1
Изобретение относится к механической обработке коленчатых валов ДВС, компрессоров и других машин, а именно к специализированным приспособлениям, предназначенным для финишной обработки шатунных шеек коленчатых валов в процессе их ремонта или изготовления.
Известны устройства для финишной обработки шатунных шеек коленчатых валов, содержащие состоящую из двух шарнирно соединенных . между собой частей доводочную головку, кинематически связанную с шатунным механизмом 1.
Эти устройства не позволяют получить выЬокое качество финишной обработки.
Цель изобретения - повышение качества финишной обработки.
Для этого в предлагаемом устройстве доводочная головка снабжена симметрично расположенными относительно оси шатуна силовыми гидроцилиндрами, каждый из которых связан каналами, с введенным в устройство гидромеханическим усилителем, выполненным в виде нагрузочного гидроцилиндра, указателя нагрузки и отсечного клапана, разъединяющего силовые гидроцилиндры с гидромеханическим усилителем.
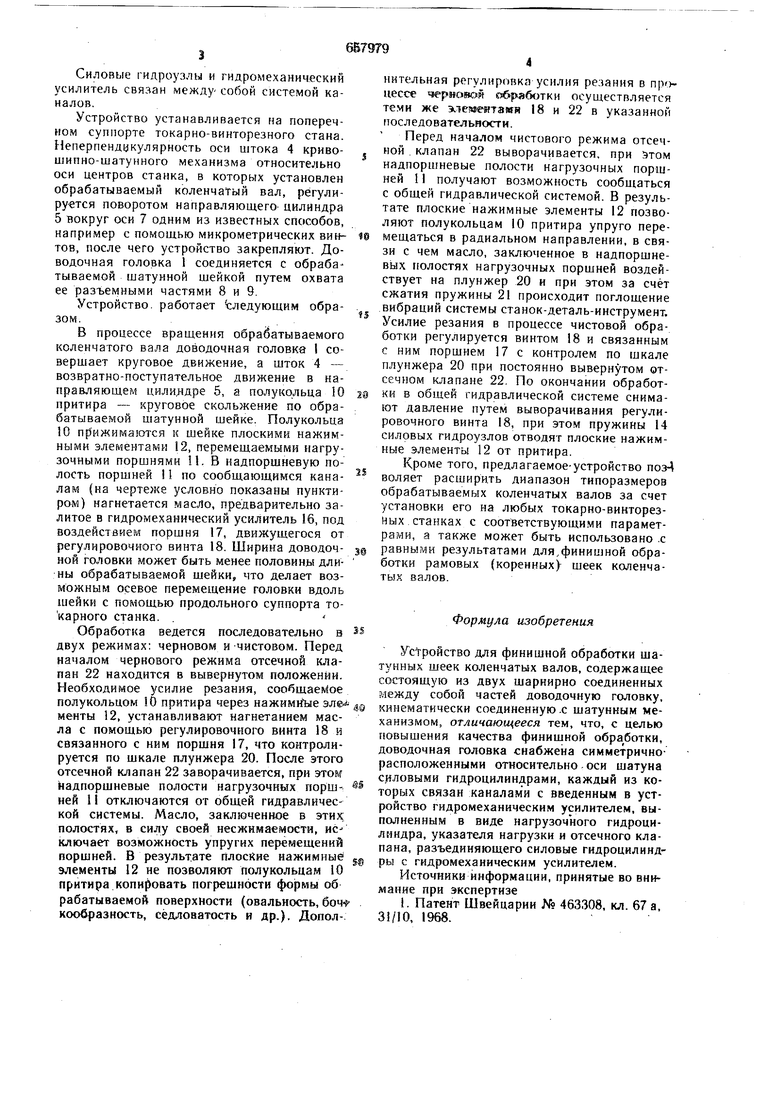
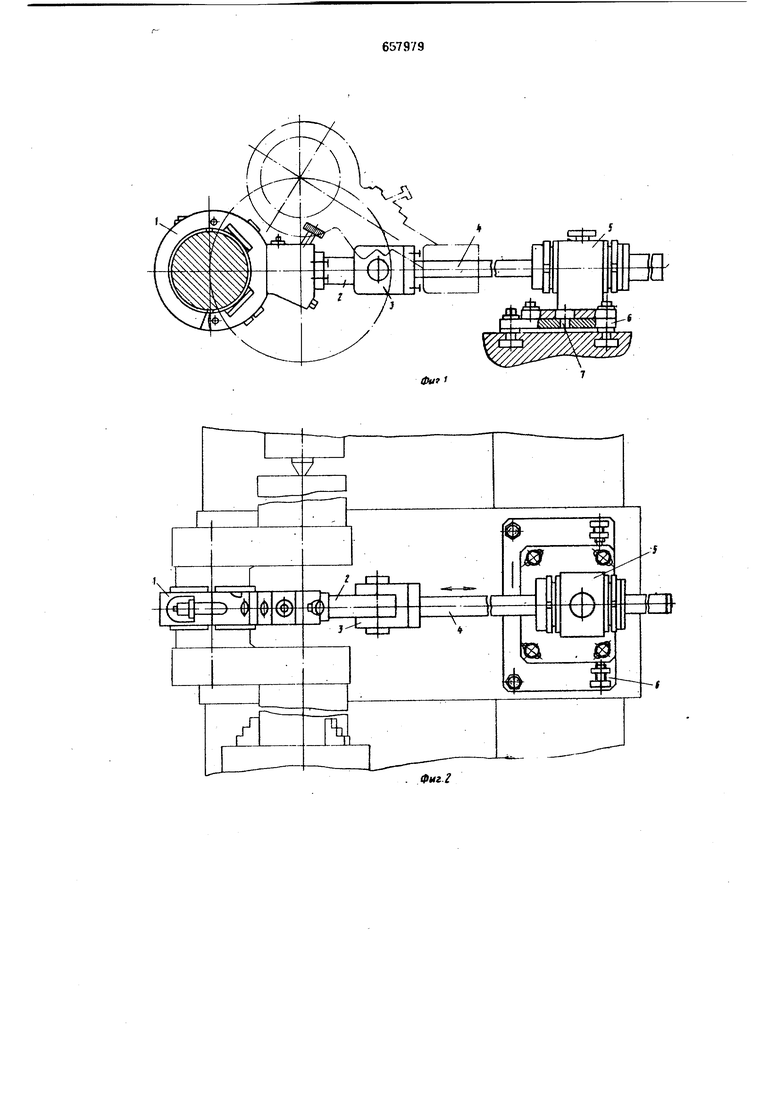
На фиг. 1 изображено описываемое устройство, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 - доводочная головка устройства.
Доводочная головка 1, связана с шатунным механизмом, состоящим из соединенного с ней шатуна 2, шарнирного соеди-, нения 3, штока 4 и направляющего цилиндра 5, установленного на плите 6 с возможностью поворота вокруг оси 7.
Корпус головки (фиг. 3) выполнен в виде
0 двух шарнирно соединенных между собой частей 8 и 9 с находящимся в них металлическим, например, чугунным притиром, выполненным в виде двух полуколец 10, двух силовых гидроузлов, каждый из которых состоит из нагрузочного гидроцилиндра с поршнем 11, нажимного элемента 12 с направ-. ляющими пальцами 13, пружинами 14, нажимными тарелками 15, и гидромеханического усилителя16, состоящего из нагрузочного гидроцилиндра, содержащего поршень
0 17, щарнирно .соединенный с регулировочным винтом 18, ввернутым в втулку 19, указателя нагрузки, содержащего плунжер 20, со щкалой, таррированиую пружину 21, и отсечного клапана 22. Силовые гидроузлы и гидромеханический усилитель связан между-собой системой каналов. Устройство устанавливается на поперечном суппорте токарио-винторезного стана. Неперпендукулярность оси штока 4 кривошипно-шатунного механизма относительно оси центров станка, в которых установлен обрабатываемый кoлeнчatый вал, регулируется поворотом направляющего