его разрезание на части для наблюдения картины пластической деформации.
Цель изобретения - снижение трудоемкости способа за счет совместного фор- мирования сопряженных разборных элементов образца, что достигается использованием при отливке и последующей опрессовке образца пуансоном разделительных пластин внутри самого образца.
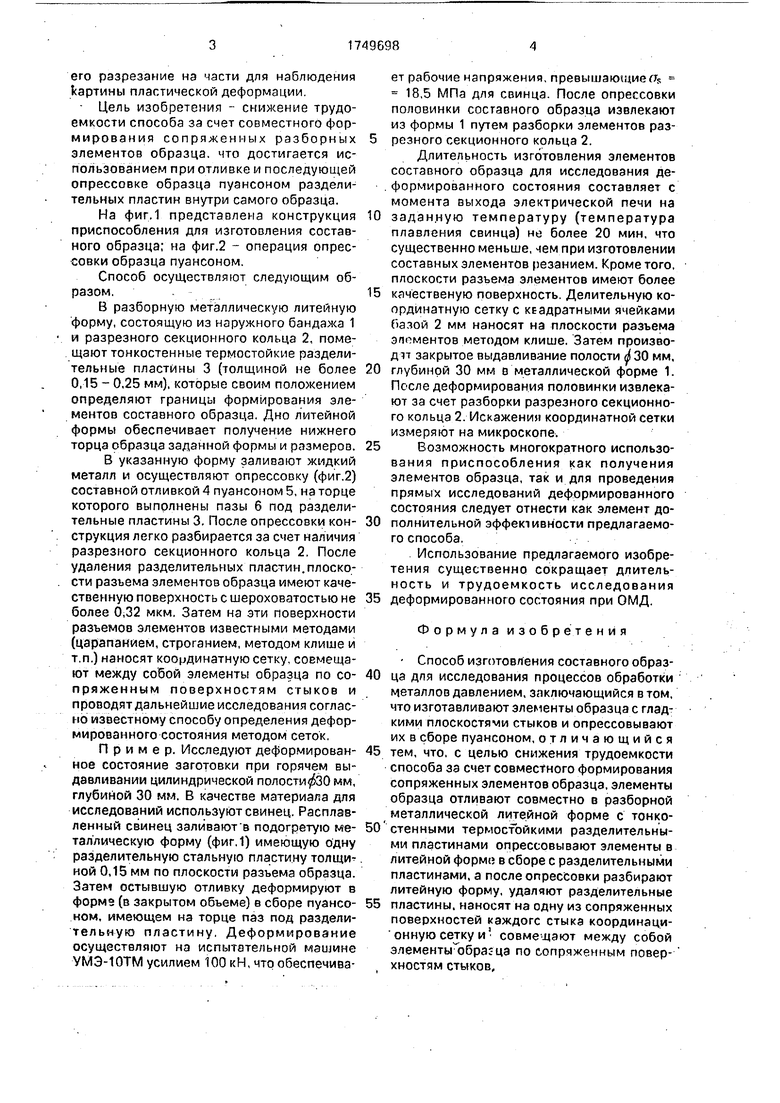
На фиг.1 представлена конструкция приспособления для изготовления составного образца; на фиг.2 - операция опрес- совки образца пуансоном.
Способ осуществляют следующим образом.
В разборную металлическую литейную форму, состоящую из наружного бандажа 1 и разрезного секционного кольца 2, помещают тонкостенные термостойкие разделительные пластины 3 (толщиной не более 0,15 - 0,25 мм), которые своим положением определяют границы формирования элементов составного образца. Дно литейной формы обеспечивает получение нижнего торца образца заданной формы и размеров. В указанную форму заливают жидкий металл и осуществляют опрессовку (фиг,2) составной отливкой 4 пуансоном 5, на торце которого выполнены пазы б под разделительные пластины 3. После опрессовки конструкция легко разбирается за счет наличия разрезного секционного кольца 2, После удаления разделительных пластин.плоскости разъема элементов образца имеют качественную поверхность с шероховатостью не более 0,32 мкм. Затем на эти поверхности разъемов элементов известными методами (царапанием, строганием, методом клише и т.п.) наносят координатную сетку, совмещают между собой элементы образца по сопряженным поверхностям стыков и проводят дальнейшие исследования согласно известному способу определения деформированного состояния методом сеток.
