Изобретение относится к прокатному производству, а точнее к управлению скоростью транспортирующих роликов отводящего рольганга широкополосных станов.
Известен способ управления скоростным режимом отводящего рольганга, заключающийся в том, что при транспортировке переднего конца полосы по отводящему рольгангу скорость роликов рольганга устанавливается пропорционально скорости полосы с превышением на 5-10%, после захвата переднего конца полосы моталкой окружную скорость роликов делают равной скорости полосы (Лейрс И., Гайдеприм Ю., Гризе Ф-В. «Черные металлы», 1977. №4. С. 3-9.).
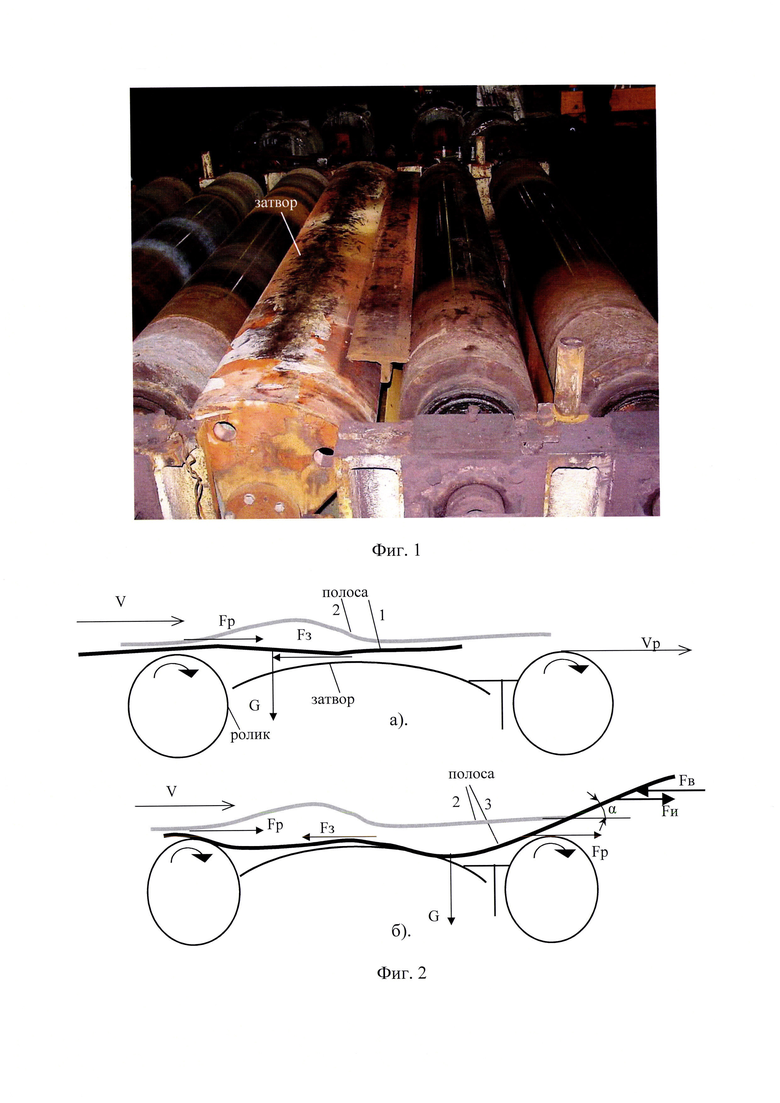
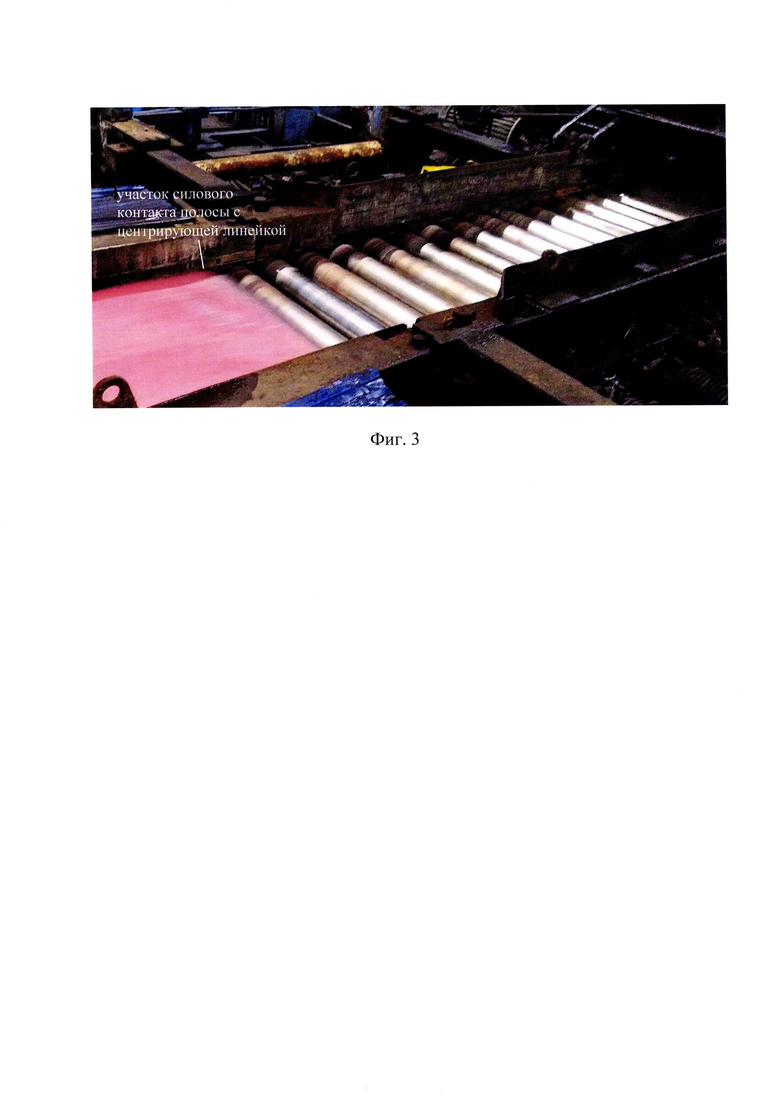
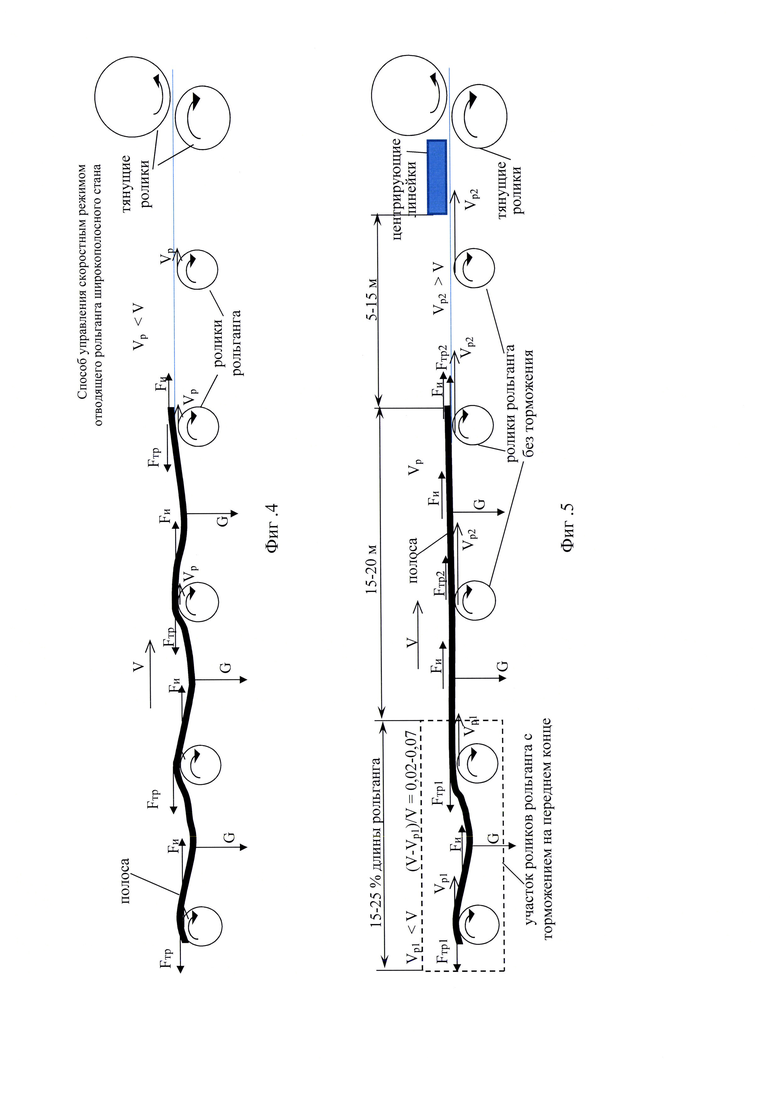
Недостатком данного способа управления скоростью рольганга является невозможность устойчиво транспортировать передние концы тонких (толщиной менее 2,5 мм) и особо тонких (толщиной менее 1,7 мм) полос на высоких скоростях (более 12 м/с), необходимых для получения требуемой температуры окончания прокатки, на последнем участке отводящего рольганга длиной 15-30 м перед моталками. Обычно на этом участке отводящего рольганга на современных станах установлен прибор контроля качества нижней поверхности полосы, для работы которого необходимо применение увеличенного шага транспортирующих роликов - см. фиг. 1. Это повышенное