Известны устройства для электроннолучевой сварки кольцевых швов труб, снабженные вакуумной камерой и вращателем со шпинделями для закрепления и вращения свариваемых труб.
В H3BecTH j x устройствах возможности сварки ограничены из-за длины вакуумной камеры.
Предлагаемое устройство для электроннолучевой сварки кольцевых швов труб отличается от известных тем, что шпиндели установлены в стенках вакуумной камеры и снабжены вакуумными уплотнителями для уплотнения шпинделя с камерой и ео свариваемой трубой, а для уплотнения свободного конца труб установлены разборные унлотняющие зажимы.
При таком выполнении устройства возможно уменьшить размеры камеры и производить сварку труб большой длины.
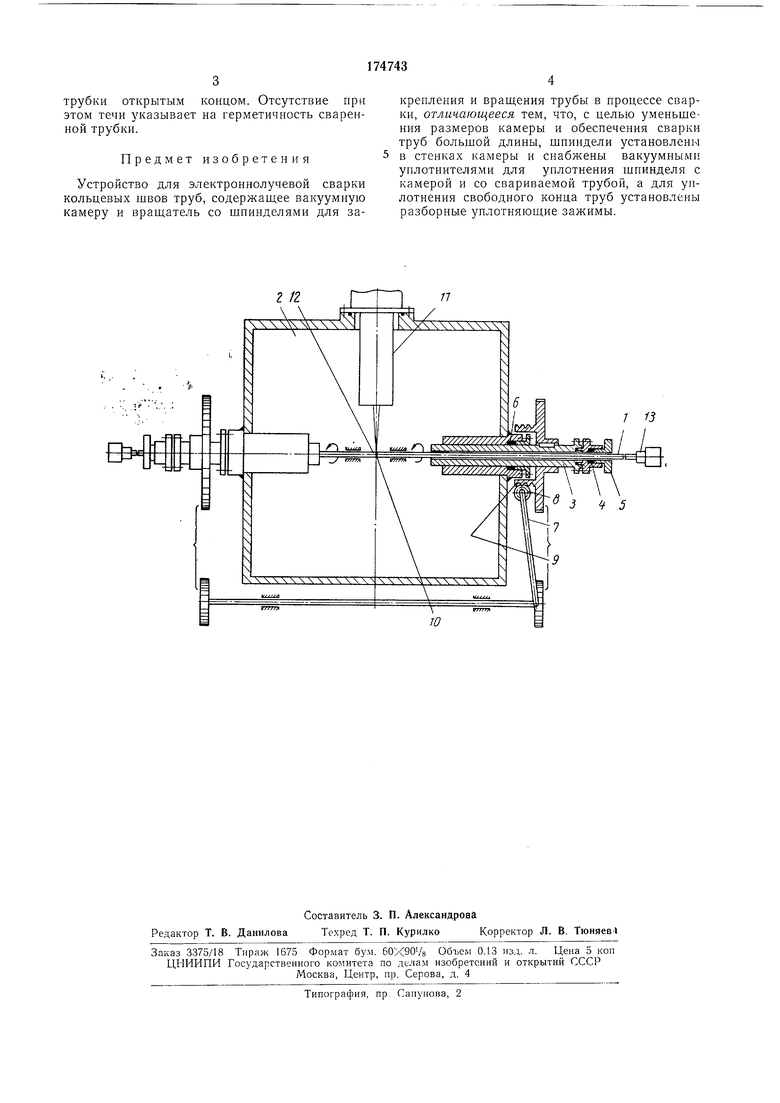
На чертеже ехематически изображено устройство для электроннолучевой сварки труб встык.
Свариваемые трубки / вводятся в вакуумную камеру 2 через боковые флаицы. Свариваемые трубки вакуумно уплотняют во вращающемся шпинделе 3 с помощью резинового кольца 4, затягиваемого гайкой 5. Оба шпинделя приводятся синхронно во вращение от одного привода. При этом вакуум при вращении шпинделя 3 обеспечивается за счет унлотпений 6 из фторонлаета.
Поступательное неремещение нравого иатрона оеуществляетея оиератором с номощью рукоятки 7, вращающей щестерню 8, в свою очередь связанную с кольцевой рейкой .9. Стык 10 трубок находится на оси сварочной пушки //.
Механизм крепления трубки 1 в отличие от механизма крепления трубки J2 обеспечивает поступательное неремещение трубки в вакууме. Это позволяет в процессе откачки вакуумной камеры 2 разводить трубки до того, что соприкосновение торцов трубок в значительной степени препятствует откачке их объема.
Система вакуумных уплотнений и конструкция механизма вращения обеспечивают надежное уплотнение при вращении трубок с толщиной стенок до 0.1 мм и диаметром до 20 мм.
Торец трубки 1 со стороны атмосферы вакуумно уплотняется с помощью разборного зажима 13 и поддерлсивается стойкой для предотвращения перегиба трубок.
При использовании предложенного устройства возможно осуществлять также проверку герметичности самих трубок и сварного соединения. Это нроизводят путем откачки воздуха из камеры при наличии в ией сваренной
трубки открытым концом. Отсутствие при этом течи указывает на герметичность сваренной трубки.
Предмет изобретения
Устройство для электроннолучевой сварки кольцевых швов труб, содержащее вакуумную камеру и вращатель со шпинделями для закрепления и вращения трубы в процессе сварки, отличающееся тем, что, с целью уменьшения размеров камеры и обеспечения сварки труб большой длины, шпиндели установлены в стенках камеры и снабжены вакуумными уплотнителями для уплотнения шпинделя с камерой и со свариваемой трубой, а для унлотнения свободного конца труб установлены разборные уплотняющие зажимы.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для СВАРКИ ПОВОРОТНЫХ стыков | 1970 |
|
SU284221A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА И АВТОМАТИЧЕСКАЯ ЛИНИЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2084026C1 |
| Устройство для электронно-лучевой сварки | 1960 |
|
SU135558A1 |
| ЛТЕПТПО- ^,j I ''^ TiXitH^fCK.Mi ^^iEHSJHOTCKA' | 1966 |
|
SU185421A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ПЛАВЛЕНИЕМ | 1972 |
|
SU327981A1 |
| Установка для локального вакуумирования зоны обработки | 1984 |
|
SU1269948A1 |
| ВНУТРЕННИЙ ЦЕНТРАТОР ДЛЯ СБОРКИ И СВАРКИ В ВАКУУМЕ КОЛЬЦЕВЫХ СТЫКОВ ТРУБ | 2000 |
|
RU2169654C1 |
| ВЫСОКОВАКУУМНОЕ ШТУЦЕРНО-НИППЕЛЬНОЕ СОЕДИНЕНИЕ | 1991 |
|
RU2016341C1 |
| СПОСОБ ПЕРЕЛИВА ЖИДКОГО ГЕЛИЯ ИЗ НАКОПИТЕЛЬНОЙ ЕМКОСТИ В КРИОСТАТ-ПОТРЕБИТЕЛЬ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ УСТРОЙСТВА | 1999 |
|
RU2171418C1 |
| Устройство для электронно-лучевой сварки | 1990 |
|
SU1812032A1 |
