 10 и 11 синхронно смещаются вместе с основанием 9 относительно герконов 14 и 15 таким образом, что вначале оказывается вне зоны действия поля магнита 10 геркон 15, а затем вне зоны действия магнита 11 оказывается геркон 14. Геркон 15 отключает резистор R 3, а геркон 14- резистор R 4, и длительность управляющего импульса на входе селектора 6 дискретно постепенно увеличивается до максимальной, соответствующей максимальной толщине изделия, находящейся в этот момент под УЗ-преобразователем 1. При новом уменьшении толщины изделия вдоль сварного шва к герконаи Ни 15 подходят соответственно магниты и 13. Как толь о геркоры сначала 14, а затем 15 оказываются в поле воздействия соошетствен- но магнитов 12 и 13, их контакты подключают во времязадающую цепь, мультивибратора 5 резисторы R 3 и R 4 и длительно,., гь управляющего селектором 6 импульса гтаиэзится минимальной, соответствующей
толщине изделия, находящейся в этот момент под УЗ-преобразователем 1. Изменение длительности импульса на входе селектора б одновременно с изменениями толщины изделия под УЗ-преобразовате- лем 1 с помощью задатчика 8 повышает достоверность контроля за счет увеличения контролируемой области. Перестройка задатчика 8 при смене контролируемого изделия осуществляется или путем замены резисторов R 3 , R 4, или путем изменения длины магнитов 10-13, или путем изменения числа магнитов, или путем изменения расположения магнитов друг относительно друга. Так, при изменении диаметра сварного элемента или самого изделия достаточно изменить величину резисторов R 3 и R 4. Чем меньше диаметр контролируемого изделия, тем меньшую величину должны иметь резисторы R 3 и R 4. Для удобства замены резисторы R 3 и R 4 вынесены из корпуса автоматического сигнализатора дефектов. При конусной форме изделия магниты 10 и 12 должны быть длиннее соответственно магнитов 12 и 13. При необходимости более точного изменения длительности зоны контроля в процессе изменения толщины изделия под УЗ-преобразователем 1 необходимо увеличить число магнитов, герконов и резисторов в задатчике времени 8. При изменении формы контролируемого изделия достаточно изменить число гибких магниггв в зависимости от числа экстр зму- мов изменения толщины.
Таким образом, автоматический сигнализатор дефектов имеет расширенную область применения за счет контроля изделий в широком диапазоне толщин, расширяется область применения и за счет простоты перестройки задатчика.
Формула изобретения Автоматический сигнализатор дефектов ультразвукового эхо-импульсного дефектоскопа с механизмом перемещения преобразователе, содержащий последовательно соединенные мультивибратор, селектор и регистратор и задатчик времени, подключенный к входу мультивибратора, а вторые входы мультивибратора и селектора предназначены для подключения к выходам дефектоскопа, отличающийся тем. что, с целью расширения области применения путем обеспечения контроля изделий в широком диапазоне толщин, задатчик времени выполнен в виде ферромагнитного основания, кинематически связанного с механизмом перемещения преобразователя. размещенных на нем по окружностям гибких магнатов разной длины и неподвижно
установленного относительно основания вия с магнитами и подключения к входу кронштейна с размещенными на нем герко- мультивибратора, нами, предназначенными для взаимодейст
| название | год | авторы | номер документа |
|---|---|---|---|
| Сигнализатор дефектов для ультразвукового дефектоскопа | 1984 |
|
SU1280523A1 |
| Ультразвуковой дефектоскоп для контроля сварных швов | 1986 |
|
SU1388786A1 |
| Автоматический сигнализатор дефектов ультразвукового дефектоскопа | 1985 |
|
SU1254374A1 |
| Анализатор дефектов к ультразвуковому дефектоскопу | 1980 |
|
SU932397A1 |
| Автоматический сигнализатор дефектов для ультразвуковых дефектоскопов | 1982 |
|
SU1113734A1 |
| Сигнализатор дефектов для ультразвукового дефектоскопа | 1985 |
|
SU1320738A1 |
| УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОП | 1992 |
|
RU2051382C1 |
| Ультразвуковой дефектоскоп | 1974 |
|
SU602848A1 |
| Ультразвуковой дефектоскоп | 1987 |
|
SU1516961A1 |
| Ультразвуковой дефектоскоп | 1990 |
|
SU1744636A1 |
Изобретение относится к средствам неразрушающего контроля с помощью ультразвука и может быть использовано для контроля сварных швов в изделиях с многократно меняющейся толщиной, например сварных элементов цилиндрических, конусных и др. изделий. Цель изобретения - расширение области применения за счет обеспечения контроля изделий в широком диапазоне толщин. Это достигается тем, что в автоматическом сигнализаторе дефектов эхо-импульсного дефектоскопа с механизмом перемещения преобразователя, содержащем последовательно соединенные мультивибратор, селектор, регистратор и задатчик времени, последний выполнен в виде ферромагнитного основания, кинематически связанного с механизмом перемещения преобразователя размещенных на нем по окружности гибких магнитов разной длины и неподвижно установленного относительно основания кронштейна с размещенными на нем герконамм, предназначенными для взаимодействия с магнитами и подключения к входу мультивибратора. 1 ил.
15 12
Lte/
П
77 777777777777777
Шг1
| Устройство для автоматического ультразвукового контроля изделий | 1973 |
|
SU463061A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для ультразвукового контроля концевых участков трубных изделий с грубообработанной или резьбовой конической поверхностью | 1975 |
|
SU532808A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