межроликовое пространство при прохождении заднего конца полосы закрывается специальным затвором. Таким образом, в паузе при отсутствии полосы и в процессе прохождения переднего конца полосы над прибором контроля качества поверхности полосы это пространство закрыто, а при транспортировке основной средней части полосы открывается для возможности визуализации прибором дефектов нижней поверхности полосы. Движение переднего конца тонкой полосы (фиг. 2) весом G по роликам отводящего рольганга создается за счет сил трения роликов Fp о полосу (см., например, Поляков Б.А., Варшавский Е.А., Каретный З.П. и др. «Опыт повышения эффективности работы отводящего рольганга НШС», Сталь, 1987, №9, С. 64-67). При движении переднего конца полосы по затвору (фиг. 2а) на полосу, кроме сил трения по ходу движения Fp от роликов, вращающихся со скоростью Vp, которая выше скорости полосы V, действует сила трения Fз от контакта с неподвижным затвором, направленная против направления движения - полоса в позиции 1 (черная) на фиг. 2а. Под действием этих продольных, направленных навстречу друг другу, сил (Fp и Fз), тонкая полоса на переднем конце сжимается, теряет продольную устойчивость и начинает выпучиваться - полоса в позиции 2 (серая) на фиг. 2а. В процессе движения эта деформированная часть полосы из позиции 2 (серая) на фиг. 