Способы сочленения деталей типа валика с втулкой, наклонной относительно оси валика в момент касания последнего с отверстием втулки, известны.
По описываемому способу упруго поджатая в осевом направлении и находящаяся под воздействием тангенциальпого усилия, приложенного к боковой поверхности, втулка после касания с валиком обкатывается последним вокруг точек касания при одновременном качании в плоскости, перпендику„1ярной плоскости обкатки, до момента совмеш,ения осей сочленяемых деталей.
Применение описываемого способа позволяет повысить надежность сочленения.
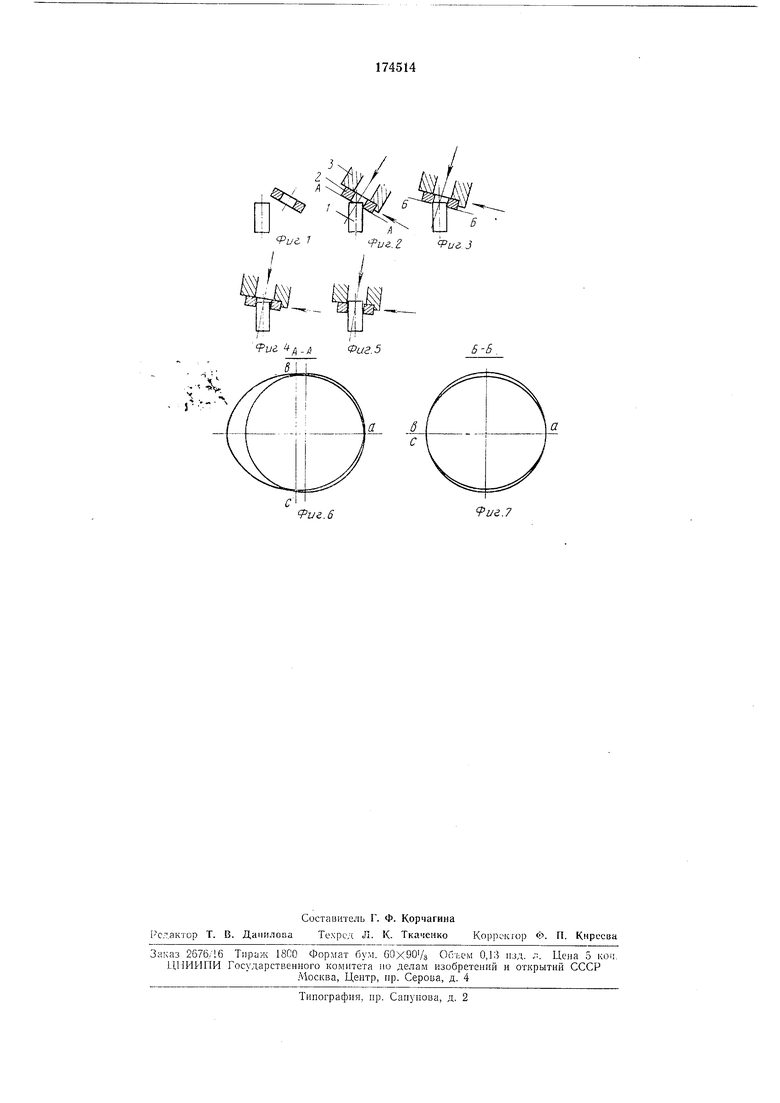
На фиг. 1, 2, 3, 4 и 5 изображены последовательные этапы сочленения деталей типа валика с шайбой; на фиг. 6 - полол ение точек соприкосновения собираемых деталей, сечение по А-А на фиг. 2; на фиг. 7 - то же, сечение по Б-Б па фиг. 3.
Для выполнения сочленения детали устанавливают так, чтобы их оси располагались под большим углом одна к другой и конец валика 1 входил в отверстие втулки 2. В таком положении втулка 2 зажимается между валиком /, касающимся ее в точках а, b и с, и прижимом 3, прижимающим ее в осевом и боковом направлениях (показано стрелками).
ном к плоскости чертежа направленин, благодаря чему под действием бокового усилия, создаваемого прижимом 3, она ориентируется в этом направлении своим отверстием по паверхности валика.
Дальнейший процесс сочлепения выполняется происходящими одновременно двумя движениями: поворотом одной из деталей около точек соприкосновения сопрягаемых поверхностей, при этом точка а перемещается по поверхности ваоТика J, а точки b и с сближаются до совпадения на противоположной точке а стороне поверхности; качательным движением одной детали относительно другой в плоскости, перпендикулярной плоскости обкатки и проходящей через ось одной из деталей.
Предмет изобретения
Способ сочлеиения деталей типа валика с втулкой, наклонной относительно оси валика в момент касания последнего с отверстием втулки, отличающийся тем, что, с целью повышения надежности сочленения, упруго иодн атая в осевом направлении и находящаяся под воздействием тангенциального усилия, приложенного к боковой поверхности, втулка после касания с валиком обкатывается последним вокруг точек касания при одновременном ка9v&.6
9ue.7
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ ДЕТАЛЕЙ ТИПА ВАЛ-ВТУЛКА | 2010 |
|
RU2423217C1 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ СЛОЖНОГО ПРОФИЛЯ | 2010 |
|
RU2493954C2 |
| ВПТБ | 1973 |
|
SU398354A1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНОЙ ПОДКРЕПЛЁННОЙ РЁБРАМИ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2013 |
|
RU2566689C2 |
| Инструмент для чистовой и упрочняю-щЕй ОбРАбОТКи пОВЕРХНОСТи пРОфиляКАНАВОК шКиВОВ | 1979 |
|
SU831586A1 |
| Устройство для измерения размеров трубы | 1990 |
|
SU1747862A1 |
| БЫСТРОДЕЙСТВУЮЩИЙ ЗАЖИМ | 1990 |
|
RU2016751C1 |
| Способ чистовой обработки поверхности деталей типа тел вращения | 1989 |
|
SU1722797A1 |
| СПОСОБ ВОЗБУЖДЕНИЯ КОЛЕБАНИЙ | 2011 |
|
RU2476275C1 |
| СТУПЕНЬ ПЕРЕДАЧИ ИСПОЛНИТЕЛЬНОГО ПРИВОДА | 2006 |
|
RU2402433C2 |