Изобретение относится к металлургии, преимущественно черных металлов, и может быть использовано на листопрокатных станах, а именно отводящим рольгангом.
Известны отводящие рольганги с роликами, бочки которых изготовлены из чугуна, с индивидуальным приводом роликов. Длина рольганга определяется временем охлаждения полосы до температуры ниже 700°С, обеспечивающей высокое качество металла после смотки в рулон. Обычно отводящий рольганг содержит не менее 400 шт. роликов, установленных посекционно по 3-6 шт. в каждой секции.
Наиболее близким по технической сущности к изобретению является устройство, осуществляющее способ транспортирования полосы отводящим рольгангом листопрокатного стана, где предложено установить на рольганге с определенным шагом холостые ролики, снабженные подъемными механизмами. После захвата переднего конца полосы моталкой холостые ролики перемещают в плоскости, перпендикулярной оси рольганга до выхода полосы из контакта с остальными роликами, а после
прохождения полосы рольганга их возвращают в исходное положение. Однако в данном устройство отсутствует привод подъемных роликов, что заранее предполагает разность скоростей поверхности роликов и полосы; это способствует их ускоренному износу и ухудшению качества поверхности транспортируемого металла; конструкция предложенного рольганга сложна, так как дополнительно устанавливаются механизмы подъема (по два на каж- дый подъемный ролик, пневмо- или гидромагистрали, система управления ра ботой механизмов подъема).
Цель изобретения - упрощение конструкции рольганга и улучшение качества поверхности полосы.
