Изобретение относится к области механосборочного производства, в частности к станкам для сборки тепловыделяющих элементов (ТВЭЛов) в тепловыделяющие сборки (ТВС) преимущественно для энергетических реакторов типа ВВЭР.
Известен станок для сборки ТВЭЛов в ТВС, содержащий смонтированные на станине накопитель ТВЭЛов в виде наклонных реек с отсекателями поштучной подачи, механизм осевого перемещения ТВЭЛов в виде рольганга с прижимными роликами, обойму с каркасом под дистанционирующие решетки с механизмами перемещения обоймы с каркасом в горизонтальном и вертикальном направлении, механизм запрессовки ТВЭЛов в дистанционирующие решетки в виде толкателя с приводом в виде цепной передачи, механизм оснащения ТВЭЛов съемными наконечниками конической формы с диаметром большим, чем диаметр ТВЭЛа и систему управления (SU а.с. N 1186452, B 23 P 15/26, 1983 г.).
Данный станок обеспечивает жесткие геометрические размеры собранной ТВС, что позволяет ее транспортировку без саморазрушения, но при этом трудоемкость изготовления такой ТВС довольно высока, так как после сборки ТВЭЛов в ТВС требуется ориентировать каждый ТВЭЛ в ТВС так, чтобы отверстия в их нижних концевых деталях совпали, пропустить через отверстия проволоку и закрепить каждый ТВЭЛ ручной сваркой проволоки к нижней концевой детали под нижней решеткой. Эти работы практически не поддаются механизации и выполняются вручную, что снижает производительность сборки ТВС, а неразборная конструкция делает невозможным замену одного или нескольких поврежденных ТВЭЛов в условиях атомной станции.
Наиболее близким по технической сущности и достигаемому эффекту является станок для сборки тепловыделяющих элементов в тепловыделяющую сборку (см. патент Российской Федерации RU N 2099167, кл. B 23 P 15/26, B 21 D 53/08, 1995 г, опубл. 20.12.97 г.).
Станок для сборки ТВЭЛ в ТВС, имеющих сквозную прорезь на торце нижней концевой детали, содержащий смонтированные на станине носитель ТВЭЛ в виде реек с отсекателями поштучной подачи, механизм осевого перемещения ТВЭЛ в виде рольганга с прижимными роликами, обойму с каркасом под дистанционирующие и нижнюю решетки, механизм перемещения обоймы с каркасом в горизонтальном и вертикальном направлениях, механизм запрессовки ТВЭЛ в дистанционирующие решетки в виде толкателя с приводом в виде цепной передачи, фильеру для нанесения смазки, накопитель наконечников, технологическую решетку, установленную на обойме со стороны, противоположной механизму запрессовки и выполненную с отверстиями, соосными отверстиям нижней решетки, механизм дорнования и систему управления.
В станке по патенту RU 2099167 предусмотрена раздорновка нижних концевых деталей за нижней решеткой по предварительно выполненным прорезям на нижней концевой детали путем размещения в отверстиях технологической решетки конусных дорнов с использованием усилия запрессовки ТВЭЛа в параллельно установленные дистанционирующие решетки, однако усилие запрессовки должно быть строго регламентировано и не превышать заданной величины, так как ТВЭЛ имеет практически нулевую осевую жесткость, и превышение усилия запрессовки может привести к искривлению ТВЭЛа и браку ТВС, а применение усилия меньше заданной величины к недозапрессовке ТВЭЛа в дистанционирующие решетки. Возможно, что и заданного усилия хватает только для запрессовки ТВЭЛа в дистанционирующие решетки и нижнюю решетку и не хватает для раздорновки нижней концевой детали по прорези на торце нижней концевой детали, особенно тогда, когда собираются ТВЭЛы в ТВС с отклонением по диаметру в большую сторону.
Технической задачей изобретения является повышение производительности труда и снижение трудозатрат.