цилиндра 5 вокруг оси 7 одним из известных способов, например с помощью микрометрических винтов, после чего устройство закрепляют. Доводочная головка 1 соединяется с обрабатываемой шатунной шейкой путем охвата ее разъемными частями 8 и 9. Устройство, работает tлeдyющим образом.,. В процессе вращения обрабатываемого коленчатого вала доводочная головке совершает круговое движение, а щток 4 - возвратно-поступательное движение в направляющем цилиндре 5, а полукольца 10 притира - круговое скольжение по обрабатываемой шатунной шейке. Полукольца Ш прижимаются к шейке плоскими нажимными эле1иентами 12, перемещаемыми нагрузочными поршнями 11. в надпоршневую полость поршней II по сообщающимся каналам (на чертеже условно показаны пунктиром) нагнетается масло, предварительно залитое в гидромеханический усилитель 16, под воздействием поршня 17, движущегося от регулировочного винта 18. Ширина дово.дочной головки может быть менее половины длины обрабатываемой шейки, что делает возможным осевое перемещение головки вдоль шейки с помощью продольного суппорта токарного станка. . Обработка ведется последовательно в двух режимах; черновом и чистовом. Перед началом чернового режима отсечной клапан 22 находится в вывернутом положении. Необходимое усилие резания, сообщаемое полукольцом 10 притира через нажимные эл© менты 12, устанавливают нагнетанием масла с помощью регулировочного винта 18 и связанного с ним поршня 17, что контролируется по шкале плунжера 20. После этого отсечной клапан 22 заворачивается, при этоьг надпоршневые полости нагрузочных поршней 11 отключаются от общей гидравлической системы. Масло, заключенное в этих полостях, в силу своей несжимаемости, неключает возможность упругих перемещений поршней. В результате плоские нажимные элементы 12 не позволяют полукольцам 10 притира копировать погрешности формы об рабатываемой поверхности (овальность, боч кообразность, сёдловатость и др.). Дополнительная регулировка усилия резания в пр )цессе черновюй осуществляется теми же мементзвгн 18 и 22 в указанной последовательности. Перед началом чистового режима отсечной . клапан 22 выворачивается, при этом надпоршневые полости нагрузочных поршней 11 получают возможность сообщаться с общей гидравлической системой. В результате плоские нажимные элементы 12 позволяют полукольцам 10 притира упруго перемещаться в радиальном направлении, в связи с чем масло, заключенное в надпоршневых полостях нагрузочных поршней воздействует