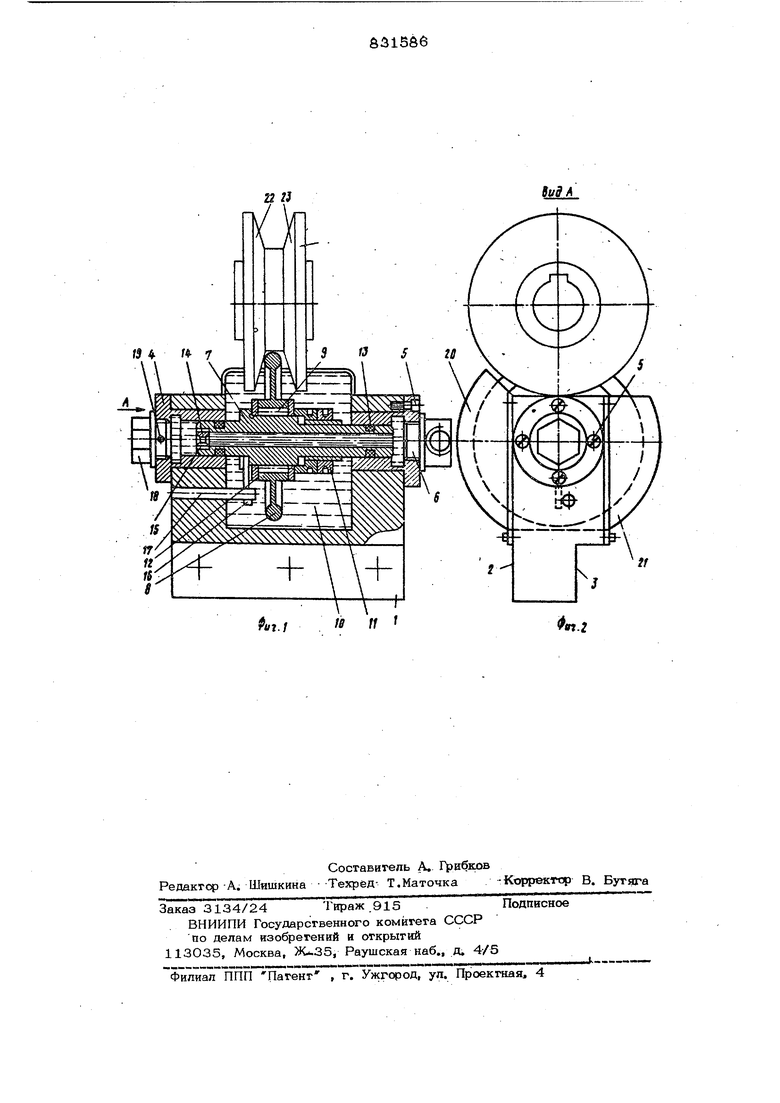
Изобретение огносигся к метаппоофабогке и может быть использовано при обработке поверхности профиля канавок шкивов чистовой и упрочняющей обкаткой. Известен инструмент для чистовой и упрочняющей обработки поверхности гфофиля канавок щкивов, включающий обкаткой диск-ролик, установленный на оси, расположенной в проушинах корпуса l . Однако при таксм исполнении качество обработки поверхности невысоко из-за нестабильности усилий обкатьшания. Цель изобретения - повышение качества обрабатываемой поверхности и автоматическое увеличение усилия обкатьтания при изменении подачи. Поставленная цель достигается тем, что инструмент снабжен жиклером с калиброванным отверстием и двухсторонними скосами, установленным на тсфце оси, выполненной в виде пустотелого плунжера заполненного маслом. Такое выполнение повышает качество офабатываемой поверхности и автоматического увеличения усилия обкатывания при изменении подали. На фиг. 1 (федставлен инструмент, общий вид; на фиг. 2 - вид А на фиг. 1. Инструмент для чистовой и угфочняющей обработки поверхностей профиля шкивов представляет собой корпус 1, установленный на поверхности 2 в резцеде жателе токарного станке и закрепляется винтами резцедержателя по поверхности3. В отверстие проушин корпуса 1 устанавливаются плунжерные гнпьзы 4, закрепленные винтами 5. В гильау 4 заворачивается штуцер 6, в резьбовое отверстие которого ввертьшается масленка одноплунжерная ручного действия с резервуаром 100 см . Плунж 7, устанавливаемый в гильзах 4, является: одновременно осью обкатного диска-чэолика 8 с игольчатым подшипником 9, Гайкв 10 я 11 и шайбы 12 ограничивают от осевого перемещения по плунжеру 7 обкатный диск-ролик 8. Плунжер 7 имеет резиновые упругие кольца 13 и завернутый в герце жиклер 14 с двухсгорсиним скосом и калиброванным огверстием 15, Плунжер 7 ог поворота удержнваегся штифтами 16 и 17. Запорная пробка 18 имеет отверстие 19 для спуска воздуха из системы. Внутренняя полость пустотелото плунжера 7 и полость гнльз 4 заполнены маслом. Смаао шо-сослаждающая жидкость залита в картер 20, Сверху обкатной диск-ролик 8 закрыт защитным кожухом 21. Инструмент для чистовой и упрочняющей обработки поверхности профиля шкивов работает следующим образом. Инструмент устанавливают в резцедержагеле токарного станка. При касании обкатногр диска-ролика 8 вращающейся обкатываемой поверхности 22 включают поперечную подачу суппорта, направленную к центру обрабатьюаемой детали, при этом вращается обкатной диск-ролик 8, выглаживает и упрочняет поверхность 22 детали. В зоне контакта диска-ролика 8 и обкатываемой детали активная радиальная сила Р имеет равнодействующую силу реакции R, направленную перпендикулярно об катываемой поверхности 22, и раскладывается на две составляющие, одна из кото рых равна R -COBoL и направлена вдоль оси плунжера 7, и перемещает его вправо Имеющееся в торцовой части плунжера 7 масло оказьшает сопротивление перемещению плунжера 7 с вращающимся на нем диском-роликом 8, т.