Изобретение относится к строительству, а именно к способам декоративной отделки бетонных изделий.
Целью изобретения является повышение прочности сцепления оплавленного декоративного слоя с изделием за счет снижения деструктивных процессов при термоударе.
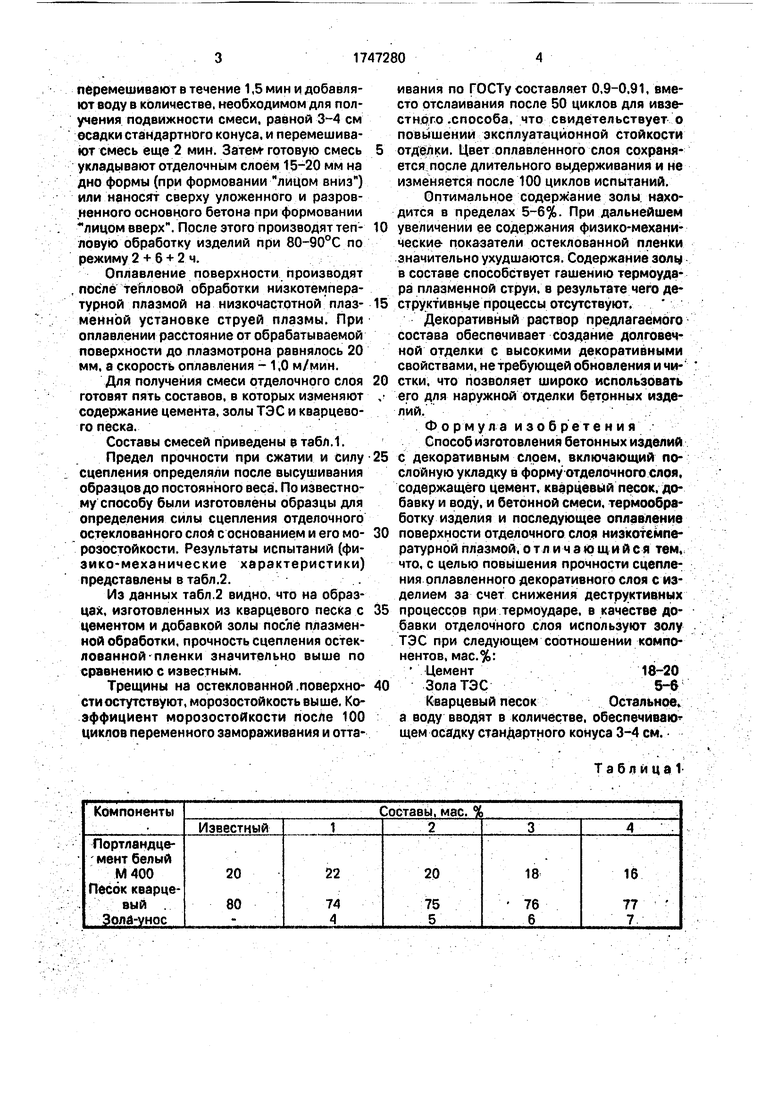
Указанная цель достигается тем. что при изготовлении бетонных изделий с декоративным слоем производят послойную укладку в форму отделочного слоя, содержащего цемент, кварцевый песок, добавку и воду, и бетонной смеси, термообработку изделия и последующее оплавление поверхности отделочного слоя низкотемпературной плазмой. В качестве добавки отделочного слоя используют золу ТЭС при следующем соотношении компонентов, мас:%:
Цемент18-20
Зола ТЭС5-6
Кварцевый песокОстальное
Воду вводят в количестве, обеспечивающем осадку стандартного конуса 3-4 см
Способ изготовления бетонных изделий сдекоративным слоем заключается в следующем,
В форму укладывают послойно бетонную смесь и отделочный слой. В качестве отделочного слоя укладывают смесь цемента и кварцевого песка с добавкой золы. Воду вводят в смесь в количестве, обеспечивающем осадку стандартного конуса 3-4 см, Формование изделий может осуществляться лицом вниз или лицом вверх. Для приготовления декоративного отделочного слоя отдозированный кварцевый песок перемешивают в растворомешалке с цементом и золой. Сухие компоненты
S
N1
N3
О
перемешивают в течение 1,5 мин и добавляют воду в количестве, необходимом для получения подвижности смеси, равной 3-4 см осадки стандартного конуса, и перемешивают смесь еще 2 мин. Затем- готовую смесь укладывают отделочным слоем 15-20 мм на дно формы (при формовании лицом вниз) или наносят сверху уложенного и разровненного основного бетона при формовании лицом вверх. После этого производят теп- ловую обработку изделий при 80-90°С по режиму 2 + 6 + 2 ч.
