Изобретение относится к прокатному производству и может быть использовано при горячей прокатке круглых стальных сортовых профилей, в том числе арматурных полос.
Известна конструкция охлаждающей трассы горячекатаных профилей непрерывного мелкосортного стана, содержащая установленные за чистовой клетью прокатного стана ножницы и три параллельные нитки ускоренного охлаждения профильных полос водой, каждая из которых снабжена моталкой, оборудованной системой охлаждения смотанной полосы сжатым воздухом [1].
Известна также конструкция охлаждающей трассы непрерывного проволочного стана 150, в которой за блоком чистовых клетей размещены в две нитки проходные охлаждающие секции ускоренного охлаждения катанки водой и затем - воздухом [2].
Недостатки известных конструкций охлаждающих трасс состоят в том, что они не обеспечивают постоянства заданной температуры окончания ускоренного охлаждения профильных полос по длине, что приводит к формированию неравномерной микроструктуры и свойств, снижает выход годного.
Наиболее близким аналогом к предлагаемому изобретению является охлаждающая трасса полос круглой арматурной стали, содержащая установленные за чистовой прокатной клетью в технологическую линию проходные охлаждающие секции, измеритель температуры (магнитометр), отводящий рольганг и холодильник [3].
Недостатки известной охлаждающей трассы состоят в следующем. Температура окончания ускоренного охлаждения круглых стальных профильных полос определяется временем их нахождения в проходных охлаждающих секциях, которое задается скоростью валков чистовой клети. При этом, если температура окончания ускоренного охлаждения превышает технологически заданное значение, фиксируемое измерителем температуры, скорость валков чистовой клети снижают, и наоборот. Благодаря этому обеспечивается выравнивание температуры окончания ускоренного охлаждения и механических свойств по длине полос. Однако после выхода заднего конца профильной полосы из валков чистовой клети скорость транспортирования полосы через проходные охлаждающие секции становится нестабильной и нерегулируемой, в том числе из-за проскальзывания роликов рольганга. Это приводит к неравномерности температуры окончания ускоренного охлаждения, снижению уровня и стабильности механических свойств по длине профильных полос, снижению выхода годного.
Техническая задача, решаемая изобретением, состоит в повышении уровня и стабильности механических свойств по длине профильных полос, увеличении выхода годного.
Для решения поставленной технической задачи в известном устройстве охлаждающей трассы круглых горячекатаных профилей, содержащей установленные за чистовой клетью прокатного стана проходные охлаждающие секции, измеритель температуры, отводящий рольганг и холодильник, согласно предложению за последней охлаждающей секцией дополнительно установлена пара тянущих роликов с механизмом изменения зазора между ними и электрическим приводом их вращения с регулятором скорости вращения, при этом измеритель температуры установлен над отводящим рольгангом и связан с регулятором скорости вращения тянущих роликов.
На чертеже изображена схема расположения оборудования охлаждающей трассы круглых горячекатаных профилей. Устройство состоит из чистовой прокатной клети 1 и установленных за ней последовательно проходных охлаждающих секций 2. За последней охлаждающей секцией 2 размещена пара тянущих роликов 3 с винтовым механизмом изменения зазора между ними (не показан). Тянущие ролики 3 механически соединены с электрическим приводом их вращения, в качестве которого использован электродвигатель 4 постоянного тока. Кроме того, электрический двигатель 4 снабжен регулятором скорости 5. За тянущими роликами 3 размещен отводящий рольганг 6 в виде ряда приводных роликов, над которым расположен измеритель температуры 7. По обе стороны отводящего рольганга 6 размещены реечные холодильники 8.
Измеритель температуры 7 связан с регулятором вращения 5 электродвигателя 4 тянущих роликов 3 либо электрически (для работы в автоматическом режиме), либо через оператора прокатного стана, который по показаниям измерителя температуры 7 в ручном режиме изменяет скорость вращения тянущих роликов 3.
Устройство работает следующим образом. Для формирования заданной микроструктуры и свойств стальную арматуру диаметром 14 мм необходимо ускоренно охлаждать водой от температуры конца прокатки Ткп=1030°С до температуры конца ускоренного охлаждения Тко=600°С.
