Изобретение относится к станкостроению и может быть использовано в много- операционных станках преимущественно токарной группы с ЧПУ, станках типа Обрабатывающий центр.
Известны устройства для угловой ориентации шпинделя металлорежущего станка, содержащие кинематическую цепь привода главного движения, последнее звено которой закреплено на шпинделе, привод угловой ориентации шпинделя с механизмом периодического подключения к кинематическому звену, закрепленному на шпинделе, причем механизм периодического подключения привода угловой ориентации выполнен в виде диска с продольным пазом, закрепленного на последнем звене кинематической цепи привода главного движения, двойного зубчатого блока, установленного с возможностью осевого перемещения и взаимодействия с приводом угловой ориентации и последним звеном кинематической цепи привода главного движения, а также щупа, закрепленного на двойном зубчатом блоке с возможностью взаимодействия с профильным пазом диска. Недостатком этой конструкции является то, что вывод из зацепления двойного блока привода углового позиционирования с зубчатым колесом, закрепленным на шпинделе, предлагает обязательное наличие определенного бокового зазора в этом зубчатом зацеплении, и так как это последняя ступень кинематической цепи передачи вращения от привода угловой ориентации, то величина бокового зазора будет полностью отражаться на точности позиционирования шпинделя.
Вторым недостатком, является то, что наличие механического контроля выхода шпинделя в ориентированное положение не позволяет отключать привод ориентации от шпинделя в любой угловой точке, а требует обязательного строго определенного ориентированного положения, что снижает быстродействие механизма подключения (отключения), так как увеличивается время на отключение привода углового позиционирования от шпинделя.
Цель изобретения - повышение точности углового позиционирования за счет автоматической выборки зазора в зубчатом зацеплении в момент подключения привода углового позиционирования к шпинделю,
Указанная цель достигается тем, что механизм периодического подключения к шпинделю выполнен в виде блока из двух, установленных с возможностью относительного вращения и зафиксированных от относительного осевого перемещения зубчатых венцов с концентрично расположенными ступицами, на торцах которых выполнены разносмещенные относительно венцов радиальные клиновые поверхности,
и зубчатого блока с ответными радиальными клиновыми поверхностями, установленного соосно блоку из двух венцов.
Для увеличения быстродействия отключения (подключения) привода углового по0 зиционирования зубчатый блок с двумя зубчатыми венцами установлен на оси с возможностью вращения и неподвижно в осевом направлении таким образом, чтобы оба зубчатых венца постоянно находились в за5 цеплении с зубчатым колесом, закрепленным на шпинделе, причем зубчатые венцы с разносмещенными зубчатыми поверхностями взаимодействуют с ответной зубчатой поверхностью, выполненной на подвижном
0 блоке, кинематически связанном с шестерней привода углового позиционирования и перемещаемом линейным силовым приводом.
Быстродействие повышается за счет
5 двух факторов: уменьшение длины необходимого перемещения неподвижного блока и возможности размыкания в любом угловом положении.
На фиг.1 представлена кинематическая
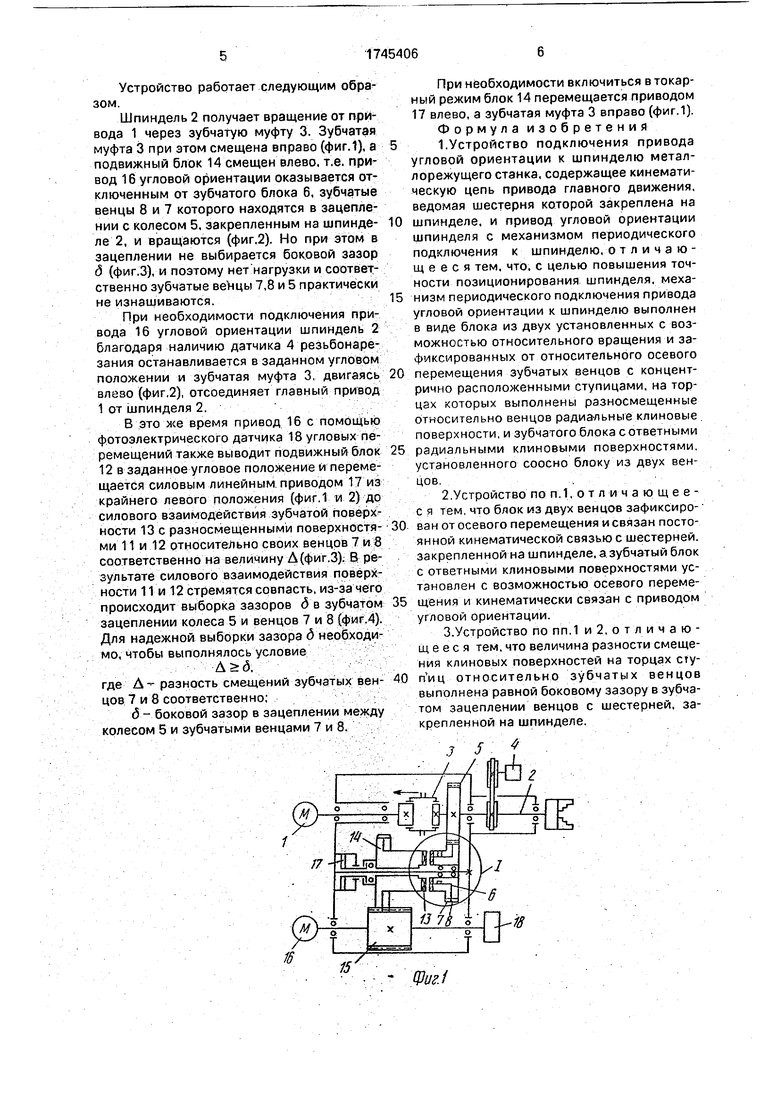
0 схема устройства; на фиг.2 - узел I на фиг.1 (механизм подключения привода углового позиционирования); на фиг.З - разрез А-А на фиг.2, привод углового позиционирования отключен; на фиг.4 - то же, привод под5 ключей.