е. прижимает обкат- ной диск-ролик 8 к поверхности 22 обкатываемой детали, что способствует процессу выглаживания, Масло, находящееся под давлением торцовой поверхности плунжера 7,-из правой полости проходит в левую через калиброванное отверстие 15 жиклера 14, что способствует появлению осевой подачи диска-ролика 8, также необходимой для процесса обкатки. После того, как боковая поверхность 22 детали будет обработана с помощью поперечной подачи суппорта токарного ставка, направленной от центра обрабатыва мой детали кпериферии, инструмент выво дят из ручья детали. Можно начать обкат ку другой поверхности 23, при этом масло из левой полости через отверстие 15 жиклера 14 поступает в правую поость. При ведении процесса обкатки смазочо-охлаждающая жидкость очищает, охаждает и смачивает диск-ролик 8, котоым переносится смазка в зону обкатки детали. При увеличении поперечной пода.чи суппорта токарного станкаС для обкатки поверхности) усилие прижима обкатного диска-ролика 8 к обкатываемой детали увеличивается автоматически на определенную величину, что также способствует ведению качественного процесса обкатки. Автоматическое изменение усилия обкатки происходит следующим образом. При увеличении подачи суппорта токарного станка через калиброванное отверстие 15 жиклера 14 проходит большее количество масла, увеличивается и скорость пфемещения плунжера 7 с насаженным на нем деталями вдоль оси гильз 4, чем увеличивается давление масла, которое давит на терцы плунжера 7, что и увеличивает усилие прижима обкатного дискролика 8 к обкатываемой поверхности детали, усилие остается постоянным по всей длине обкатки. Формула изобретения Инструмент для чистовой и упрочняющей обработки поверхности профиля канавок шкивов, включающий обкатной дискролик, установленный на оси, расположенной в проушинах корпуса, о т л и ч а ющ и и с я тем, что, С целью Повьпиения качества обрабатываемой поверхности и автоматического увеличения усилия обкат ки при изменении подачи, инструмент снабжен жиклером с калиброванным отверстием и двyxcтopqнними скосами, установленным на торце оси, выполненной в виде пустотелого плунжера заполненного маслом. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 375170, кл. В 24 В 39/О4, 1970.
IB n
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УПРОЧНЯЮЩЕЙ ОБКАТКИ РОЛИКАМИ НАРУЖНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2005 |
|
RU2316419C2 |
| Обкатный ролик | 1974 |
|
SU509415A1 |
| Устройство для обкатывания внутренних конических резьб к токарным станкам | 1988 |
|
SU1606246A1 |
| Устройство для двусторонней чистовойи упРОчНяющЕй ОбРАбОТКи лиСТОВыХдЕТАлЕй | 1979 |
|
SU846247A1 |
| ДЕМПФЕРНЫЙ СПОСОБ ОБРАБОТКИ ППД | 2009 |
|
RU2408453C1 |
| УСТРОЙСТВО для УПРОЧНЕНИЯ ОБКАТКОЙ ДЕТАЛЕЙ С ВНУТРЕННЕЙ РЕЗЬБОЙ | 1969 |
|
SU255321A1 |
| Автомат для обкатки наружной поверхности деталей | 1989 |
|
SU1742042A1 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ СЛОЖНОГО ПРОФИЛЯ | 2010 |
|
RU2493954C2 |
| Способ чистовой обработки поверхности деталей типа тел вращения | 1989 |
|
SU1722797A1 |
| Устройство для упрочнения обкаткой конической резьбы | 1990 |
|
SU1761448A1 |