Пример. Исследуют деформированное состояние заготовки при горячем выдавливании цилиндрической полости ЗО мм, глубиной 30 мм. В качестве материала для исследований используют свинец. Расплавленный свинец заливают в подогретую металлическую форму (фиг.1) имеющую одну разделительную стальную пластину толщиной 0,15 мм по плоскости разъема образца. Затем остывшую отливку деформируют в формэ (в закрытом объеме) в сборе пуансоном, имеющем на торце паз под разделительную пластину. Деформирование осуществляют на испытательной машине УМЭ-10ТМ усилием 100 кН, что обеспечивает рабочие напряжения, превышающие 18,5 МПа для свинца. После опрессовки половинки составного образца извлекают из формы 1 путем разборки элементов разрезного секционного кольца 2.
Длительность изготовления элементов составного образца для исследования деформированного состояния составляет с момента выхода электрической печи на
задан.ную температуру (температура плавления свинца) не более 20 мин, что существенно меньше, чем при изготовлении составных элементов резанием. Кроме того, плоскости разъема элементов имеют более
качественую поверхность. Делительную координатную сетку с кеадратными ячейками базой 2 мм наносят на плоскости разъема эпрментов методом клише. Затем производи закрытое выдавливание полости 30 мм,
глубиной 30 мм а металлической форме 1. После деформирования половинки извлекают за счет разборки разрезного секционного кольца 2. Искажения координатной сетки измеряют на микроскопе.
Возможность многократного использования приспособления как получения элементов образца, так и для проведения прямых исследований деформированного состояния следует отнести как элемент дополнительной эффективности предлагаемого способа.
Использование предлагаемого изобретения существенно сокращает длительность и трудоемкость исследования
деформированного состояния при ОМД.
Формула изобретения
Способ изготовления составного образца для исследования процессов обработки металлов давлением, заключающийся в том, что изготавливают элементы образца с гладкими плоскостями стыков и спрессовывают их в сборе пуансоном, отличающийся
тем, что. с целью снижения трудоемкости способа за счет совместного формирования сопряженных элементов образца, элементы образца отливают совместно в разборной металлической литейной форме с тонко0 стенными термостойкими разделительными пластинами спрессовывают элементы в литейной форме; в сборе с разделительными пластинами, а после опрессовки разбирают литейную форму, удаляют разделительные
5 пластины, наносят на одну из сопряженных поверхностей кэждогс стыка координационную сетку и совмещают между собой элементьГобрагцэ по сопряженным поверхностям стыков,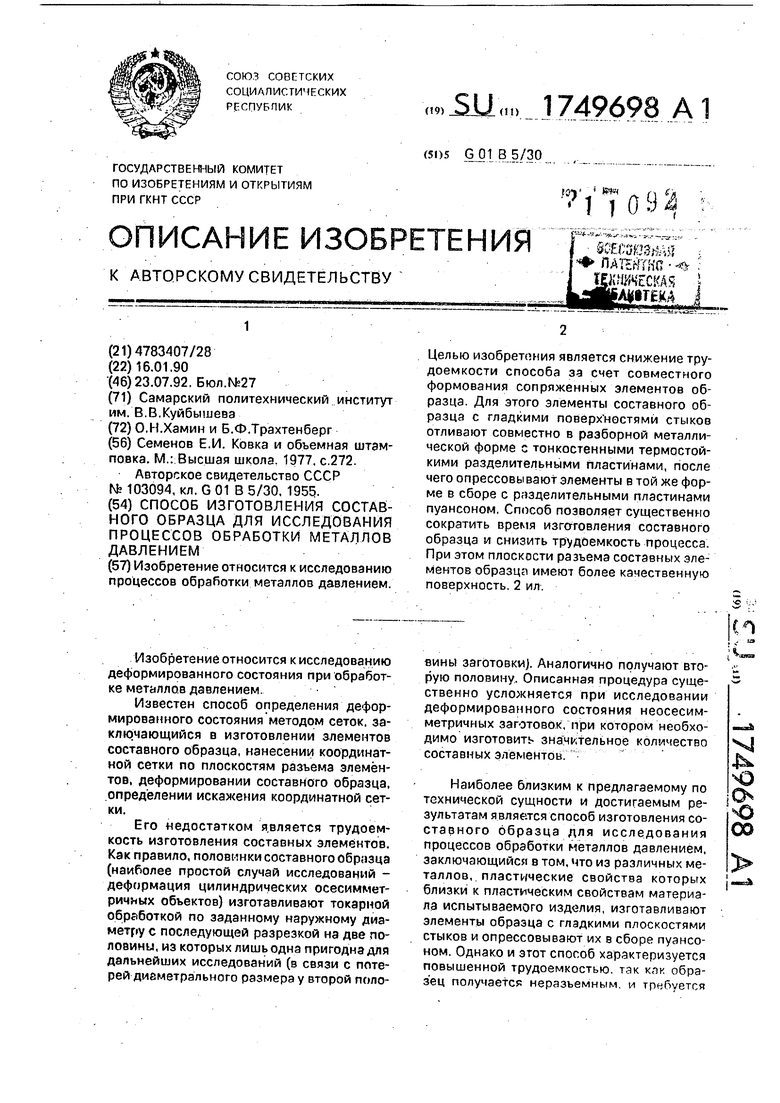
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления составного образца для моделирования процесса прокатки | 1988 |
|
SU1646632A1 |
| Способ изготовления составного образца с поверхностным слоем и ведения испытаний по определению параметров поверхностного упрочнения | 2020 |
|
RU2743618C1 |
| Способ исследования напряженно-деформированного состояния материала при выдавливании с раздачей | 1987 |
|
SU1484432A1 |
| Способ измерения деформации пористых образцов | 1988 |
|
SU1666272A1 |
