Изобретение относится к металлургии, а именно к химико-термической обработке металлов и сплавов, и может быть использовано в различных отраслях промышленности, в частности при электролизном борировании стальных изделий.
Известно применение в лабораторных исследованиях алундовых, карборундовых, графитовых и кварцевых тиглей.
Известен также тигель для электролизных процессов, состоящий из графита с си- лицидным покрытием. Он обладает высокой коррозионно- и износостойкостью.
Однако при использовании в промышленности тиглей из вышеперечисленных материалов диаметром 400-600 мм и высотой 800-1000 мм, как правило, происходит аварийный выход их из строя.
Известен тигель из феррохрома с добавкой никеля, Он изготовлен способом литья Из-за неоднородности материала литых тиглей стойкость их составляет 3 6 мес
В промышленных условиях наиболее широкое применение получили сварные
тигли из нержавеющей или жароупорной стали типа 1Х18Н9Т
Однако большие нагрузки, вызываемые обьемом электролита в тигле, периодические охлаждения и нагревы его и ряд других причин вызывают повышенное дефектооб- разование в материале тигля, потерю им формы, после чего наступает катастрофическое разрушение материала
Цель изобретения - повышение эксплуатационной стойкости тиглей для электролизного борирования, испытывающих интенсивное воздействие агрессивной среды, высоких температур и уделТэньГх нагрузок.
Поставленная цель достигается тем, что тигель выполняется в виде двухслойной композиции, внутренняя часть которой представляет собой цилиндр из нержавеющий жаропрочной стали, наплавленный снаружи хромоникелевым сплавом содержащим до 6% марганца
Анализ проведенного поиска показал что не существует тиглей для электролизносл
с
VJ
VI сл
СА)
го борирования предлагаемой конструкции, обеспечивающей достижение высокой эксплуатационной стойкости их в промышленных условиях.
В процессе эксплуатации тигля его конфигурация претерпевает изменения. Стенки и дно тигля испытывают значительные удельные нагрузки, так как масса расплавленной буры в тигле, работающем в промышленных условиях, достигает 700 кг. Кроме того, электропечь борирования отключается, как минимум, для профилактических ремонтов и, как правило, на выходные и праздничные дни. При охлаждении боро- содержащий электролит затвердевает и кристаллизуется, увеличиваясь в объеме, и оказывает значительное давление на стенки и дно тигля. Под действием термических напряжений в результате длительного борирования в отдельных местах поверхности скалывается боридный слой. В результате совместного действия вышеперечисленных факторов постепенно происходит неравномерная деформация боковой и донной частей тигля. Наиболее выступающие участки дефектной поверхности оказываются в нежелательной близости от нагревательного элемента шахты печи, что со временем приводит к пбявлению течи в этих зонах тигля.
Значительно снизить подобные явления можн о, создав двухслойную композицию с коррозионностойким внутренним слоем и слоем наплавленного жаростойкого материала снаружи. Наплавка наружной поверхности стенок и дна тигля хромоникеле- вой проволокой, содержащей марганец (типа Х20Н10Г6), приводит к увеличению пластичности (что предотвращает трещино- образование), сопротивлению разрыву и незначительно влияет на предел текучести, что хорошо подтверждается экспериментальными данными мехиспытаний.
Кроме того, присутствие хрома и никеля в указанных количествах повышают жаростойкость и окалиностойкость, обеспечивая требуемый комплекс физико-механических свойств.
Пример. Испытания проводили при следующих условиях.
Были изготовлены тигли по способу- поототипу - из нержавеющей стали 1Х18Н9Т 600 мм, высотой 1000 мм, толщиной стенки 20 мм, а также тигли по предлагаемому способу - из стали 1Х18Н9Т и Х25Н20С2 с толщиной стенки сварного цилиндра 15 мм. Использование тиглей, как
показал эксперимент, из листа меньшей толщины нецелесообразно, так как не обеспечивается достаточное сопротивление действию агрессивной среды; изготовление
внутреннего цилиндра из листа большей толщины экономически нецелесообразно и не позволяет достичь повышения эксплуатационной стойкости тиглей. Высота и диаметр тиглей по предлагаемому способу
аналогичны изготовленному по прототипу. Снаружи тигли предлагаемой конструкции подвергали наплавке в 1-7 слоев на автоматической наплавочной установке проволокой Х20Н10Г6 диаметром 3 мм под флюсом
АН 20.
Режим работы тиглей: температура в шахте печи-ванны 900-1000°С, периодичность включения 1 раз в неделю, время нахождения в нагретом состоянии 2 дня.
Электролит борирования расплав буры. Плотность тока, подаваемого на тигель, 0,02 А/см2. Продолжительность испытаний до полного выхода тигля из строя.
Результаты испытаний приведены в
табл.1 и 2.