Устройство для ориентации шпинделя многооперационного станка содержит глав ный привод 1 (вращательного движения шпинделя), соединяемый со шпинделем 2
0 зубчатой муфтой 3. Со шпинделем кинематически связан датчик 4 резьбонарезания. На шпинделе закреплено зубчатое колесо 5, взаимодействующее с зубчатым блоком 6, имеющим два зубчатых венца 7 и 8, имею5 щих возможность относительного вращения и зафиксированных от осевого смещения винтом 9 и канавки 10. Зубчатые венцы 7 и 8 имеют радиальные клиновые поверхности 11 и 12 соответственно (напри0 мер, типа Hirt), которые взаимодействуют с ответной клиновой поверхностью 13, выполненной на подвижном блоке 14 находящегося в зацеплении с шестерней 15 привода 16углового позиционирования. По5 движный блок 14 передвигается усилием силового линейного привода 17, а шестерня 15 связана по повороту жестко с фотоэлектрическим датчиком 18 угловых перемещений. Дополнительные зубчатые поверхности 11 и 12 смещены на величину Д.
Устройство работает следующим образом.
Шпиндель 2 получает вращение от привода 1 через зубчатую муфту 3. Зубчатая муфта 3 при этом смещена вправо (фиг.1), а подвижный блок 14 смещен влево, т.е. привод 16 угловой ориентации оказывается отключенным от зубчатого блока 6, зубчатые венцы 8 и 7 которого находятся в зацеплении с колесом 5, закрепленным на шпинделе 2, и вращаются (фиг,2). Но при этом в зацеплении не выбирается боковой зазор д (фиг.З), и поэтому нет нагрузки и соответственно зубчатые венцы 7,8 и 5 практически не изнашиваются.
При необходимости подключения привода 16 угловой ориентации шпиндель 2 благодаря наличию датчика 4 резьбонаре- зания останавливается в заданном угловом положении и зубчатая муфта 3, двигаясь влезо (фиг.2), отсоединяет главный привод 1 от шпинделя 2.
В это же время привод 16с помощью фотоэлектрического датчика 18 угловых перемещений также выводит подвижный блок 12 в заданное угловое положение и перемещается силовым линейным приводом 17 из крайнего левого положения (фиг.1 и 2) до силового взаимодействия зубчатой поверхности 13 с разносмещенными поверхностя- ми 11 и 12 относительно своих венцов 7 и 8 соответственно на величину Д(фиг.З). В результате силового взаимодействия поверхности 11 и 12 стремятся совпасть, из-за чего происходит выборка зазоров д в зубчатом зацеплении колеса 5 и венцов 7 и 8 (фиг.4). Для надежной выборки зазора д необходимо, чтобы выполнялось условие
,
где А разность смещений зубчатых венцов 7 и 8 соответственно;
6 - боковой зазор в зацеплении между колесом 5 и зубчатыми венцами 7 и 8.
0
5
0
5 0 5
0
При необходимости включиться в токарный режим блок 14 перемещается приводом 17 влево, а зубчатая муфта 3 вправо (фиг.1).
Формула изобретения
1.Устройство подключения привода угловой ориентации к шпинделю металлорежущего станка, содержащее кинематическую цепь привода главного движения, ведомая шестерня которой закреплена на шпинделе, и привод угловой ориентации шпинделя с механизмом периодического подключения к шпинделю, отличающееся тем, что, с целью повышения точности позиционирования шпинделя, механизм периодического подключения привода угловой ориентации к шпинделю выполнен в виде блока из двух установленных с возможностью относительного вращения и зафиксированных от относительного осевого перемещения зубчатых венцов с концент- рично расположенными ступицами, на торцах которых выполнены разносмещенные относительно венцов радиа-льные клиновые поверхности, и зубчатого блока сответными радиальными клиновыми поверхностями, установленного соосно блоку из двух венцов.
2.Устройство поп.1,отличающее- с я тем, что блок из двух венцов зафиксиро- ван от осевого перемещения и связан постоянной кинематической связью с шестерней, закрепленной на шпинделе, а зубчатый блок с ответными клиновыми поверхностями установлен с возможностью осевого перемещения и кинематически связан с приводом угловой ориентации.