Указанная цель достигается тем, что в отводящем рольганге листопрокатного стана, содержащем раму с секциями, холостые и приводные ролики, часть из которых установлена выше уровня рольганга, ролики, выступающие над уровнем рольганга, жестко установлены в секциях рамы и выполнены приводными. Требуемая разность высот между роликами достигается увеличением
XI
4 00
оэ
Ю Оч
диаметра части роликов, или применением в качестве выступающих роликов того же диаметра, что и остальные, и приподнятых, например, применением прокладок под букры подшипников и привод ролика. Также вышеуказанная цель достигается тем, что по меньшей мере одна пара секций рамы выполнена с разновысокими смежными сторонами. Это обеспечивает возможность обойтись без изготовления новых деталей, а также повышает плавность перемещения начала и конца полосы от последней клети до тянущих роликов моталки. Применение роликов большего диаметра позволяет вы- полнить эти ролики усиленными и позволя- ет пов торно использовать их после изнашивания до размера остальных до полного разрушения. При применении приподнятых роликов того же диаметра, что и остальные, указанная цель достигается тем, что могут использоваться серийные ролики без изготовления новых деталей и механиз- мов.
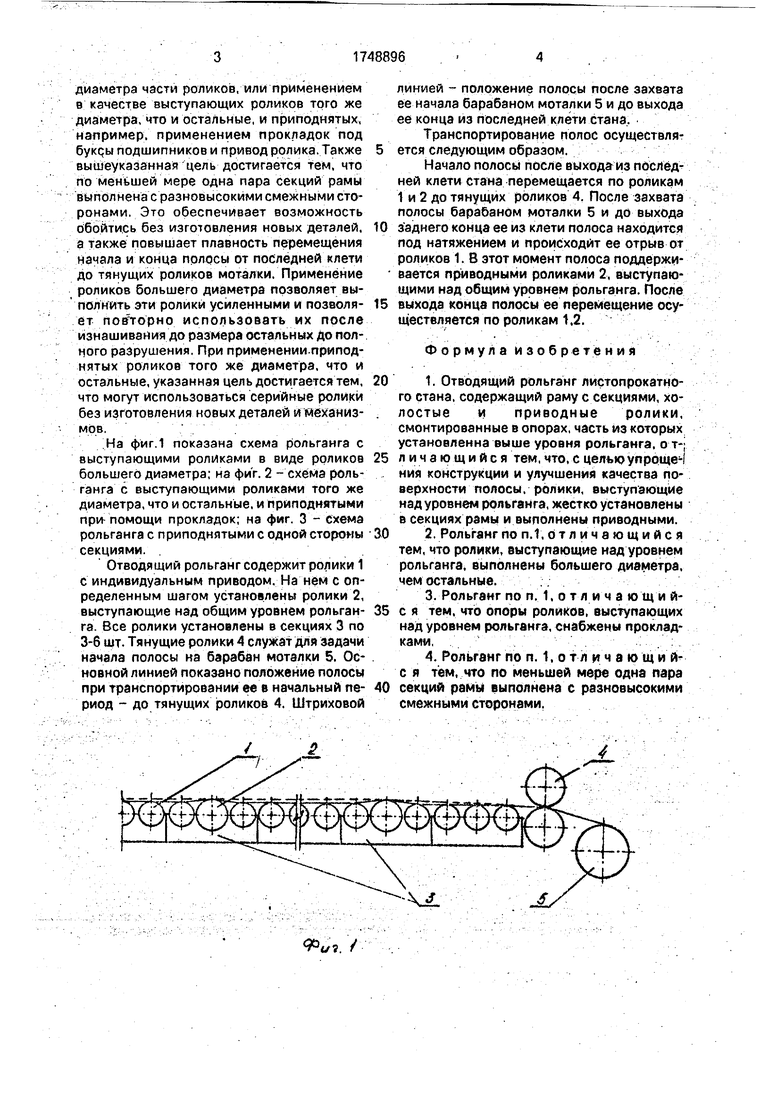
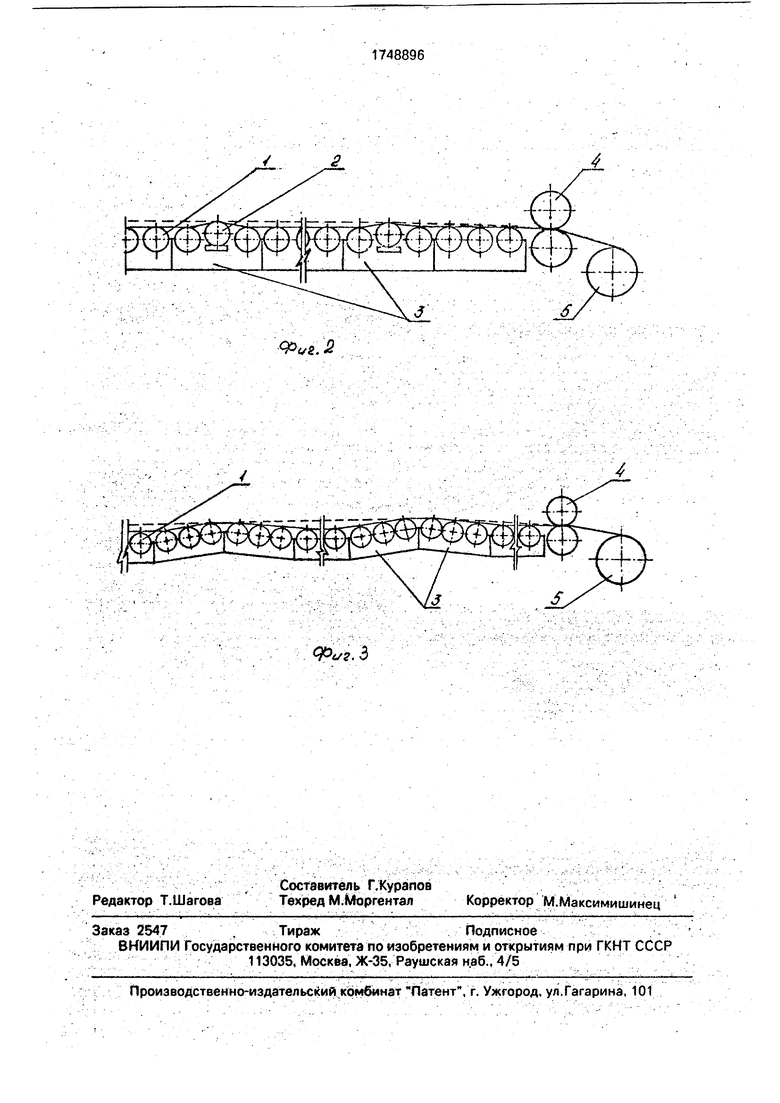
На фиг.1 показана схема рольганга с выступающими роликами в виде роликов большего диаметра; на фиг. 2 - схема рольганга с выступающими роликами того же диаметра, что и остальные, и приподнятыми при- помощи прокладок; на фиг. 3 - схема рольганга с приподнятыми с одной стороны секциями.