2б. перемещается в позицию 3 (черная) на фиг. 2б ко второму, смежному с затвором, ролику. У переднего конца полосы, изогнутого вверх на угол α, в позиции 3 появляется, так называемый, «угол атаки» конца полосы воздушным потоком. Воздух, который движется относительно полосы со скоростью равной скорости полосы (Vв=-V), воздействует на передний конец силой Fв, направленной против движения полосы. Дальнейшее движение переднего конца полосы до тянущих роликов моталок характеризуется неустойчивостью: «взлеты» и колебания в вертикальной плоскости конца полосы. Кроме того, на этом же участке отводящего рольганга, из-за какого-либо поперечного смещения переднего конца полосы относительно продольной оси рольганга, полоса может контактировать своей боковой кромкой с боковыми центрирующими линейками перед тянущими роликами моталки №1 - см. фиг. 3. Из-за этих силовых контактов полосы с центрирующими линейками на высокой скорости происходят кинематические удары переднего конца тонкой полосы о линейки с изгибом верх, что также создает «угол атаки» и неустойчивость движения переднего конца полосы. В результате этих вертикальных колебаний и взлетов возрастает вероятность отрыва переднего конца полосы от роликов рольганга и непопадания его в створ направляющих проводок тянущих роликов моталок и застревания полосы из-за этого.
