Изобретение относится к механосборочному производству, в частности к станкам для сборки тепловыделяющих элементов в тепловыделяющие сборки (ТВС) для ядерных реакторов.
Известно, что количество тепловыделяющих элементов, необходимое для загрузки энергетического реактора, достигает нескольких десятков тысяч.
Например, в активной зоне реактора ВВЭР-1000 размещается около 50000 тепловыделяющих элементов. Для упрощения операций, связанных с загрузкой и выгрузкой ядерного топлива, тепловыделяющие элементы объединяются в тепловыделяющие сборки (см. Разработка, производство и эксплуатация тепловыделяющих элементов энергетических реакторов. Книга 1, Под ред. Ф.Г.Решетникова - М., Энергоатомиздат, 1995 г., стр.183). В производстве тепловыделяющих сборок для атомных энергетических реакторов наиболее ответственным является процесс запрессовки тепловыделяющих элементов, имеющих длину ˜4 м, в ячейки дистанционирующих решеток, так как тепловыделяющие элементы имеют оболочку из циркония и практически нулевую осевую жесткость, что не исключает их прогиба и деформации.
В связи с этим дистанционирование тепловыделяющих элементов в тепловыделяющих сборках осуществляется пятнадцатью дистанционирующими решетками, расположенными по длине тепловыделяющей сборки через 250 мм каждая (см. Разработка, производство и эксплуатация тепловыделяющих элементов энергетических реакторов. Книга 1, Под ред. Ф.Г.Решетникова - М., Энергоатомиздат, 1995 г., стр.184, 185).
Известен станок для сборки тепловыделяющих элементов в тепловыделяющие сборки, содержащий станину, накопитель тепловыделяющих элементов, механизм осевого перемещения тепловыделяющих элементов в виде рольганга, механизм запрессовки тепловыделяющих элементов в дистанционирующие решетки в виде подпружиненного толкателя с регулируемым усилием запрессовки, стапель координатный с механизмом его перемещения, датчики и систему управления (см. Патент Российской Федерации №2065350 от 18.06.92 г., опубл. 20.08.96 г., МКИ В 23 К 37/4, В 23 Р 15/26).
Известный станок предназначен для горизонтальной сборки тепловыделяющих элементов в тепловыделяющие сборки, и в нем накопитель тепловыделяющих элементов выполнен в виде скатов с отсекателями поштучной их подачи на позицию запрессовки, стапель координатный установки с возможностью горизонтального и вертикального перемещений и под каждой дистанционирующей решеткой размещена обойма, предупреждающая прогиб тепловыделяющих элементов при сборке ТВС.
Необходимым приложением к станку является автооператор транспортировки тепловыделяющей сборки в горизонтальном положении со станка сборки ТВС на кантователь изменения положения ТВС из горизонтального в вертикальное для установки головки и хвостовика на собранную ТВС. Поскольку тепловыделяющие элементы имеют практически нулевую жесткость, то автооператор снабжен множеством захватных лап для исключения прогиба тепловыделяющих элементов, но при этом не исключено повреждение тепловыделяющих элементов лапами при захвате тепловыделяющей сборки.
По мере сборки ТВС на стапеле координатном известного станка, имеющем механизмы вертикального и горизонтального шагового перемещения вместе с собираемой ТВС, вес стапеля координатного увеличивается на величину веса ТВС, примерно на 700 кг, к собственному весу стапеля координатного, что вело к возрастанию нагрузок на механизмы вертикального и горизонтального перемещения стапеля координатного, требовало увеличения мощности приводов, возрастала инерционность, снижалась точность позиционирования, не исключалось смещение оси ячеек дистанционирующих решеток относительно оси запрессовки тепловыделяющих элементов и приводило к браку.