на плунжер 20 и при этом за счёт сжатия пружины 21 происходит поглощение вибраций системы станок-деталь-инструмент. Усилие резания в процессе чистовой обработки регулируется винтом 18 и связанным с ним порщнем 17 с контролем по шкале плунжера 20 при постоянно вывернутом отсечном клапане 22. По окончании обработки в общей гидравлической системе снимают давление путем выворачивания регулировочного винта 18, при этом пружины 14 силовых гидроузлов отводят плоские нажимные элементы 12 от притира. Кроме того, предлагаемое-устройство позЦ воляет расширить диапазон типоразмеров обрабатываемых коленчатых валов за счет установки его на любых токарно-винторезных станках с соответствующими параметрами, а также может быть использовано .с равными результатами для,финишной обработки рамовых (коренных шеек коленчатых валов. Формула изобретения Устройство для финишной обработки шатунных шеек коленчатых валов, содержащее состоящую из двух шарнирно соединенных между собой частей доводочную головку. кинематически соединенную .с шатунным механизмом, отличающееся тем, что, с целью повышения качества финишной обра ботки, доводочная головка снабжена симметричнорасположенными относительно оси шатуиа силовыми гидроцилиндрами, каждый из которых связан каналами с введенным в устройство гидромеханическим усилителем, выполненным в виде нагрузочного гидроцилиндра, указателя нагрузки и отсечного клапана, разъединяющего силовые гидроцилиндры с гидромеханическим усилителем. Источники информации, принятые во внимание при экспертизе I. Патент Швейцарии № 463308, кл. 67 а, 31/10, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Инструментальная головка для финишной обработки шеек коленчатого вала | 1987 |
|
SU1491668A1 |
| ПРИТИР ДЛЯ ДОВОДКИ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 2008 |
|
RU2365485C1 |
| Устройство для двусторонней доводки деталей | 1990 |
|
SU1756123A1 |
| Устройство для упрочнения изделий | 1981 |
|
SU998104A1 |
| Устройство для обработки шатунных шеек коленчатых валов | 1990 |
|
SU1745404A1 |
| Способ эксплуатационного контроля зазора в шатунных подшипниках коленчатого вала при диагностике двигателя внутреннего сгорания автомобилей, транспортных и транспортно-технологических машин | 2020 |
|
RU2739657C1 |
| ТЕПЛОВОЙ ДВИГАТЕЛЬ | 1991 |
|
RU2023186C1 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 2000 |
|
RU2181322C2 |
| Люнет для круглошлифовальных станков | 1987 |
|
SU1567349A1 |
. Фиг.2