Перед началом прокатки с помощью винтового механизма между тянущими роликами 3 устанавливают необходимый зазор 14 мм. Выходящий из чистовой прокатной клети 1 передний конец арматурной полосы пропускают последовательно через проходные охлаждающие секции 2, внутрь которых подают охлаждающую воду под давлением. После выхода из последней охлаждающей секции 2 передний конец арматурной полосы задают в зазор между тянущими роликами 3 и профильная полоса проходит на отводящий рольганг 6. Электродвигатель 4 при этом выключен, и тянущие ролики 3 вращаются в холостом режиме.
В процессе движения арматурной полосы от последней проходной охлаждающей секции 2 до измерителя температуры 7 происходит разогрев подстуженной поверхности арматурного профиля и выравнивание температуры по поперечному сечению за счет тепла от его внутренних слоев, поэтому измеритель температуры 7 фиксирует точное значение температуры окончания ускоренного охлаждения Тко. При этом, если измеренное значение Тко окажется выше 600°С, скорость валков чистовой клети 1 снижают, благодаря чему увеличивается время нахождения арматурной полосы в проходных охлаждающих секциях 2 и достигается снижение измеренного значения Тко до 600°С. В противном случае, когда измеренное значение Тко окажется ниже 600°С, скорость валков чистовой клети 1 увеличивают, сокращая общее время охлаждения, что ведет к возрастанию Тко до 600°С. Работа охлаждающей трассы в таком режиме происходит до момента выхода заднего конца арматурной полосы из валков чистовой клети 1, после чего регулирование скоростью арматурной полосы осуществляют посредством тянущих роликов 3.
Перед выходом заднего конца арматурной полосы из валков чистовой клети 1 включают электродвигатель 4 и с помощью регулятора скорости 5 выравнивают окружную скорость тянущих роликов 3 со скоростью перемещения арматурной полосы. При этом если измеренное измерителем температуры 7 значение Тко будет ниже 600°С, с помощью регулятора скорости 5 скорость вращения тянущих роликов увеличивают, сокращая продолжительность охлаждения в проходных охлаждающих секциях 2 до тех пор, пока измеренное значение температуры не станет равным заданному. В противном случае, когда измеренное измерителем температуры 7 значение превышает заданные 600°С, с помощью регулятора скорости 5 скорость вращения тянущих роликов 3 снижают, тем самым увеличивая время охлаждения профильной полосы в проходных охлаждающих секциях 2 и снижая температуру профильной полосы до заданного значения 600°С. Прокатанная арматурная полоса в дальнейшем окончательно остывает на воздухе на одном из реечных холодильников 8.
Таким образом, при прокатке переднего конца и средней части полосы заданная температура конца ускоренного охлаждения поддерживается изменением скорости валков чистовой клети 1, а при выходе заднего конца полосы из валков чистовой клети 1 заданная температура охлаждения поддерживается изменением скорости вращения тянущих роликов 3. В результате заданная температура охлаждения Тко постоянна по всей длине профильной полосы, за счет чего достигается выравнивание по длине ее механических свойств и увеличение выхода годного.
Технико-экономические преимущества предложенной охлаждающей трассы круглых горячекатаных профилей состоят в том, что дополнительно установленная за последней охлаждающей секцией пара тянущих роликов с механизмом изменения зазора между ними и электрическим приводом их вращения с регулятором скорости и с измерителем температуры, установленным над отводящим рольгангом и связанным с регулятором скорости вращения тянущих роликов, обеспечивает поддержание заданной температуры конца ускоренного охлаждения также после выхода заднего конца профильной полосы из валков чистовой клети. Благодаря этому достигается выравнивание микроструктуры и свойств по всей длине профильной полосы и увеличивается выход годного.
В качестве базового объекта при определении экономической эффективности использования предложенного устройства принято устройство-прототип. Внедрение предложенной конструкции охлаждающей трассы круглых горячекатаных профилей обеспечит повышение рентабельности их производства на 10-15%.