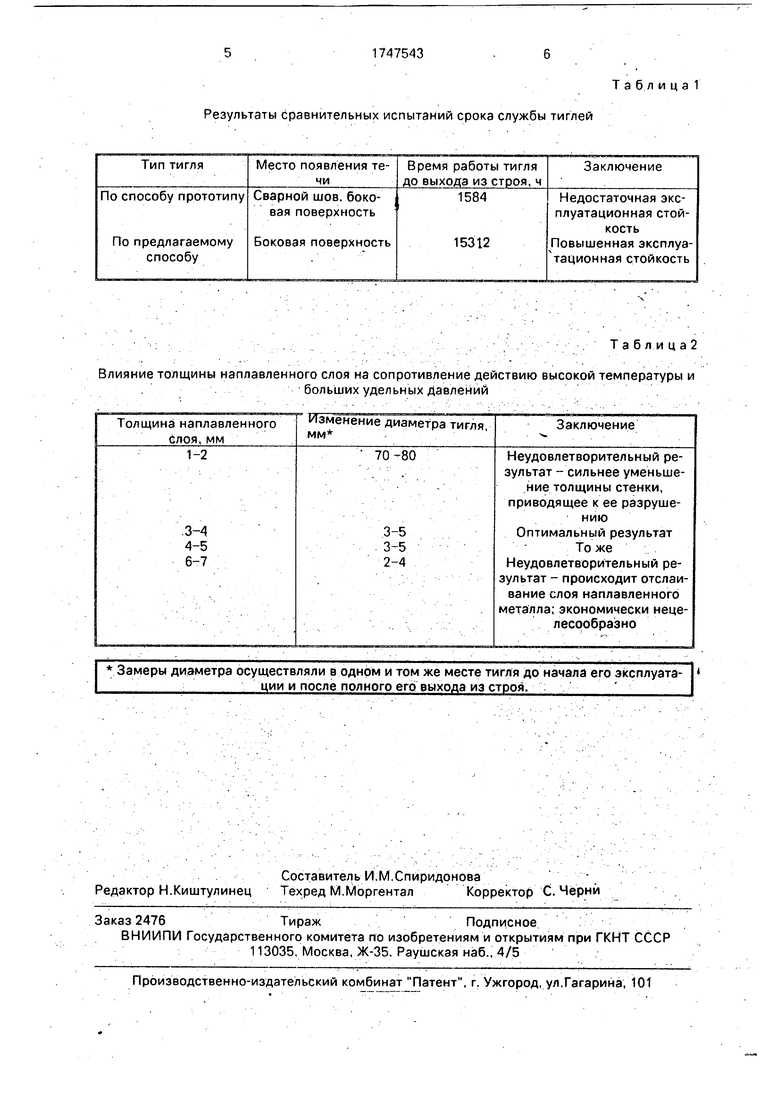
Как видно из приведенных результатов, изготовление тиглей по предлагаемому способу позволяет повысить срок службы тиглей в 10 раз, снизить расход дорогостоящей
стали в результате уменьшения толщины листа на изготовление внутреннего цилиндра тигля. При этом дополнительные расходы на наплавку составляют всего 12% при стоимости тигля 1600 руб. Экономический эффект
от использования тиглей предлагаемой кон- бтрукции составляет 5730 руб. в год только за счет сокращения расхода тиглей (с 4 до 1 шт. в год). Кроме того, при аварийном выходе тигля из строя вытекающий электролит
необратимо разрушает футеровку шахты- печи, требуется полная замена ее, что влечет за собой затраты на огнеупорные материалы и вынужденный простой печи с потерей ее производительности.
Формула изобретения Тигель для электролизного борирования, выполненный из листовой нержавеющий жаропрочной стали, отличающийс я тем, что, с целью повышения эксплуатационной стойкости в условиях действия агрессивной среды, высоких температур и больших удельных нагрузок, тигель выполнен многослойным, наружный слой наплавлен толщиной 3-5 мм из марганец- содержащего хромоникелевого сплава.
Таблица
| название | год | авторы | номер документа |
|---|---|---|---|
| КОРПУС РЕТОРТЫ ДЛЯ ВАКУУМНОЙ ДИСТИЛЛЯЦИИ КАЛЬЦИЯ | 2001 |
|
RU2194083C1 |
| Тигель для электролизных процессов | 1981 |
|
SU1038379A1 |
| Способ электролизного борирования стальных изделий | 1990 |
|
SU1763518A1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ НАПЛАВКИ | 2011 |
|
RU2478030C1 |
| Способ электролизного борирования стальных деталей | 1982 |
|
SU1046339A1 |
| Индукционное нагревательное устройство | 2020 |
|
RU2759171C1 |
| Способ упрочнения стальных деталей | 1981 |
|
SU969757A1 |
| Способ упрочнения деталей из инструментальных и конструкционных сталей в борированной среде | 2020 |
|
RU2748572C1 |
| МАТЕРИАЛЫ ДЛЯ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ФЕРРОМАГНИТНОЙ ШИХТОЙ ПОВЕРХНОСТИ РОЛИКОВ СИСТЕМЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2015 |
|
RU2613801C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ГОРЯЧЕКАТАНЫХ ЛИСТОВ | 2004 |
|
RU2255848C1 |
Сущность изобретения1 тигель выполнен в виде многослойной Композиции, внутренняя часть которой представляет собой цилиндр из нержавеющей жаропрочной стали, наружная часть наплавлена толщиной 3-5 мм из марганецсодержащего хро- моникелевого сплава. Применение тигля позволит увеличить срок его службы, повысить надежность специализированным линий электролизного борирования, обеспечить безаварийность работы печей 2 табл.
Результаты сравнительных испытаний срока службы тиглей
Таблица2
Влияние толщины наплавленного слоя на сопротивление действию высокой температуры и
больших удельных давлений
| Ляхович Л.С | |||
| и др | |||
| Борирование стали | |||
| Запальная свеча для двигателей | 1924 |
|
SU1967A1 |
| Тигель для электролизных процессов | 1981 |
|
SU1038379A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Борирование стали | |||
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