Наиболее близким по техническим условиям и достигаемому эффекту является станок для сборки тепловыделяющих элементов в ТВС, содержащий станину, накопитель тепловыделяющих элементов, балку, размещенную на стапеле координатном с возможностью ее перемещения, на которой закреплены механизм осевой проводки тепловыделяющих элементов по роликам, механизм их запрессовки в дистанционирующие решетки с полым толкателем, снабженным цанговым зажимом на конце и механизмом раскрытия цангового зажима (см. Патент Российской Федерации №2139178, МПК 6 В 23 Р 15/26, 19/02 от 18.11.97 г., опубл. 10.11.99 г.. Станок для сборки тепловыделяющих элементов в тепловыделяющие сборки).
Станок-прототип устраняет недостатки известного станка в части стабилизации веса за счет исключения координатного перемещения собираемой тепловыделяющей сборки. В станке-прототипе собираемая ТВС неподвижна, а координатное перемещение осуществляет балка с единственным запрессовываемым тепловыделяющим элементом.
За счет такой конструкции устраняется инерционность при сборке ТВС, стабилизируется перемещаемый вес, повышается выход годных ТВС.
Станок-прототип предназначен для горизонтальной сборки тепловыделяющих элементов в ТВС, что требует соответствующего дистанционирования собираемой ТВС во избежание исключения прогиба собираемых тепловыделяющих элементов, т.е. станок должен быть снабжен обоймами под каждую дистанционирующую решетку, т.е. через каждые 250 мм, и необходимым приложением к станку должен быть автооператор горизонтальной транспортировки ТВС и кантователь изменения положения ТВС из горизонтального в вертикальное для установки головки и хвостовика на собранную ТВС.
Согласно требованиям, предъявляемым к тепловыделяющим элементам и соответственно к ТВС, является то, что:
1. Конструкция и технология изготовления тепловыделяющих элементов и ТВС должны быть простыми и недорогими, позволяющими применять высокопроизводительные автоматизированные технологические процессы при изготовлении;
2. Применяемые в тепловыделяющих элементах и ТВС конструкционные материалы должны иметь низкое сечение паразитного захвата нейтронов, а их объемная доля должна быть минимальной (см. Разработка, производство и эксплуатация тепловыделяющих элементов энергетических реакторов. Книга 1, Под ред. Ф.Г.Решетникова - М., Энергоатомиздат, 1995 г., стр.44).
Станок-прототип по п.1 не удовлетворяет требованиям, поскольку станок должен быть обеспечен автооператором и кантователем, что удорожает его стоимость.
Станок-прототип по п.2 не удовлетворяет требованиям, поскольку объемная доля конструкционного материала входящих в ТВС дистанционирующих решеток довольно высока, поскольку они размещены через каждые 250 мм по длине ТВС во избежание прогиба тепловыделяющих элементов при их горизонтальной сборке в ТВС.
Соответственно объемная доля конструкционного материала в активной зоне ядерного реактора будет значительной, т.к. в активной зоне находится 163 ТВС, а сокращение конструкционного материала за счет увеличения расстояния между дистанционирующими решетками ТВС не представляется возможным, поскольку при горизонтальной сборке тепловыделяющих элементов в ТВС увеличение расстояния между дистанционирующими решетками в ТВС неизбежно приведет к прогибу тепловыделяющих элементов при их сборке в ТВС.
Кроме того, при сборке тепловыделяющих элементов с уран-плутониевым топливом для создания нормальной радиационной обстановки в производственных помещениях все оборудование необходимо размещать в надежно герметичных камерах, а весь процесс должен быть максимально механизирован и автоматизирован, включая и контроль (см. Разработка, производство и эксплуатация тепловыделяющих элементов энергетических реакторов. Книга 1, Под ред. Ф.Г.Решетникова. - М., Энергоатомиздат, 1995 г., стр.113).
Однако известный станок-прототип весьма сложно разместить в горизонтальной камере, поскольку он занимает значительную площадь и включает сам станок, автооператор, кантователь и имеет боковую загрузку тепловыделяющих элементов при горизонтальной их сборке в ТВС.
Технической задачей изобретения является снижение себестоимости изготовления станка за счет упрощения его конструкции, сокращение конструкционных материалов в ТВС за счет увеличения расстояния между дистанционирующими решетками ТВС при изменении конструкции станка с горизонтальной на вертикальную сборку ТВС и безопасность работ при сборке тепловыделяющих элементов в ТВС.
