| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АДДИТИВНО-АДАПТИВНОГО ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2118248C1 |
| ТОРЦОВЫЙ АБРАЗИВНЫЙ КРУГ | 2001 |
|
RU2205742C1 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2217289C2 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2218266C2 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ УПРУГИМ ИНСТРУМЕНТОМ | 2004 |
|
RU2261788C1 |
| ТОРЦОВЫЙ АБРАЗИВНЫЙ КРУГ | 2001 |
|
RU2214901C2 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2261793C1 |
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2113973C1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 1996 |
|
RU2111109C1 |
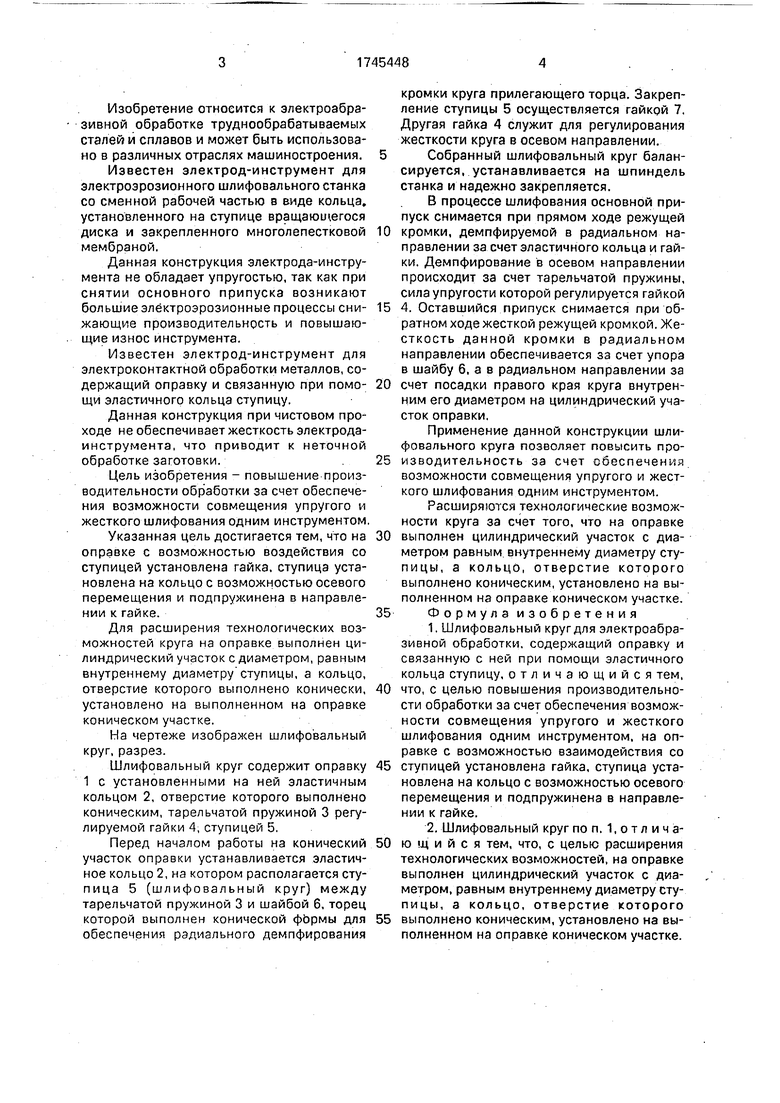
Использование: электроабразивная обработка труднообрабатываемых сталей и сплавов. Сущность изобретения: шлифовальный круг содержит оправку 1 с установленными на ней эластичным кольцом 2 с коническим отверстием, тарельчатой пружиной 3, регулировочной гайкой 4 и ступицей 5. Гайка 7 смонтирована с возможностью осевого перемещения и взаимодействия со ступицей через шайбу 6. Основной припуск с детали снимается при упругом шлифовании за счет демпфирования круга эластичным кольцом в радиальном направлении и тарельчатой пружиной в осевом направлении Оставшийся припуск снимается при обратном ходе в режиме жесткого шлифования. Жесткость круга обеспечивается его посадкой на цилиндрический участок оправки и упором ступицы в шайбу за счет перемещения гайки в осевом направлении, 1 з.п. ф-лы, 1 ип
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1972 |
|
SU433003A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