Источники информации
1. Зотов В.Ф. Производство проката. М., «ИНТЕРМЕТ ИНЖИНИРИНГ», 2000 г., с.212-213.
2. Зотов В.Ф. Производство проката. М., «ИНТЕРМЕТ ИНЖИНИРИНГ», 2000 г., с.213-214.
3. Кугушин А.А. и др. Высокопрочная арматурная сталь. М., Металлургия, 1986 г., с.52-53 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства особо тонких горячекатаных полос на широкополосном стане литейно-прокатного комплекса | 2018 |
|
RU2679159C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ СТАЛЬНЫХ ПОЛОС | 2012 |
|
RU2499638C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| СПОСОБ ОХЛАЖДЕНИЯ ДВИЖУЩЕЙСЯ СТАЛЬНОЙ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ | 2011 |
|
RU2480528C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОЙ ЛИСТОВОЙ СТАЛИ | 2011 |
|
RU2471875C1 |
| Устройство автоматического регулирования профиля прокатываемой полосы | 1974 |
|
SU880530A1 |
| Прокатный стан для горячей прокатки полос в рулонах | 1976 |
|
SU685368A1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС В ПРОКАТНОЙ КЛЕТИ СТЕККЕЛЯ | 2003 |
|
RU2336960C2 |
| СПОСОБ ТРАНСПОРТИРОВАНИЯ ПОЛОСЫ ПО ОТВОДЯЩЕМУ РОЛЬГАНГУ ШИРОКОПОЛОСОВОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2000 |
|
RU2189288C2 |
Изобретение предназначено для повышения выхода годного при горячей прокатке круглых стальных сортовых профилей, в том числе арматурных. Охлаждающая трасса содержит установленные за чистовой клетью сортопрокатного стана проходные охлаждающие секции, измеритель температуры, отводящий рольганг и холодильник. Повышение уровня и стабильности механических свойств по длине профильных изделий обеспечивается за счет того, что за последней охлаждающей секцией дополнительно установлена пара тянущих роликов с механизмом изменения зазора между ними и электрическим приводом их вращения с регулятором скорости, а измеритель температуры установлен над отводящим рольгангом и связан с регулятором скорости вращения тянущих роликов для поддержания заданного режима конечного этапа ускоренного охлаждения проката. 1 з.п. ф-лы, 1 ил.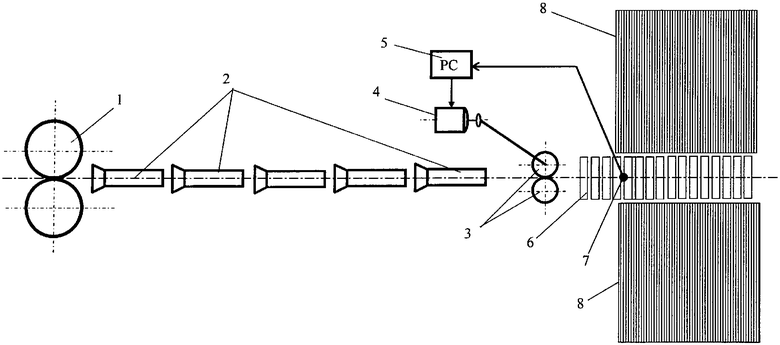
| КУГУШИН А.А | |||
| и др | |||
| Высокопрочная арматурная сталь | |||
| - М.: Металлургия, 1986, с.52-53 | |||
| Устройство для охлаждения движущейся горячекатаной полосы | 1990 |
|
SU1754252A1 |
| СПОСОБ ТРАНСПОРТИРОВАНИЯ ПОЛОСЫ ПО ОТВОДЯЩЕМУ РОЛЬГАНГУ ШИРОКОПОЛОСОВОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2000 |
|
RU2189288C2 |
| СПОСОБ УПРАВЛЕНИЯ СКОРОСТНЫМ РЕЖИМОМ ОТВОДЯЩЕГО РОЛЬГАНГА ШИРОКОПОЛОСНОГО СТАНА | 1999 |
|
RU2147950C1 |
| Тепломер | 1932 |
|
SU32766A1 |
| US 3892113 A, 01.07.1975. | |||