Эта техническая задача решается тем, что в станке для сборки тепловыделяющих элементов в ТВС, содержащем станину, накопитель тепловыделяющих элементов, балку, размещенную на стапеле координатном с возможностью ее перемещения, на которой закреплены механизм осевой проводки тепловыделяющих элементов по роликам, механизм его запрессовки в дистанционирующие решетки полым толкателем, снабженным цанговым зажимом на конце, и механизм раскрытия цветового зажима; согласно изобретению станок для сборки тепловыделяющих элементов в ТВС повернут из горизонтального положения в вертикальное, накопитель с дистанционированными в нем относительно друг друга тепловыделяющими элементами и каркас ТВС с закрепленными дистанционирующими решетками установлены вертикально под станком для сборки тепловыделяющих элементов в ТВС и параллельно между собой, в качестве балки использован линейный привод, снабженный механизмом извлечения тепловыделяющих элементов из накопителя, совмещенный с механизмом запрессовки тепловыделяющих элементов в дистанционирующие решетки, и механизм осевой проводки тепловыделяющего элемента сначала вертикально вверх после извлечения тепловыделяющего элемента из накопителя, а затем вертикально вниз при запрессовке тепловыделяющего элемента в ячейки дистанционирующих решеток каркаса ТВС, а в качестве стапеля использован позиционер двухкоординатный перемещения линейного привода по заданной программе, размещенный в двух уровнях и синхронно связанный между собой.
Другими отличиями является то, что линейный привод выполнен в виде бесштокового цилиндра, у которого с одной стороны выполнено продольное углубление, кинематически замкнутое с подвижным на направляющей поводком, имеющим выпуклость, повторяющую углубление через уплотнительную ленту, герметизирующую боковую поверхность бесштокового цилиндра, при этом совмещенные механизмы извлечения тепловыделяющих элементов из накопителя и механизм его запрессовки в дистанционирующие решетки каркаса ТВС закреплены к поводку механизма раскрытия цангового зажима толкателя к станине. Выполнение уплотнительной ленты из нержавеющей стали.
Отличиями также является то, что в поршень бесштокового цилиндра встроены постоянные магниты, а с внешней стороны размещены бесконтактные датчики контроля промежуточного и конечных положений поршня бесштокового цилиндра, и выполнение накопителя в виде транспортной кассеты в чехле с элементами дистанционирования тепловыделяющих элементов внутри чехла.
Такое выполнение станка позволит собирать ТВС с расстоянием между дистанционирующими решетками ˜500 мм, т.е. вдвое сократить количество дистанционирующих решеток, соответственно сократить ввод «паразитного» материала в активную зону ядерного реактора, исключить автооператор горизонтальной транспортировки ТВС, кантователь перевода ТВС из горизонтального в вертикальное положение и за счет этого снизить себестоимость станка, обеспечить безопасность работ персоналу при сборке ТВС с тепловыделяющими элементами с регенерированным или уран-плутониевым топливом за счет выполнения защитного экрана вокруг станка вертикальной сборки тепловыделяющих элементов в ТВС в зоне обслуживания персонала, тогда как в станке-прототипе выполнить защитный экран весьма сложно из-за большой занимаемой площади оборудованием горизонтальной загрузки и запрессовки тепловыделяющих элементов, горизонтальной транспортировки и кантования ТВС из горизонтального в вертикальное положение.