Известен способ управления скоростным режимом отводящего рольганга широкополосного стана, включающий создание превышения окружной скорости роликов рольганга над скоростью транспортирования переднего конца полосы, снижения скорости всех роликов рольганга при подходе полосы к моталке на величину, выбранную из двух условий: первое -момент электродвигателей роликов, при их последующем разгоне с пониженной скорости до скорости превышающей скорость транспортирования переднего конца следующей полосы за период времени движения конца полосы от первой чистовой клети до роликов отводящего рольганга, не должен превышать номинальный момент, и второе условие - снижение скорости роликов не должно привести к их реверсу, т.е. вращению роликов против направления движения полосы. Эту пониженную скорость роликов поддерживают до входа переднего конца следующей полосы в первую клеть чистовой группы, а затем увеличивают до скорости, превышающую скорость транспортирования переднего конца следующей полосы по отводящему рольгангу (см. патент РФ №2147950, кл. В21 В 37/46, 39/00, опубл. 27.04.2000 г.).
Этот способ управления скоростным режимом отводящего рольганга по совокупности существенных признаков наиболее близок предлагаемому, поэтому принят за прототип.
Предполагается, что в известном способе управления торможение роликов отводящего рольганга при подходе переднего конца полосы к тянущим роликам моталок создает в полосе отрицательное (тормозящее) ускорение, что приводит к появлению в полосе, обладающем массой, инерционных сил, направленных вперед, и, которые должны растягивать полосу. В результате, продольная жесткость переднего конца полосы перед захватом его тянущими роликами должна возрастать, вертикальные колебания, взлеты и отрывы полосы от роликов, вызванные аэродинамическими явлениями, снижаться, и полоса должна устойчиво захватываться тянущими роликами моталок.
Недостатком данного технического решения является то, что вместе с торможением роликов с полосой и появлением в полосе инерционных сил Fи, направленных по ходу движения - см. фиг. 4, на всех контактах полосы с роликами рольганга, скорость которых Vp стала меньше скорости полосы V (Vp<V), на переднем конце полосы, в соответствии с известным способом, начинает действовать не тянущая, а тормозящая сила трения Fтр, направленная против хода движения полосы (фиг. 4). Вся полоса, транспортируемая по роликам рольганга, в том числе и тонкий передний конец, под воздействием этих сжимающих ее по участкам противонаправленных сил, начинает на этих участках терять продольную устойчивость, выпучиваться по участкам - фиг. 4. Если для дальнейшего движения полосы это выпучивание участков полосы, удаленных от переднего конца полосы, не критично, то потеря продольной устойчивости переднего конца полосы длиной 0,5-1,5 м является критичным. На этом участке возможно появление больших «углов атаки» переднего конца и его аэродинамические взлеты, с последующим застреванием. Кроме того, уже после привязки полосы к барабану моталки, в процессе прокатки основной части полосы, из-за преднамеренно созданного в известном способе управления скоростным режимом отводящего рольганга проскальзывания роликов относительно полосы, особенно на участке рольганга сразу после выхода полосы из последней клети стана, где полоса наиболее горячая и мягкая, на нижней поверхности полосы возможно появление царапин и рисок при трении с большим проскальзыванием бочек транспортирующих роликов рольганга, вращающихся с более низкой скоростью, чем движется полоса. Этот дефект нижней поверхности полосы может привести к отнесению ее к несоответствующей продукции и к снижению сортности и цены.