Эта техническая задача решается тем, что в станке для сборки ТВЭЛ, имеющих сквозную прорезь на торце нижней концевой детали, в ТВС, содержащем смонтированные на станине носитель ТВЭЛов в виде реек с отсекателями поштучной подачи, механизм осевого перемещения ТВЭЛ в виде рольганга с прижимными роликами, обойму с каркасом под дистанционирующие и нижнюю решетку, механизм перемещения обоймы с каркасом в горизонтальном и вертикальном направлениях, механизм запрессовки ТВЭЛ в дистанционирующие решетки в виде толкателя с приводом в виде цепной передачи, фильеру для нанесения смазки, накопитель наконечников, технологическую решетку, установленную на обойме со стороны, противоположной механизму запрессовки, и выполненную с отверстиями, соосными отверстиям нижней решетки, механизм дорнования и систему управления.
Согласно изобретения механизм дорнования снабжен замковым устройством, закреплен на станине и выполнен в виде пневмоцилиндра с конусным штоком в виде дорна, размещен соосно толкателю ТВЭЛов и сблокирован с системой управления станка, в каждом отверстии технологической решетки на длину сквозной прорези цилиндрической части торца нижней концевой детали ТВЭЛа выполнена кольцевая проточка диаметром, равным 1,5 диаметра цилиндрической части торца нижней концевой детали, а технологическая решетка на обойме установлена с возможностью осевого смещения и фиксации в рабочем положении замковым устройством.
Другим отличием является то, что замковое устройство выполнено в виде шарнирно закрепленного к обойме рычага.
Выполнение предложенной раздорновки нижней концевой детали с помощью пневмоцилиндра позволит повысить производительность труда и снизить трудозатраты.
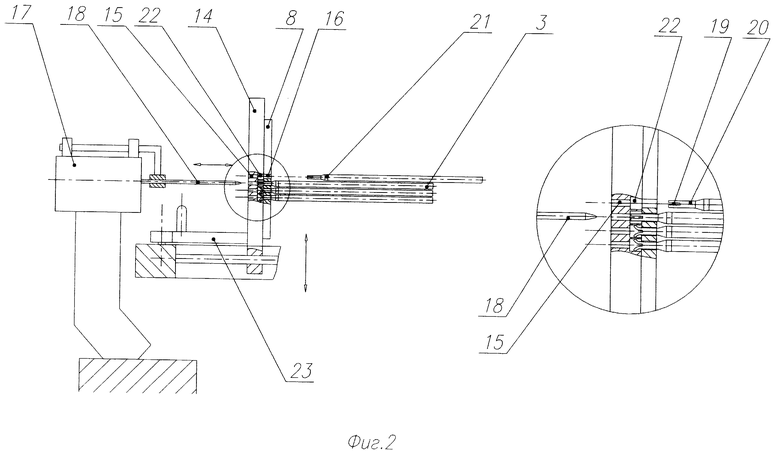
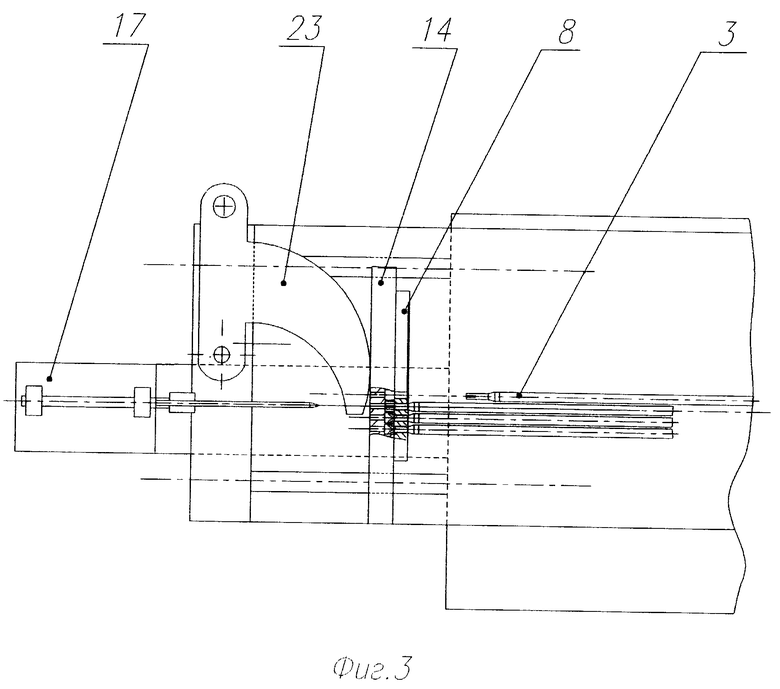
На чертежах представлен станок для сборки ТВЭЛ в ТВС,где 2 на фиг. 1 показан станок для сборки ТВЭЛ в ТВС; на фиг. 2 - механизм дорнования; на фиг. 3 - замковое устройство.