На чертежах представлен станок для сборки тепловыделяющих элементов в тепловыделяющие сборки, где
на фиг.1 - общий вид станка;
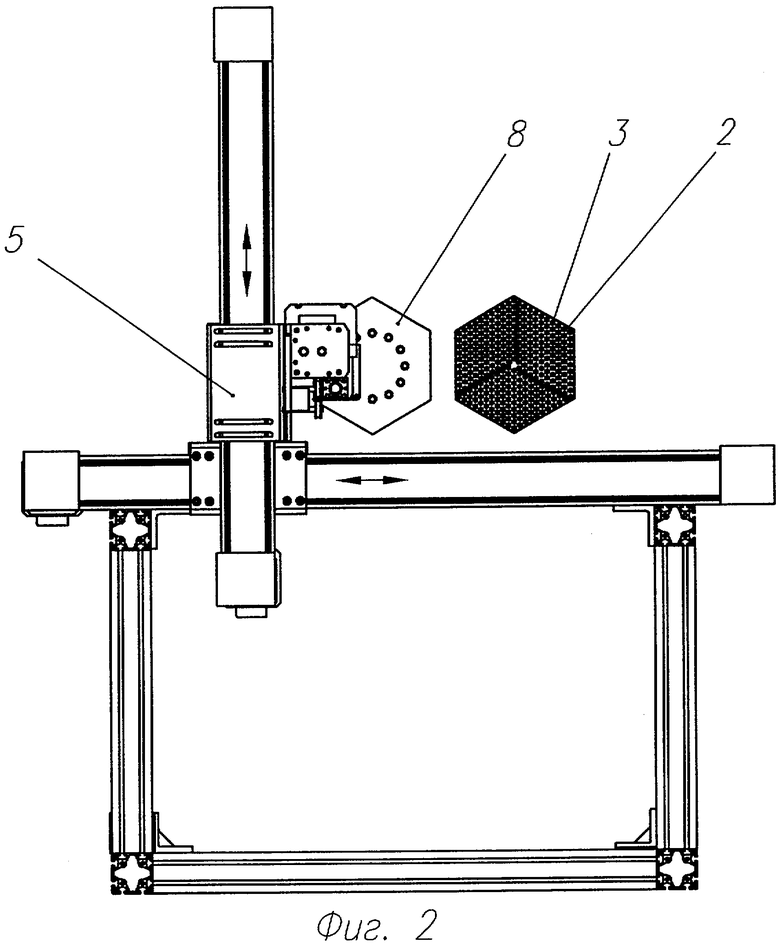
на фиг.2 - станок вид сверху;
на фиг.3 - линейный привод (вид сверху);
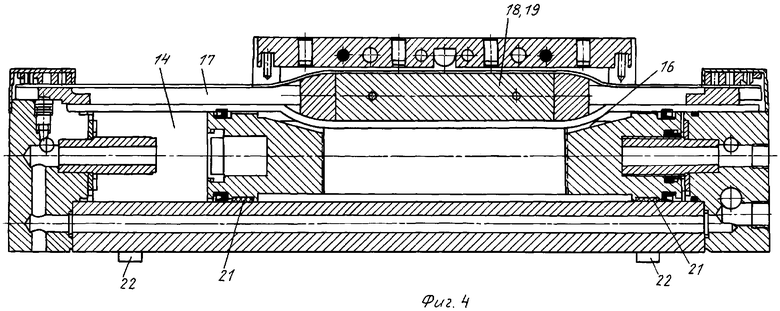
на фиг.4 - линейный привод общий вид;
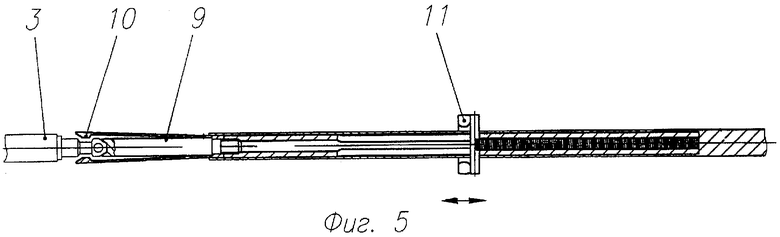
на фиг.5 - полый толкатель, момент раскрытия цангового зажима;
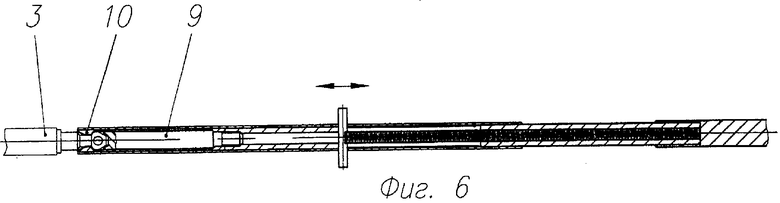
на фиг.6 - полый толкатель, момент закрытия цангового зажима.