В заявляемом способе управления скоростным режимом отводящего рольганга решается задача устойчивого транспортирования переднего конца тонкой полосы на последним участке отводящего рольганга длиной 15-30 м, где установлено оборудование, потенциально способное контактировать с передним концом полосы и/или нарушить стабильность его движения, например, увеличенный шаг транспортирующих роликов с неподвижным затвором для прибора контроля качества нижней поверхности полос, центрирующие линейки и проводки перед тянущими роликами и т.п., что приводит к отсутствию надежного захвата переднего конца полосы тянущими роликами моталок без аэродинамических взлетов, вертикальным колебаниям и отрывам конца полосы от роликов рольганга на высокой скорости, необходимой для получения требуемой температуры конца прокатки. Данная задача решается за счет того, что согласно способу управления скоростным режимом отводящего рольганга широкополосного стана, заключающегося в том, что при выходе полосы из последней чистовой клети создают превышение окружной скорости роликов рольганга над скоростью транспортирования переднего конца полосы, при подходе переднего конца к моталке снижают окружной скорости роликов, причем, снижают скорость только группы роликов на участке протяженностью 15-25% длины рольганга, отстоящих от переднего конца полосы на расстоянии 10-20 м в момент, когда расстояние от переднего конца полосы до оборудования, потенциально способного контактировать с концом полосы и/или нарушить стабильность движения переднего конца (неподвижные затворы, проводки, центрирующие линейки, увеличенный шаг транспортирующих роликов и т.п.) составит 5-15 м, на 2-7% ниже скорости полосы, а после привязки полосы к барабану моталки скорость роликов выравнивают со скоростью полосы. При этом ролики (порядка 15-25% от всех роликов рольганга), которые начали вращаться со скоростью на 2-7% ниже скорости полосы, тормозят участок полосы, транспортируемый по ним, с максимально возможной силой трения, что создает на этом участке полосы, а также перед ним - на 10-20 м переднего конца полосы, инерционные силы, направленные вперед по ходу движения. Кроме того, на этих 10-20 м переднего конца также продолжают действовать тянущие силы трения от роликов, которые продолжают вращаться с линейной скоростью выше скорости полосы. Таким образом, за 5-15 м и при прохождении передним концом тонкой полосы критичного последнего участка отводящего рольганга, где установлены прибор контроля нижней поверхности полосы, центрирующие линейки, проводки и т.п., на полосу действуют две группы тянущих сил: силы инерции и силы трения от роликов рольганга. Эти силы складываются и прижимают передний конец полосы к роликам, снижают вероятность появления у него повышенного «угла атаки», аэродинамических взлетов, вертикальных колебаний конца и застреваний его в тянущих роликах моталок. Так как после привязки полосы к барабану моталки, скорости всех роликов рольганга, в том числе и группа роликов со сниженной скоростью, выравниваются со скоростью полосы и нет значительного скольжения полосы по роликам, то и отсутствует травмирование нижней поверхности полосы роликами рольганга (риски, царапины).
