Изобретение относится к области устройств для сварки плавлением неплавящимся электродом в среде инертных газов или в контролируемой атмосфере цилиндрических изделий.
Известны устройства для сварки поворотных стыков цилиндрических изделий, содержащие вращатель со щпинделем, установленный на цапфах, вакуумную камеру, сварочную головку с механизмом настройки и вакуумопровод.
Длина свариваемых изделий при различном положении оси в этих устройствах ограничена габаритами камеры, неподвилсно закрепленной на станине и жестко связанной с вакуумопроводом.
Для установки сварочной головки в различные положения относительно нлоскости стыка необходима дополнительная настройка вдоль оси изделия.
С целью обеспечения сварки изделий новышенной длины в различном положении в предлагаемом устройстве корпус вращателя герметизирован с одной стороны кольцевым уплотнением но шпинделю, а с другой - установленной на нем вакуумной камерой. Вакуумонровод расположен в корпусе вращателя и снабжен торцовым новоротным уплотнением, ось которого совпадает с осью поворота вращателя, а конец шпинделя герметично соединен с контейнером для изделия.
Для установки сварочной головки в различные положения относительно нлоскости стыка без дополнптельной настройки, наиравляющие механизма настройки выполнены в виде сектора, радиус которого равен расстоянию по поверхности стыка до рабочей поверхности направляющих. Плоскость сектора перпендикулярна плрскости стыка.
Предлагаемая конструкция устройства иозволяет сваривать изделия практически неограниченной длины в контролируемой атмосфере в различных положениях прн малом объеме вакуумной камеры, что снижает время для нолучения вакуума, а следовательно, новыщает производительность труда, а также сокращает расход защитного газа.
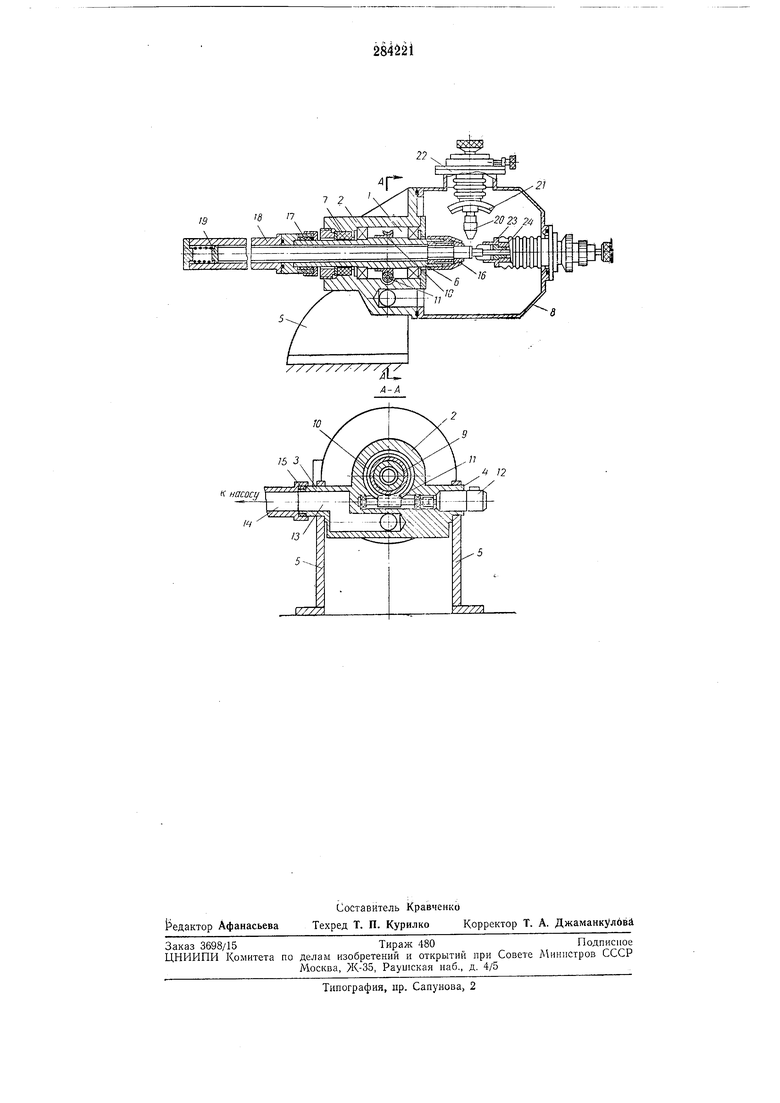
На чертеже изобрал ено предлагаемое устройство в разреае.