Оплавление поверхности производят , после тепловой обработки низкотемпературной плазмой на низкочастотной плаз- менной установке струей плазмы. При оплавлении расстояние от обрабатываемой поверхности до плазмотрона равнялось 20 мм, а скорость оплавления -1,0 м/мин.
Для получения смеси отделочного слоя готовят пять составов, в которых изменяют содержание цемента, золы ТЭС и кварцевого песка.
Составы смесей приведены в табл.1.
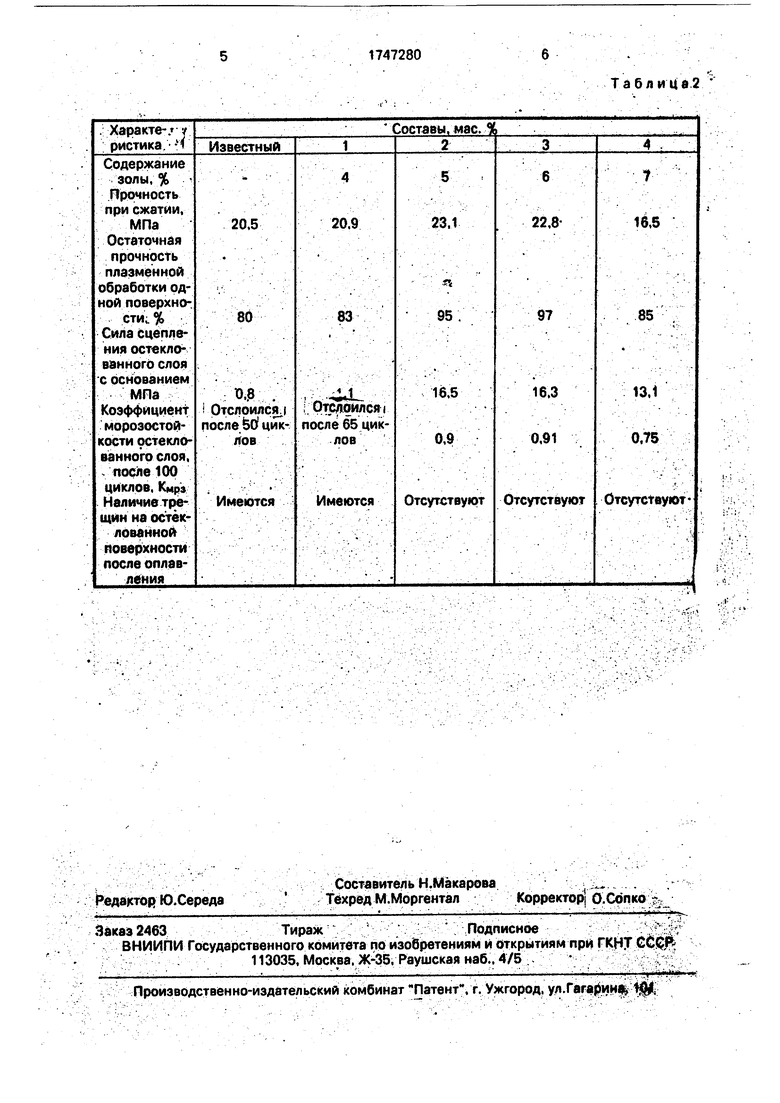
Предел прочности при сжатии и силу сцепления определяли после высушивания образцов до постоянного веса. По известному способу были изготовлены образцы для определения силы сцепления отделочного остеклованного слоя с основанием и его мо- розостойкости. Результаты испытаний (физико-механические характеристики) представлены в табл.2.
