Изобретение относится к цветной металлургии и предназначено для монтажа катодного узла алюминиевого электролизера.
Известна конструкция бортовой футеровки катода, в которой предусмотрено ук- рытиэ верхней плоскости бортовых блоков фланцевым листом, приваренным к кронштейнам, закрепленным на боковых сторонах катодного кожуха. Температурный шов между блоками и кожухом засыпается шамотным порошком. Зазор между верхней плоскостью угольных блоков и фланцевым листом набивается подовой массой или гипсом.
Недостатком данной конструкции бортовой футеровки является сложность монтажа фланцевого листа с кронштейнами. При нагреве фланцевый лист в процессе эксплуатации изгибается вверх, при этом пространство под фланцевым листом
заполняется электролитом и за счет его намораживания фланцевый лист отрывается от кронштейнов и требуется ремонт. Проведение ремонта в условиях эксплуатации затруднено, так как температура в зоне ремонта достигает 200-250°С, повышенная загазованность, запыленность и воздействие магнитного поля на применяемый инструмент и металлические конструкции. Кроме того, взаимодействие фланцевого листа с электролитом приводит к повышенному содержанию железа в выпускаемом алюминии. Теплоизоляция - из шамотного порошка, засыпанного в температурный шов между бортовыми блоками и катодным кожухом за счет вибрации при обработке ванны при подаче глинозема в расплав уплотняется, оседая вниз. Между бортовой футеровкой и кожухом катода образуются полости, запо/ненные воздухом, который
Ч
О W
ю
окисляет поверхность нагретых при эксплуатации бортовых блоков, вызывая их сгорание. ,
Наиболее близким к предлагаемому по технической сущности является конструкция электролизера, в которой бортовая футеровка смонтирована точно также, как в предыдущем примере, иднако на криолито-глиноземную корку засыпают глинозем обеспечивая его естественный угол откоса, при этом глиноземная засыпка предохраняет от окисления боковую поверхность анода.
Недостатками данного технического решения являются те же, что и в предыдущем примере, однако процесс термической деформации фланцевого листа усугубляется тем, что он постоянно находится под теплоизолирующим слоем глинозема.
Цель изобретения - снижение трудозатрат при моя гаже и ремонте, повышение сор- тности алюминия и срока службы футеровки.
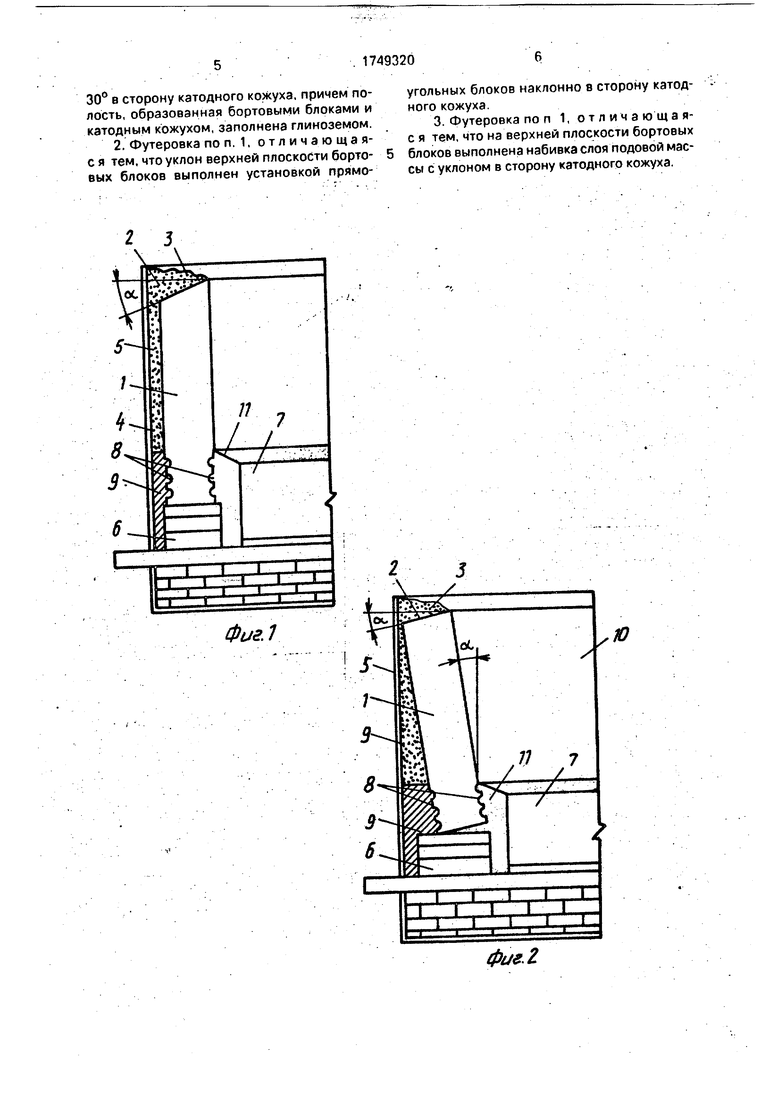
На фиг. 1 изображена бортовая футеровка со скошенной верхней поверхностью, поперечный разрез; на фиг. 2 - бортовая футеровка, у которой скошенность верхней плоскости достигнута за счет наклона прямоугольных блоков; на фиг. 3 - бортовая футеровка, скошенность верхней поверхности блоков которой достигнута за счет нанесения на нее набойки.