Отводящий рольганг содержит ролики 1 с индивидуальным приводом. На нем с определенным шагом установлены ролики 2, выступающие над общим уровнем рольган- га. Все ролики установлены в секциях 3 по 3-6 шт. Тянущие ролики 4 служат для задачи начала полосы на барабан моталки 5. Основной линией показано положение полосы при транспортировании ее в начальный пе- риод - до тянущих роликов 4. Штриховой
линией - положение полосы после захвата ее начала барабаном моталки 5 и до выхода ее конца из последней клети стана.
Транспортирование полос осуществляется следующим образом.
Начало полосы после выхода из последней клети стана перемещается по роликам 1 и 2 до тянущих роликов 4. После захвата полосы барабаном моталки 5 и до выхода заднего конца ее из клети полоса находится под натяжением и происходит ее отрыв от роликов 1. В этот момент полоса поддерживается приводными роликами 2, выступающими над общим уровнем рольганга. После выхода конца полосы ее перемещение осуществляется по роликам 1,2.
Формула изобретения
1.Отводящий рольганг листопрокатного стана, содержащий раму с секциями, холостые и приводные ролики, смонтированные в опорах, часть из которых установленна выше уровня рольганга, о т-; личающийся тем, что, с целью у проще- ния конструкции и улучшения качества поверхности полосы, ролики, выступающие над уровнем рольганга, жестко установлены в секциях рамы и выполнены приводными.
2.Рольганг по п.1. от личающийся тем, что ролики, выступающие над уровнем рольганга, выполнены большего диаметра, чем остальные.
3.Рольганг по п. 1,отличающий- с я тем, что опоры роликов, выступающих над уровнем рольганга, снабжены прокладками,