Станок для сборки тепловыделяющих элементов в ТВС содержит станину 1, накопитель 2 тепловыделяющих элементов 3, балку 4, размещенную на координатном стапеле 5 с возможностью ее перемещения, на которой закреплены механизм 6 осевой проводки тепловыделяющего элемента 3 по роликам, механизм 7 его запрессовки в дистанционирующие решетки 8 полым толкателем 9, снабженным цанговым зажимом 10 на конце и механизмом 11 раскрытия цангового зажима 10.
Станок для сборки тепловыделяющих элементов 3 в ТВС 12 повернут из горизонтального положения в вертикальное. Накопитель 2 с дистанционированными в нем относительно друг друга тепловыделяющими элементами 3 и каркас 13 ТВС 12 с закрепленными дистанционирующими решетками 8 установлены вертикально под станком для сборки тепловыделяющих элементов в ТВС 12 и параллельно между собой.
В качестве балки 4 использован линейный привод, снабженный механизмом извлечения тепловыделяющего элемента 3 из накопителя 2, совмещенный с механизмом 7 запрессовки тепловыделяющих элементов в дистанционирующие решетки 8 полым толкателем 9 и механизмом 6 осевой проводки тепловыделяющего элемента 3 сначала вертикально вверх после извлечения из накопителя 2, а затем вертикально вниз при запрессовке тепловыделяющего элемента в ячейки (не показаны) дистанционирующих решеток 8 каркаса 13 ТВС 12, а в качестве стапеля 5 использован позиционер двухкоординатный перемещения линейного привода по заданной программе, размещенный в двух уровнях и синхронно связанный между собой.
Линейный привод выполнен в виде бесштокового цилиндра 14, у поршня 15 которого с одной стороны выполнено продольное углубление 16, кинематически замкнутое с подвижным на направляющей 17 поводком 18, имеющим выпуклость 19, повторяющую углубление 16, через уплотнительную ленту 20 герметизирующую боковую поверхность бесштокового цилиндра 14. При этом совмещенные механизмы извлечения 9 тепловыделяющего элемента 3 из накопителя 2 и механизм его запрессовки в дистанционирующие решетки 8 каркаса 13 ТВС 12 закреплены к поводку 18, а механизм 11 раскрытия цангового зажима 10 - к станине 1.
Уплотнительная лента 20 выполнена из нержавеющей стали.
В поршень 15 бесштокового цилиндра 14 встроены постоянные магниты 21, а с внешней стороны размещены бесконтактные датчики 22 контроля промежуточного и конечного положений поршня 17 бесштокового цилиндра 16.
Накопитель 2 выполнен в виде транспортной кассеты в чехле 23 с элементами дистанционирования (не показаны) тепловыделяющих элементов 3 внутри.
Станок для сборки тепловыделяющих элементов в ТВС работает следующим образом. Накопитель 2 в чехле 23 с тепловыделяющими элементами 3 внутри, дистанционированными друг от друга элементами дистанционирования, устанавливают под станиной 1 станка для сборки тепловыделяющих элементов в ТВС.
При сборке ТВС могут быть использованы тепловыделяющие элементы 3 с уран - плутониевым, регенерированным топливом и обычным диоксидом урана U235.
Параллельно накопителю 2 в чехле 23, являющемся транспортной кассетой, устанавливают каркас 13 ТВС 12 из дистанционирующих решеток 8, закрепленных на каналах направляющих.
В качестве балки 4 используют линейный привод. В качестве стапеля 5 используют двухкоординатный позиционер, с помощью которого линейный привод перемещается по заданной программе. При этом механизм 6 осевой проводки тепловыделяющего элемента 3 совмещается с осью тепловыделяющего элемента 3, находящегося в накопителе 2.