Станок для сборки ТВЭЛ в ТВС содержит смонтированные на станине 1 носитель 2 ТВЭЛов 3 со сквозной прорезью на торце нижней концевой детали в виде реек с отсекателями 4 поштучной подачи, механизм 5 осевого перемещения ТВЭЛ 3 в виде рольганга с прижимными роликами, обойму 6 с каркасом под дистанционирующие решетки 7 и нижнюю решетку 8, механизм перемещения обоймы 6 с каркасом в горизонтальном 9 и вертикальном 10 направлениях, механизм 11 запрессовкой ТВЭЛ 3 в дистанционирующие решетки 7 в виде толкателя с приводом 12 в виде цепной передачи, фильеру 13 для нанесения смазки, технологическую решетку 14, установленную на обойме со стороны, противоположной механизму 11 запрессовки, и выполненную с отверстиями 15, соосными отверстиям 16 нижней решетки 8, механизм 17 дорнования и систему управления (не показана).
Механизм 17 дорнования закреплен на станине 1, выполнен в виде пневмоцилиндра с штоком 18 с конусом на торце в виде дорна, размещен соосно толкателю 11 и сблокирован с системой управления станка, в каждом отверстии 15 технологической решетки 14 на длину сквозной прорези 19 цилиндрической части 20 торца нижней концевой детали 21 ТВЭЛа 3 выполнена кольцевая проточка 22 диаметром, равным 1,5 диаметра цилиндрической части 20 торца нижней концевой детали 21, а технологическая решетка 14 на обойме установлена с возможностью осевого смещения и фиксации в рабочем положении замковым устройством 23 в виде шарнирно закрепленного к обойме рычага. Станок снабжен накопителем 24 наконечников 25.
Станок для сборки ТВЭЛ в ТВС работает следующим образом.
ТВЭЛы 3 из носителя 2 с помощью отсекателей 4 поштучно подаются на механизм 5 осевого перемещения ТВЭЛа, где с помощью приводного толкателя 11 механизма запрессовки, приводимого в движение приводом 12, через фильеру 13 с нанесенной смазкой (водный раствор глицерина) ТВЭЛ 3 запрессовывается в ячейки дистанционирующих решеток 7 наконечником 25 из накопителя 24 вперед, а после снятия наконечника 25 в отверстия 16 нижней решетки 8 и на глубину сквозной прорези 19 нижней концевой детали 21 в кольцевую проточку 22 отверстия 15 технологической решетки 14, закрепленной в обойме вплотную к нижней решетке 8 с помощью замкового устройства 23. Одновременно срабатывает механизм 17 дорнования, закрепленный к станине 1, и штоком 18 цилиндрический торец 20 нижней концевой детали 21 по сквозной прорези 19 раздорновывается в кольцевой проточке 22.
Затем по заданной программе обойма смещается на шаг вертикально вверх или вниз с помощью механизма 10 вертикального перемещения или горизонтально на один шаг влево или вправо с помощью механизма 9.