3.Устройство по пп.1 и 2, о т л и ч а ю - щ е е с я тем, что величина разности смещения клиновых поверхностей на торцах ступиц относительно зубчатых венцов выполнена равной боковому зазору в зубчатом зацеплении венцов с шестерней, закрепленной на шпинделе.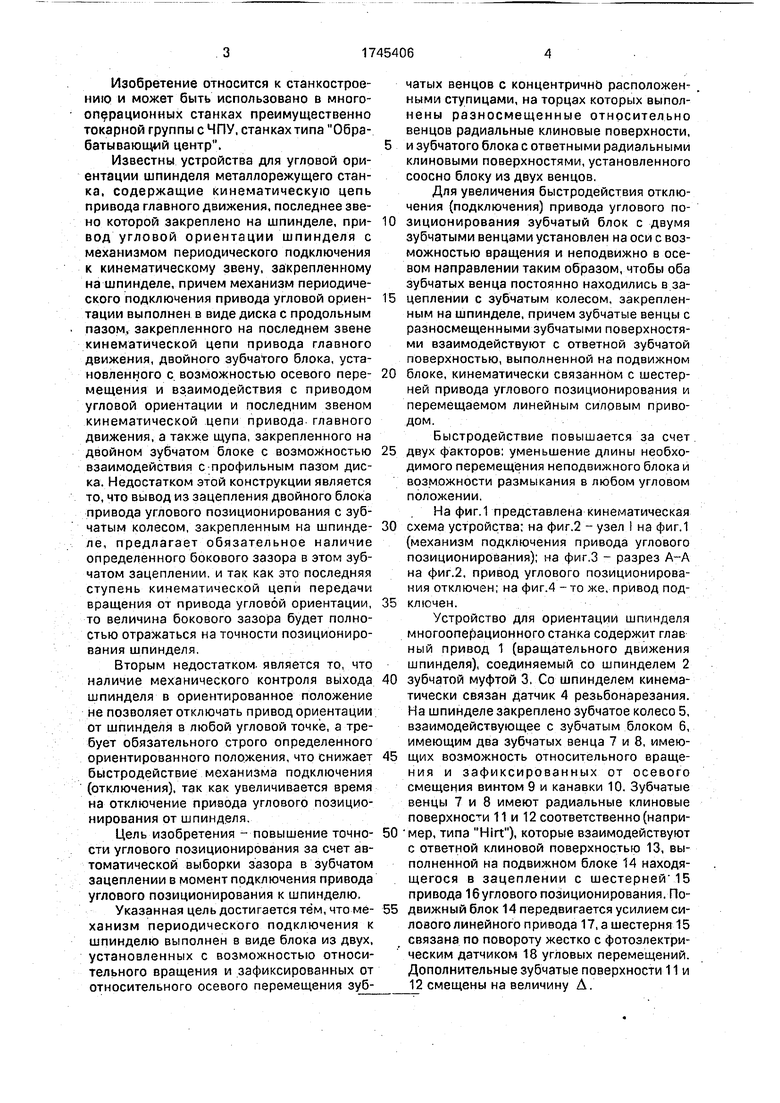
| название | год | авторы | номер документа |
|---|---|---|---|
| Револьверная головка | 1989 |
|
SU1703280A1 |
| Револьверная головка | 1990 |
|
SU1787697A1 |
| Устройство для угловой ориентации шпинделя металлорежущего станка | 1991 |
|
SU1794595A1 |
| ПЕРЕНОСНОЙ СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 1998 |
|
RU2144449C1 |
| Револьверная головка | 1984 |
|
SU1196155A1 |
| Устройство для навивки пружин | 1980 |
|
SU990387A1 |
| Устройство для накатывания внутренних зубчатых профилей | 1987 |
|
SU1447505A1 |
| Устройство для угловой ориентации шпинделя металлорежущего станка | 1990 |
|
SU1773676A1 |
| Вертикальный многошпиндельный станок | 1990 |
|
SU1722701A1 |
| Мобильный расточной станок | 2020 |
|
RU2753848C1 |
Изобретение относится к станкостроению и может быть использовано в многооперационных станках токарной группы. Целью 12. изобретения является повышение точности позиционирования шпинделя. На шпинделе закреплено зубчатое колесо 5, связанное с блоком 6, состоящим из двух зубчатых венцов 7 и 8 На торцах ступиц венцов 7 и 8 выполнены разносмещенные радиальные клиновые поверхности 11 и 12. Ответная клиновая поверхность 13 выполнена на торце блока 14. связанного с приводом угловой ориентации. При подключении шпинделя к приводу угловой ориентации зубчатые поверхности 13 и 11,12 вводятся в зацепление. За счет разносмещенности поверхностей 11 и 12 выбирается боковой зазор в зацеплении зубчатого колеса 5 и венцов 7 и 8. 2 з п ф-лы, 4 ил. Ё VI Ь сл N О ON
fc/
А-А
Я
13
Фиг.3
8
ФигА
| Устройство для угловой ориентации шпинделя металлорежущего станка | 1986 |
|
SU1308430A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