| СПОСОБ ИСПЫТАНИЙ МАТЕРИАЛОВ ДЛЯ ОПРЕДЕЛЕНИЯ СИЛОВЫХ ПАРАМЕТРОВ ПРИ ПОЛУЧЕНИИ ПОЛЫХ ЗАГОТОВОК ОБРАБОТКОЙ ДАВЛЕНИЕМ | 2015 |
|
RU2625545C2 |
| Составная пуансон-матрица разделительного штампа | 1976 |
|
SU588045A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2004 |
|
RU2274546C1 |
| РАЗБОРНОЕ БУРОВОЕ ШАРОШЕЧНОЕ ДОЛОТО СО СМЕННЫМИ ШАРОШКАМИ И ИЗМЕНЯЮЩИМИСЯ ОСЯМИ СЕКЦИЙ ЛАП | 2010 |
|
RU2433244C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕКЦИОННЫХ КОРПУСОВ ЛОДОК | 2010 |
|
RU2433058C1 |
| Способ оценки штампуемости листового металла А.Ю.Аверкиева | 1987 |
|
SU1493361A2 |
Изобретение относится к исследованию процессов обработки металлов давлением. Изобретение относится к исследованию деформированного состояния при обработке металлов давлением Известен способ определения деформированного состояния методом сеток, заключающийся в изготовлении элементов составного образца, нанесении координатной сетки по плоскостям разъема элементов, деформировании составного образца, определении искажения координатной сетки. Его недостатком является трудоемкость изготовления составных элементов. Как правило, половинки составного образца (наиболее простой случай исследований - деформация цилиндрических осесиммет- ричных объектов) изготавливают токарной обработкой по заданному наружному диаметру с последующей разрезкой на две половины, из которых лишь одна пригодна для дальнейших исследований (в связи с потерей диаметрального размера у второй полоЦелью изобретения является снижение трудоемкости способа за счет совместного формования сопряженных элементов образца. Для этого элементы составного образца с гладкими поверх ностями стыков отливают совместно в разборной металлической форме с тонкостенными термостойкими разделительными пластинами, после чего спрессовывают элементы в той же форме в сборе с разделительными пластинами пуансоном. Способ позволяет существенно сократить время изготовления составного образца и снизить трудоемкость процесса. При этом плоскости разъема составных элементов образца имеют более качественную поверхность. 2 ил. вины заготовки). Аналогично получают вторую половину. Описанная процедура существенно усложняется при исследовании деформированного состояния неосесим- метричных заготовок, при котором необходимо изготовить значительное количество составных элементов. Наиболее близким к предлагаемому по технической сущности и достигаемым результатам является способ изготовления составного образца для исследования процессов обработки металлов давлением, заключающийся в том, что из различных металлов, пластические свойства которых близки к пластическим свойствам материала испытываемого изделия, изготавливают элементы образца с гладкими плоскостями стыков и спрессовывают их в сборе пуансоном. Однако и этот способ характеризуется повышенной трудоемкостью, так клк образец получается неразъемным и требуется S ( sa j Vaw Х| ю о 00
Фиг.2
| Семенов Е.И | |||
| Ковка и объемная штамповка | |||
| М.: Высшая школа | |||
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
| Многослойный материал для моделей, применяемых для изучения истечения металла при пластической деформации, и способ его изготовления | 1955 |
|
SU103094A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