У линейного привода, выполненного в виде бесштокового цилиндра 14, поршень 15 перемещается вниз, при этом его продольное углубление 16 через уплотнительную ленту 20 из нержавеющей стали воздействует на выпуклость 19 поводка 18, который также перемещается на направляющей 17 вниз вместе с закрепленным к поводку толкателем - механизмом извлечения 9 тепловыделяющего элемента 3 из накопителя 2.
По мере перемещения вниз у толкателя устройства извлечения 9 тепловыделяющего элемента 3 механизмом 11, закрепленным к станине 1, сжимается пружина, раскрывается цанговый зажим 10, которым концевая деталь тепловыделяющего элемента 3 захватывается, и при движении вверх механизм 11 выходит из зацепления с механизмом извлечения - толкателем 9, тепловыделяющий элемент 3 зажимается цанговым зажимом 10 и транспортируется вверх линейным приводом. Затем по заданной программе линейный привод вместе с толкателем 9 и тепловыделяющим элементом 3 позиционером перемещается на позицию запрессовки тепловыделяющего элемента 3 в дистанционирующие решетки 8.
При движении вниз поршня 15 бесштокового цилиндра 14 поводок 18 вместе с толкателем 9, совмещенным с механизмом 7 запрессовки, запрессовывает тепловыделяющий элемент 3 в ячейки дистанционирующих решеток 8 до полного их заполнения.
У толкателя 9 после запрессовки тепловыделяющего элемента 3 механизмом 11 сжимается пружина, цаноговый зажим 10 выходит из зацепления с тепловыделяющим элементом 3 и повторяется цикл извлечения тепловыделяющего элемента 3 из накопителя 2 и запрессовки в дистанционирующие решетки 8. Благодаря тому, что у поршня 15 имеется постоянные магниты 21, а с внешней стороны - бесконтактные датчики 22, то в любой момент можно определить положение поршня.
Поскольку тепловыделяющие элементы 3 имеют длину ˜4 м, то позиционеры двухкоординатные размещены в двух уровнях и синхронно связаны между собой.
Благодаря такой конструкции станка выполнение ограждений при работе с тепловыделяющими элементами с регенерированным или уран-плутониевым топливом не представляет трудности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 2006 |
|