4.Рольганг по п. 1, о т л и ч а ю щ и й- с я тем, что по меньшей мере одна пара секций рамы выполнена с разновысокими смежными сторонами.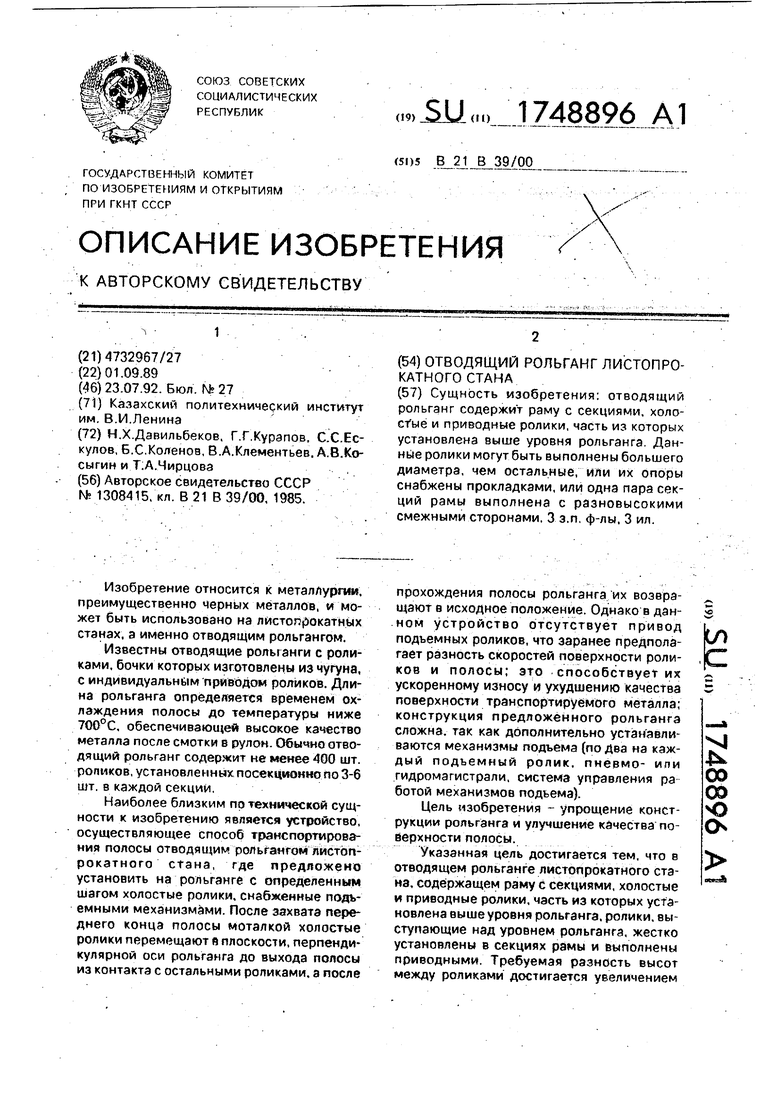
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ транспортирования полосы отводящим рольгангом листопрокатного стана | 1985 |
|
SU1308415A1 |
| Устройство для охлаждения движущейся горячекатаной полосы | 1990 |
|
SU1754252A1 |
| СПОСОБ УПРАВЛЕНИЯ СКОРОСТНЫМ РЕЖИМОМ ОТВОДЯЩЕГО РОЛЬГАНГА ШИРОКОПОЛОСНОГО СТАНА | 1999 |
|
RU2147950C1 |
| СПОСОБ УПРАВЛЕНИЯ СКОРОСТНЫМ РЕЖИМОМ ОТВОДЯЩЕГО РОЛЬГАНГА ШИРОКОПОЛОСНОГО СТАНА | 2007 |
|
RU2373006C2 |
| Способ управления скоростным режимом отводящего рольганга | 1981 |
|
SU975131A1 |
| Способ управления скоростным режимом отводящего рольганга широкополосного стана | 2020 |
|
RU2743177C1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2005 |
|
RU2376085C2 |
| ОХЛАЖДАЮЩАЯ ТРАССА КРУГЛЫХ ГОРЯЧЕКАТАНЫХ ПРОФИЛЕЙ | 2006 |
|
RU2320436C1 |
| СПОСОБ ОБРАБОТКИ ТОНКОЙ ПОЛОСЫ ПЕРЕД СМОТКОЙ НА НЕПРЕРЫВНОМ ШИРОКОПОЛОСНОМ СТАНЕ ГОРЯЧЕЙ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2240878C2 |
| Устройство управления приводом секции отводящего рольганга | 1982 |
|
SU1045970A1 |
Сущность изобретения: отводящий рольганг содержит раму с секциями, холостые и приводные ролики, часть из которых установлена выше уровня рольганга Данные ролики могут быть выполнены большего диаметра, чем остальные, или их опоры снабжены прокладками, или одна пара секций рамы выполнена с разновысокими смежными сторонами. 3 з.п ф-лы, 3 ил.
Фит. /
vjye±3
«. 2
Фиг.Ъ
| Способ транспортирования полосы отводящим рольгангом листопрокатного стана | 1985 |
|
SU1308415A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