Бортовая футеровка состоит из бортовых блоков 1, верхняя плоскость 2 которых имеет наклон к горизонту под углом а и образует полость 3 под глиноземную засыпку. Пространство между бортом катодного кожуха 4 и блоком 1 заполнено глиноземом, образуя температурный шов 5, Бортовой блок установлен на кирпичную бровку 6. На боковых поверхностях нижней части блока (в зоне его погружения в подину 7) выполнены поперечные канавки 8. Нижняя часть блока жестко фиксирована со стороны борта катодного кожуха 4 твердеющей массой 9, а со стороны шахты 10 ванны подовой массой 11.
В случае установки прямоугольных бортовых блоков вертикально наклон его верхней плоскости обеспечен за счет нанесения на эту плоскость набойки 12. При монтаже бортовой футеровки бортовой блок 1 устанавливают на кирпичную бровку 6, оставляя необходимый зазор - температурный шов 5 между бортом катодного кожуха 4 и блоком 1. Нижнюю часть температурного шва 5 заполняют твердеющей массой 9, например торкретмассой, до уровня подины 7. После застывания твердеющей массы 9 производят набойку подины 7 подовой массой 11. Перед монтажом футеровки производят
фрезеровку верхней плоскости 2 под угломЛ (фиг. 1) или скошенность верхней плоскости 2 обеспечивают на заводе при производстве бортовых блоков.
При монтаже бортовой футеровки по
схеме на фиг. 2 скошенность верхней плоскости 2 не производят, а устанавливают бортовой блок 1 под углом а к вертикали в сторону борта катодного кожуха на кирпичную бровку 6. а под нижнее основание подбивают подовую массу. При монтаже бортовой футеровки по схеме 3 на верхнюю плоскость 2 наносят слой подовой массы в виде набойки 12, за счет которой обеспечивают скошенность поверхности под углом а.
В процессе эксплуатации электролизера при загрузке глинозема в ванну часть его засыпают в пространство 3, откуда глинозем по наклонной плоскости 2 поступает в температурный шов 5, если в нем образуются пустоты в результате уплотнения. Таким образом обеспечивается надежная защита блока 1 от окисления сверху и со стороны
катодного кожуха 4.
Наличие на боковых сторонах нижней части блоков поперечных канавок препятствует выдавливанию блоков из ванны в процессе эксплуатации.
Угол наклона « 10-30° выбран из того расчета, что при а 10° слой глиноземной засыпки недостаточен для предохранения верхней плоскости 2 от окисления и затруднено поступление глинозема в температурный шов.
При а 30° образуется верхняя кромка блока 1 с острым углом, это становится причиной ее низкой прочности и механического разрушения при эксплуатации, например
при гашении анодного эффекта.
- Таким образом, изобретение позволяет исключить монтаж и ремонт фланцевого листа, т.е. снизить трудозатраты при монтаже бортовой футеровки, способствует повышению сортности выпускаемого алюминия и срока службы футеровки.
Формула изобретения
1. Бортовая футеровка алюминиевого электролизера содержащая прямоугольные бортовые блоки, связанные между собой подовой массой, и теплоизоляционный слой между катодным кожухом и бортовыми блоками. 1
отличающаяся тем. что, с целью снижения трудозатрат при монтаже и ремонте, повышения сортности алюминия и срока службы ф/теровки, верхняя плоскость бортовых блоков выполнена с уклоном 1030° в сторону катодного кожуха, причем полость, образованная бортовыми блоками и катодным кожухом, заполнена глиноземом. 2. Футеровка по п. 1, отличающая- с я тем, что уклон верхней плоскости бортовых блоков выполнен установкой прямоугольных блоков наклонно в сторону катодного кожуха.
3. Футеровка поп 1, отличающая- с я тем, что на верхней плоскости бортовых блоков выполнена набивка слоя подовой массы с уклоном в сторону катодного кожуха.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАТОДНОЕ УСТРОЙСТВО ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 2004 |
|
RU2270891C2 |
| СПОСОБ РЕМОНТА ФУТЕРОВКИ И ВВОДА В ЭКСПЛУАТАЦИЮ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1997 |
|
RU2124584C1 |
| СПОСОБ РЕМОНТА ФУТЕРОВКИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1998 |
|
RU2149222C1 |
| СПОСОБ ГОРЯЧЕГО РЕМОНТА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1997 |
|
RU2123545C1 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1997 |
|
RU2121528C1 |
| КАТОДНОЕ УСТРОЙСТВО ЭЛЕКТРОЛИЗЕРА ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ | 2006 |
|
RU2320782C1 |
| Устройство для крепления бортовых блоков катода алюминиевого электролизера | 1981 |
|
SU986967A1 |
| СПОСОБ МОНТАЖА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2001 |
|
RU2200212C2 |
| СПОСОБ МОНТАЖА ПОДОВОЙ СЕКЦИИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2082827C1 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2010 |
|
RU2458185C1 |

Изобретение относится к цветной металлургии и предназначено для монтажа катодного узла алюминиевого электролизера. Цель - снижение трудозатрат при монтаже и ремонте, повышение сортности алюминия и срока службы футеровки. В бортовой футеровке, содержащей бортовые блоки и теплоизоляционный слой между катодным кожухом и бортовыми блоками, верхняя плоскость блоков выполнена с уклоном 10- 30° в сторону катодною кожуха, причем полость, образованная бортовыми блоками и катодным кожухом, заполнена глиноземом. Уклон верхней плоскости может быть выполнен установкой прямоугольных блоков наклонно в сторону катодного кожуха или на верхней плоскости бортовых блоков может быть выполнена набивка слоя подовой массы с уклоном в сторону катодного кожуха. 2 з.п. ф-лы, 3 ил.
ФигЛ
фие.2
Фиг.З
| Ветюкрв М | |||
| М | |||
| и др Электрометаллургия алюминия и магния - М.: Металлургия, 1987, с | |||
| Экономайзер | 0 |
|
SU94A1 |
| Электролизер для получения алюминия | 1980 |
|
SU943326A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