RU2352446C2 |
| СТАНОК ДЛЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1997 |
|
RU2139178C1 |
| СТАНОК ДЛЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1995 |
|
RU2099167C1 |
| СТАНОК ДЛЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1999 |
|
RU2177394C2 |
| СТАНОК ДЛЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1992 |
|
RU2065350C1 |
| СТАНОК ДЛЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 2002 |
|
RU2244355C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1997 |
|
RU2126739C1 |
| СТЕНД ДЛЯ СБОРКИ ПУЧКА ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1990 |
|
SU1748381A1 |
| ПОДВЕСКА ДЛЯ ЛАКОПОКРАСКИ ПУЧКА ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И ПРИСПОСОБЛЕНИЕ ДЛЯ РАЗВОРОТА И ЗАМЕНЫ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА В ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКЕ | 1999 |
|
RU2174721C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНОГО РЕАКТОРА (ВАРИАНТЫ) | 2001 |
|
RU2215632C2 |

Изобретение относится к механосборочному производству, в частности к станкам для сборки тепловыделяющих элементов в тепловыделяющие сборки (ТВС) для ядерных реакторов. Техническим результатом является сокращение конструкционных материалов в тепловыделяющей сборке за счет увеличения расстояния между дистанционирующими решетками с 250 мм до 500 мм и более. Сборка тепловыделяющих элементов в тепловыделяющие сборки производится вертикально из накопителя в каркас тепловыделяющей сборки, установленных параллельно под станком с двухкоординатным позиционером и линейным приводом с толкателем, снабженным цанговым зажимом. 4 з.п. ф-лы, 6 ил.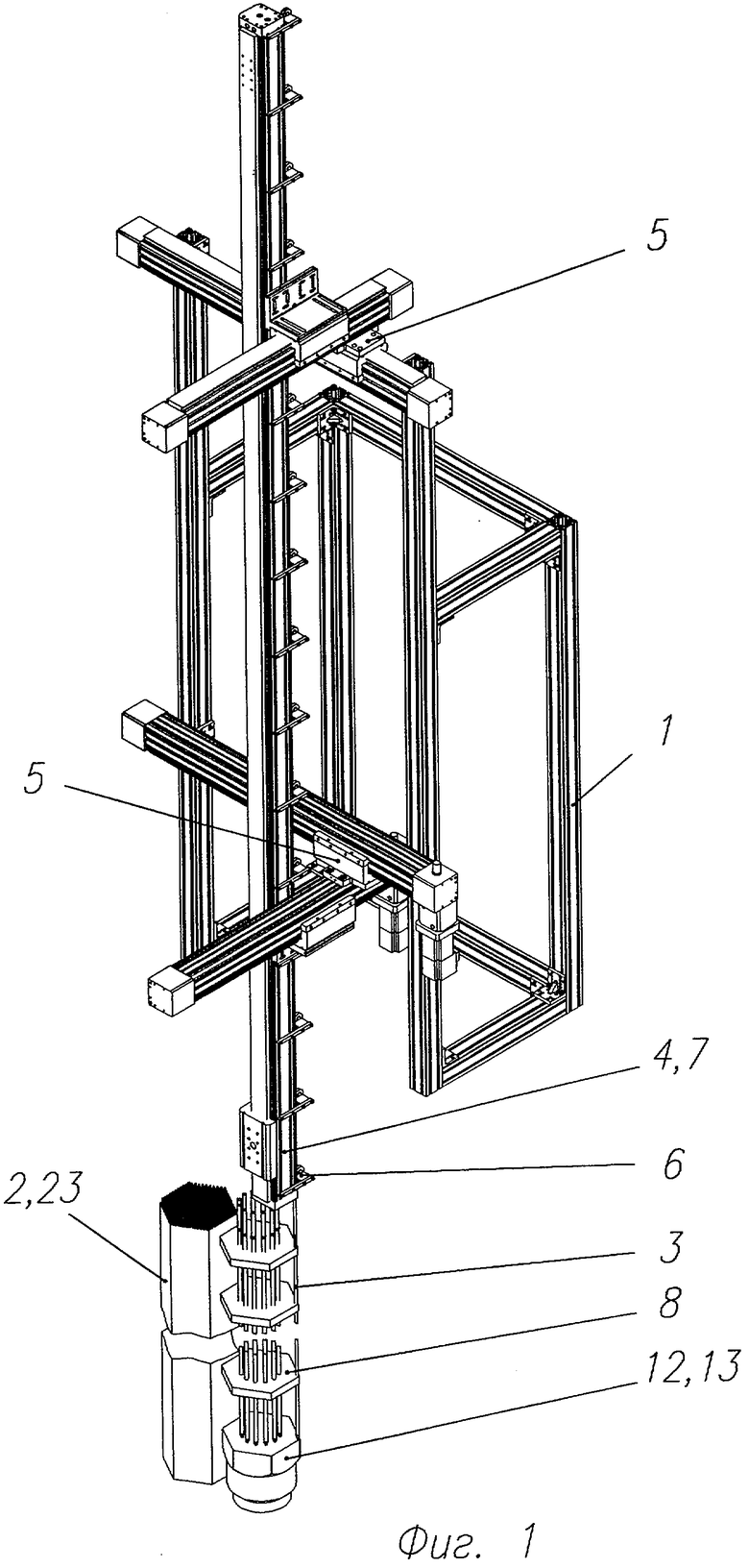
| СТАНОК ДЛЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1997 |
|
RU2139178C1 |
| СТАНОК ДЛЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1992 |
|
RU2065350C1 |
| СТАНОК ДЛЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1999 |
|
RU2177394C2 |
| ЛИНИЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 2000 |
|
RU2193959C2 |
| GB 1567109 A, 08.05.1980 | |||
| ВОДНО-ДИСПЕРСИОННАЯ КРАСКА | 1992 |
|
RU2069223C1 |