Из данных табл.2 видно, что на образцах, изготовленных из кварцевого песка с цементом и добавкой золы после плазменной обработки, прочность сцепления остеклованной-пленки значительно выше по сравнению с известным.
Трещины на остеклованной .поверхно- стиостутствуют, морозостойкость выше, Коэффициент морозостойкости после 100 циклов переменного замораживания и оттаивания по ГОСТу составляет 0,9-0.91, вместо отслаивания после 50 циклов для ивзе- стного .способа, что свидетельствует о повышении эксплуатационной стойкости отделки. Цвет оплавленного слоя сохраняется после длительного выдерживания и не изменяется после 100 циклов испытаний.
Оптимальное содержание золы находится в пределах 5-6%. При дальнейшем увеличении ее содержания физико-механические- показатели остеклованной пленки значительно ухудшаются. Содержание золы в составе способствует гашению термоудара плазменной струи, в результате чего деструктивные процессы отсутствуют.
Декоративный раствор предлагаемого состава обеспечивает создание долговечной отделки с высокими декоративными свойствами, не требующей обновления и чистки, что позволяет широко использовать его для наружной отделки бетонных изделий.
Формула изобретения Способ изготовления бетонных изделий с декоративным слоем, включающий послойную укладку в форму отделочного слоя, содержащего цемент, кварцевый песок, добавку и воду, и бетонной смеси, термообработку изделия и последующее оплавление поверхности отделочного слоя низкотемпературной плазмой,отличающийся тем, что, с целью повышения прочности сцепления оплавленного декоративного слоя с изделием за счет снижения деструктивных процессов при термоударе, в качестве добавки отделочного слоя используют золу ТЭС при следующем соотношении компонентов, мас.%:
Цемент18-20
Зола ТЭС5-6
Кварцевый песокОстальное
а воду вводят в количестве, обеспечивающем осадку стандартного конуса 3-4 см.
Таблица
Таблицв2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления строительных бетонных изделий с декоративным слоем | 1990 |
|
SU1719218A1 |
| ОПЛАВЛЯЕМЫЙ ОТДЕЛОЧНЫЙ СЛОЙ ДЛЯ БЕТОНА | 2006 |
|
RU2307113C1 |
| Сырьевая смесь для приготовления отделочного раствора | 1978 |
|
SU747835A1 |
| Способ получения облицовочного покрытия бетонных изделий | 1987 |
|
SU1423399A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ И ОБЛИЦОВОЧНЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1997 |
|
RU2114084C1 |
| СЫРЬЕВАЯ КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ И ИЗДЕЛИЙ | 2008 |
|
RU2378218C2 |
| Способ формования декоративных строительных изделий | 1991 |
|
SU1766673A1 |
| САМОВЫРАВНИВАЮЩАЯСЯ МАГНЕЗИАЛЬНАЯ КОМПОЗИЦИЯ | 2010 |
|
RU2453516C1 |
| Строительный отделочный раствор | 1978 |
|
SU765230A1 |
| Сырьевая смесь для приготовления легкого бетона | 1990 |
|
SU1781191A1 |
Использование: в строительстве, а именно при изготовлении бетонных изделий с декоративным слоем. Цель: повышение прочности сцепления оплавленного декоративного слоя с изделием за счет снижения деструктивных процессов при термоударе. Сущность изобретения: способ включает послойную укладку в форму отделочного слоя и бетонной смеси, термообработку изделия и последующее оплавление поверхности отделочного слоя низкотемпературной плазмой. Смесь отделочного слоя содержит, мае.: цемент 18-20: зола ТЭС 5:6; кварцевый песок остальное. Воду вводят в количестве, обеспечивающем осадку стандартного конуса 3-4 см. 2 табл. (Л С
| Сырьевая смесь для приготовления отделочного раствора | 1978 |
|
SU747835A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