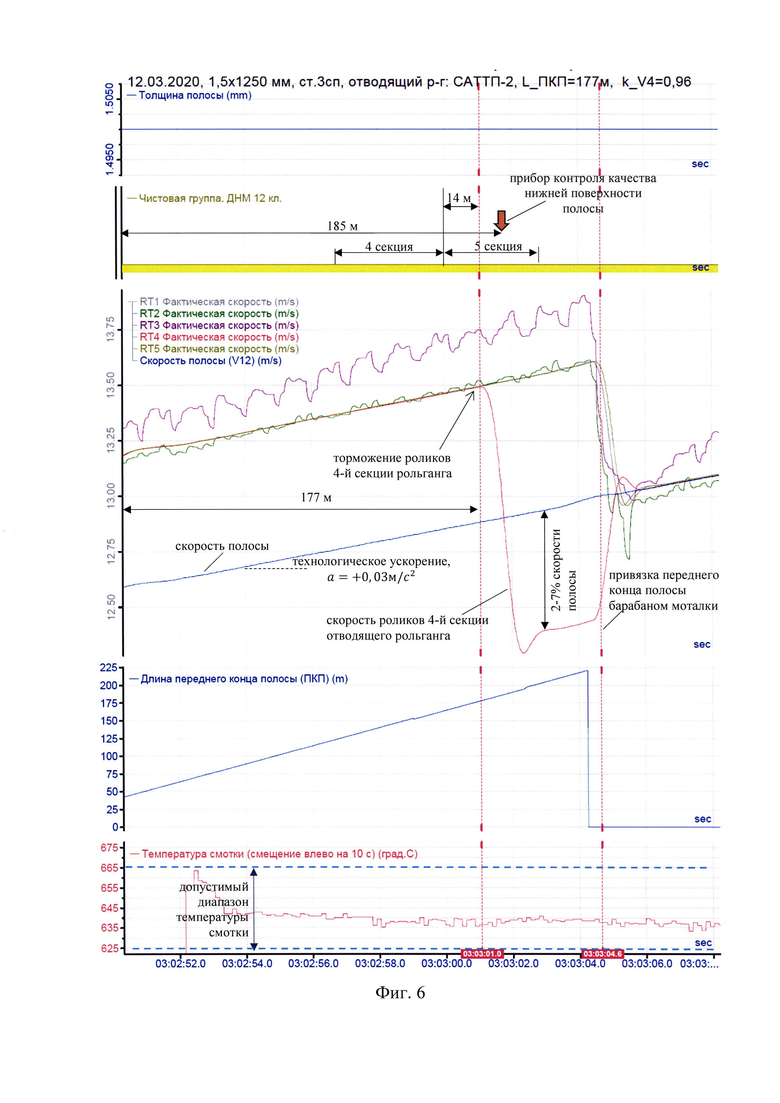
На фиг. 1 приведена фотография участка отводящего рольганга с увеличенным межроликовым расстоянием с затвором прибора контроля качества нижней поверхности полосы, установленного на расстоянии 15-20 м от тянущих роликов моталки №1. На фиг. 2 показаны схемы сил, обычно действующих на передний конец тонкой полосы на участке с повышенным шагом роликов рольганга и неподвижным затвором прибора контроля качества поверхности полосы. На фиг. 3 приведена фотография, иллюстрирующая силовой контакт боковой кромки полосы с центрирующими линейками за 8-10 м до тянущих роликов моталки. На фиг. 4 представлена схема сил, действующих на передний конец полосы, движущейся по отводящему рольгангу в соответствии с техническим решением в прототипе, на фиг. 5 - аналогичная схема сил, действующих в соответствии с предлагаемым техническим решением. На фиг. 6 представлены тренды сигналов с системы диагностики ibaPDA, иллюстрирующие пример реализации предлагаемого способа управления скоростным режимом отводящего рольганга стана 2000 ПАО «НЛМК».
Предлагаемый способ управления скоростным режимом отводящего рольганга широкополосного стана осуществляется следующим образом -фиг. 5. При прокатке переднего конца тонкой полосы перед выходом полосы из последней чистовой клети скорости всех роликов отводящего рольганга устанавливают с некоторым превышением над скоростью полосы V. В таком режиме полоса начинает транспортироваться по рольгангу. В момент, когда расстояние от переднего конца полосы до оборудования, потенциально способного нарушить стабильность движения полосы (на фиг. 5 это центрирующие линейки перед тянущими роликами моталки №1), становится равным 5-15 м, скорость группы роликов протяженностью 15-25% длины рольганга резко снижают ниже скорости полосы до Vp1=(0,93-0,98) V - на фиг. 5 эта группа роликов выделена штриховым прямоугольником. Эта группа роликов отстоит от фронта переднего конца полосы на 15-20 м в сторону клетей стана. Ролики, транспортирующие первые 15-20 м переднего конца полосы, продолжают вращаться со скоростью Vp2 превышающей скорость полосы V. На участке полосы с заторможенной группой роликов, скорость который Vp1 ниже скорости полосы V, начинают действовать силы трения Fтр1 направленные против движения полосы и тормозящие весь участок полосы по ходу ее движения от этой группы роликов до фронта переднего конца. Из-за этого на всем участке переднего конца полосы, обладающего массой (вес G), появляются инерционные силы Fи, направленные по ходу движения - фиг. 5. Кроме того, на последние 15-20 м переднего конца полосы продолжают действовать тянущие силы сил трения Fтр2 роликов рольганга, вращающихся быстрее, чем движется полоса. Эти две группы тянущих сил Fи и Fтр2 (инерции и трения от роликов) складываются, растягивают полосу и не позволяют переднему концу полосы оторваться от роликов и создать «угол атаки» для воздействия аэродинамических сил. Передний конец полосы устойчиво входит в тянущие ролики и в моталку. После «привязки» полосы к барабану моталки скорость всех роликов рольганга выравнивают со скоростью полосы, что исключает травмирование нижней поверхности полосы роликами рольганга.