Технологический цикл продолжается до полной сборки ТВС, затем открывается замковое устройство 23, технологическая решетка 14 от нижней решетки 8 соосно смещается на расстояние, обеспечивающее проведение работ по съему собранного пучка ТВЭЛ для установки головки и хвостовика.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 2002 |
|
RU2244355C2 |
| СТАНОК ДЛЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1995 |
|
RU2099167C1 |
| СТАНОК ДЛЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1992 |
|
RU2065350C1 |
| СТАНОК ДЛЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1997 |
|
RU2139178C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2003 |
|
RU2249864C2 |
| СПОСОБ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩУЮ СБОРКУ | 1999 |
|
RU2181220C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1997 |
|
RU2126739C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1999 |
|
RU2174718C2 |
| СТАНОК ДЛЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 2003 |
|
RU2261492C2 |
| ПОДВЕСКА ДЛЯ ЛАКОПОКРАСКИ ПУЧКА ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И ПРИСПОСОБЛЕНИЕ ДЛЯ РАЗВОРОТА И ЗАМЕНЫ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА В ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКЕ | 1999 |
|
RU2174721C2 |
Изобретение относится к области механосборочного производства и может найти применение на предприятиях по изготовлению тепловыделяющих сборок для ядерных реакторов. В станке для сборки тепловыделяющих элементов в тепловыделяющие сборки механизм дорнования закреплен на станине и выполнен в виде пневмоцилиндра с конусным штоком в виде дорна, размещен соосно толкателю тепловыделяющих элементов и сблокирован с системой управления станка. Отверстия в технологической решетке на длину сквозной прорези цилиндрической части торца нижней концевой детали тепловыделяющего элемента снабжены кольцевой проточкой с диаметром, равным 1,5 диаметра цилиндрической части торца нижней концевой детали, а технологическая решетка на обойме размещена с возможностью осевого смещения и снабжена замковым устройством фиксации в рабочем положении упомянутой технологической решетки. Кроме того, замковое устройство выполнено в виде шарнирно закрепленного к обойме рычага. Технический результат проявляется в повышении производительности труда и снижении трудозатрат. 1 з.п.ф-лы, 3 ил.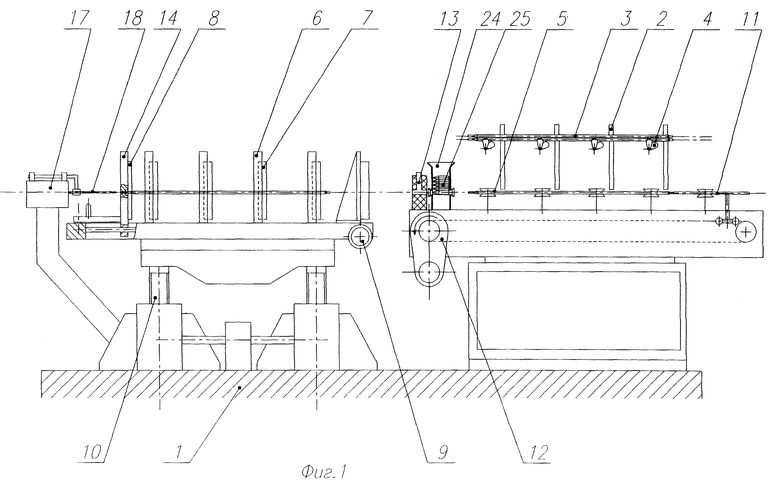
| СТАНОК ДЛЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1995 |
|
RU2099167C1 |
| Устройство для установки труб в трубные решетки теплообменников | 1983 |
|
SU1186452A1 |
| Устройство для сборки трубчатых теплообменников | 1985 |
|
SU1271699A1 |
| Накопитель для цилиндрических деталей | 1985 |
|
SU1278174A1 |
| Полуавтомат для сборки теплообменных аппаратов | 1985 |
|
SU1286388A1 |