Оно состоит из вращателя /, корпус 2 которого на цапфах 3 и 4 установлен в кронщтейнах 5.
Корпус 2 вращателя 1 с одной стороны гер метизирован по щнинделю 6 кольцевым уплотнением 7, а на другой его конец герметпчпо установлена съемная камера 8 на петле 9.
На шпинделе 6 установлено червячное колесо 10, через червяк 11 связанное с электроприводом 12, расположенным внутри цапфы 4. В папфе 3 корпуса 2 проходит вакуумопровод 13, который подвижно соединен с вакуумопроводом 14 через торцовое уплотнение 15 и неподвижно - с камерой 8.
На одном конце шпинделя закреплен цанговый зажим 16, а на другом - через герметичную муфту 17, контейнер 18 с толкателем 19.
На верхнем фланце камеры 8 установлена горелка 20 на направляющих 21, выполненных в виде сектора, радиус рабочей поверхности которого равен расстоянию от рабочей поверхности направляющих до поверхности стыка. Горелка 20 через сильфов связана с механизмом 22 трехкоординатной настройки.
На торце камеры 8 установлено сменное приспособление, которое может быть выполнено в виде центратора 23 с цинолью 24 или в виде вращающегося центра.
Предлагаемое устройство работает следующим образом.
При загрузке изделия отжимают камеру 8, откидывают ее на петле 9 в крайнее положение через щпиндель 6, загружают свариваемую трубу в контейнер 18 и зажимают цанговым зажимом 16. В центратор 23 устанавливают привариваемую деталь и возвращают камеру 8 в рабочее положение, герметизируя ее зажимом. Перемещая центратор 23 и пиноль 24, поджимают привариваемую деталь к свариваемой трубе.
Устанавливая ось изделия в требуемое положение, поворачивают вращатель / с камерой 8 в кронщтейнах 5 на цапфах 3 и 4. При этом торец цапфы 3 скользит по уплотнению 15, герметизируя стык вакуумопроводами 13 и 14. Одновременно откачивают камеру 8 через вакуумопровод 14, после чего при необходимости заполняют ее газом до рабочего давления через тот же вакуумопровод.
Механизм 22 настройки подводит горелку 20 к стыку и по направляющим 21 устанавливает ее на требуемый угол к плоскости стыка. При этом электрод не отходит от стыка, так как ось поворота горелки 20 является касательной к поверхности стыка.
При включении электропривода 12 происходит сварка изделия, после чего центратор 23 с пинолью 24 отводятся от сваренного изделия. Затем откидывают камеру 8, освобождают цанговый зажим 16, и толкатель 19 выдвигает изделие из контейнера 18.
Предмет изобретения
Устройство для сварки поворотных стыков цилиндрических изделий, содержащее вращатель со шпинделем, установленный на цапфах, вакуумную камеру, сварочную головку с механизмом настройки и вакуумопровод, отличающееся тем, что, с целью обеспечения сварки изделий повышенной длины в различном положении, вакуумопровод размещен внутри корпуса вращателя и снабжен торцевым поворотным уплотнением, ось которого совпадает с осью поворота вращателя, а направляющие механизма настройки сварочной головки выполнены в виде сектора, расположенного в плоскости, перпендикулярной плоскости стыка, при этом радиус сектора равен расстоянию от поверхности стыка до рабочей поверхности направляющих.
2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки кольцевых швов | 1979 |
|
SU941107A1 |
| Установка для сварки отводов трубопроводов | 1982 |
|
SU1115874A1 |
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ И КОЛЬЦЕВОЙ СВАРКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2024 |
|
RU2840538C1 |
| Автомат для сварки неповоротных стыков труб изнутри | 1979 |
|
SU897443A1 |
| Устройство для автоматической сварки внутренних кольцевых швов | 1982 |
|
SU1026996A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2039640C1 |
| УСТАНОВКА ДЛЯ СВАРКИ СЕКТОРОВ ОТВОДОВ ТРУБ | 2021 |
|
RU2780860C1 |
| СВАРОЧНАЯ ГОЛОВКА | 1990 |
|
RU2048281C1 |