Предлагаемый способ управления скоростным режимом отводящего рольганга был опробован на непрерывном широкополосном стане 2000 ПАО «НЛМК» при работе Системы Автоматического Транспортирования Тонкой Полосы (2 ступень) (САТТП-2). Отводящий рольганг имеет длину около 200 м и состоит примерно из 600 транспортирующих роликов. Рольганг разделен на пять секций управления (RT1-RT5), примерно по 120 роликов в каждой секции. Прибор контроля качества нижней поверхности полосы установлен на расстоянии 185 м от последней клети стана (клети №12). Для работы этого пробора удален один транспортирующий ролик, а вместо него установлен поворачивающийся затвор (фиг. 1), контакт переднего конца тонкой полосы с которым часто нарушает стабильность движения полосы. В соответствии с предлагаемым способом управления, после выхода полосы 1,5×1250 мм из 12-й клети передний конец полосы начали транспортировать по отводящему рольгангу с 5-6% превышением скорости роликов всех секций над скоростью полосы - см. фиг. 6. В момент, когда общая длина переднего конца полосы от 12-й клети стала равна 177 м, за 8 м до подхода переднего фронта полосы к затвору прибора качества нижней поверхности полосы (первый штрихпунктирный маркер на фиг. 6), скорость роликов 4-й секции (RT4) снизили до величины 0,97 скорости полосы. Протяженность 4-й секции 120 роликов, что составляет 20% всего отводящего рольганга. При начале торможения роликов 4-й секции самые первые 14 м переднего конца полосы находилось уже на роликах 5-й секции, скорость которых не снижалась - фиг. 6. На этот участок переднего конца полосы действовала сумма тянущих сил: инерционных сил из-за отрицательного ускорения полосы при торможении роликов 4-й секции ниже скорости полосы и сил трения от опережающих полосу роликов 5-й секции. В результате передний конец полосы растягивался и оставался надежно прижатым к роликам рольганга вплоть входа в тянущие ролики. После «привязки» полосы к барабану моталки скорости всех роликов выровняли со скорость полосы - второй штрихпунктирный маркер на фиг. 6. Можно отметить, что при работе САТТП-2 было сразу после выхода полосы из 12-й клети включено технологической ускорение 0,03 м/с2 для компенсации охлаждения полосы на промежуточном рольганге - фиг. 6, хотя обычно это ускорение включается только после захвата полосы моталкой из-за опасения застревания переднего конца тонкой полосы при транспортировании на высокой скорости.
Использование предлагаемого способа позволяет снизить простои и брак из-за застреваний переднего конца тонкой полосы на отводящем рольганге широкополосного стана, повысить скорость транспортировки переднего конца тонкой полосы по рольгангу.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ СКОРОСТНЫМ РЕЖИМОМ ОТВОДЯЩЕГО РОЛЬГАНГА ШИРОКОПОЛОСНОГО СТАНА | 1999 |
|
RU2147950C1 |
| Способ прокатки и транспортировки тонких полос по отводящему рольгангу широкополосного стана | 2020 |
|
RU2743386C1 |
| Способ управления скоростным режимом отводящего рольганга | 1981 |
|
SU975131A1 |
| СПОСОБ УПРАВЛЕНИЯ СКОРОСТНЫМ РЕЖИМОМ ОТВОДЯЩЕГО РОЛЬГАНГА ШИРОКОПОЛОСНОГО СТАНА | 2007 |
|
RU2373006C2 |
| СПОСОБ ТРАНСПОРТИРОВАНИЯ ПОЛОСЫ ПО ОТВОДЯЩЕМУ РОЛЬГАНГУ ШИРОКОПОЛОСОВОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2000 |
|
RU2189288C2 |
| Устройство для охлаждения движущейся горячекатаной полосы | 1990 |
|
SU1754252A1 |
| СПОСОБ ОБРАБОТКИ ТОНКОЙ ПОЛОСЫ ПЕРЕД СМОТКОЙ НА НЕПРЕРЫВНОМ ШИРОКОПОЛОСНОМ СТАНЕ ГОРЯЧЕЙ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2240878C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ПОЛОВ | 2002 |
|
RU2223833C2 |
| Устройство управления приводом секции отводящего рольганга | 1980 |
|
SU908451A1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2008 |
|
RU2379139C1 |
Изобретение относится к прокатному производству и может быть использовано при прокатке и транспортировке по отводящему рольгангу тонких и особо тонких полос широкополосных станов горячей прокатки. Способ управления скоростным режимом отводящего рольганга широкополосного стана включает создание превышения окружной скорости роликов рольганга над скоростью транспортирования переднего конца полосы и снижения окружной скорости роликов при подходе переднего конца к моталке. Перед тянущими роликами моталок снижают скорость группы роликов на участке протяженностью 15-25% длины рольганга, отстоящих от переднего конца полосы на расстоянии 10-20 м в момент, когда расстояние от переднего конца полосы до оборудования, потенциально способного контактировать с концом полосы и/или нарушить стабильность движения переднего конца составит 5-15 м, на 2-7% ниже скорости полосы. После привязки полосы к барабану моталки скорость роликов выравнивают со скоростью полосы. В результате обеспечивается снижение застреваний и повышение скорости прокатки полосы. 6 ил.
Способ управления скоростным режимом отводящего рольганга широкополосного стана, включающий создание превышения окружной скорости роликов рольганга над скоростью транспортирования переднего конца полосы и снижения окружной скорости роликов при подходе переднего конца к моталке, отличающийся тем, что снижают скорость только группы роликов на участке протяженностью 15-25% длины рольганга, отстоящих от переднего конца полосы на расстоянии 10-20 м в момент, когда расстояние от переднего конца полосы до оборудования, потенциально способного контактировать с концом полосы и/или нарушить стабильность движения переднего конца, в виде неподвижных затворов, проводки, центрирующих линеек, транспортирующих роликов с увеличенным шагом, составит 5-15 м, на 2-7% ниже скорости полосы, а после привязки полосы к барабану моталки скорость роликов выравнивают со скоростью полосы.
| СПОСОБ УПРАВЛЕНИЯ СКОРОСТНЫМ РЕЖИМОМ ОТВОДЯЩЕГО РОЛЬГАНГА ШИРОКОПОЛОСНОГО СТАНА | 1999 |
|
RU2147950C1 |
| СПОСОБ УПРАВЛЕНИЯ СКОРОСТНЫМ РЕЖИМОМ ОТВОДЯЩЕГО РОЛЬГАНГА ШИРОКОПОЛОСНОГО СТАНА | 2007 |
|
RU2373006C2 |
| Способ управления скоростным режимом отводящего рольганга широкополосного стана | 1985 |
|
SU1319956A1 |
| Способ управления скоростным режимом отводящего рольганга | 1981 |
|
SU975131A1 |
| Способ регулирования скорости вращения роликов отводящего рольганга широкополосного стана горячей прокатки | 1980 |
|
SU1047563A1 |
| Тепломер | 1932 |
|
SU32766A1 |

