Изобретение относится к обработке металлов давлением и может быть использовано при исследовании процессов прокатки с помощью образцов с координатной сеткой.
Цель изобретения - упрощение изготовления, повышение точности результатов и их статистической достоверности путем удвоения ч,исла исходных одновременно используемых координатных сеток.
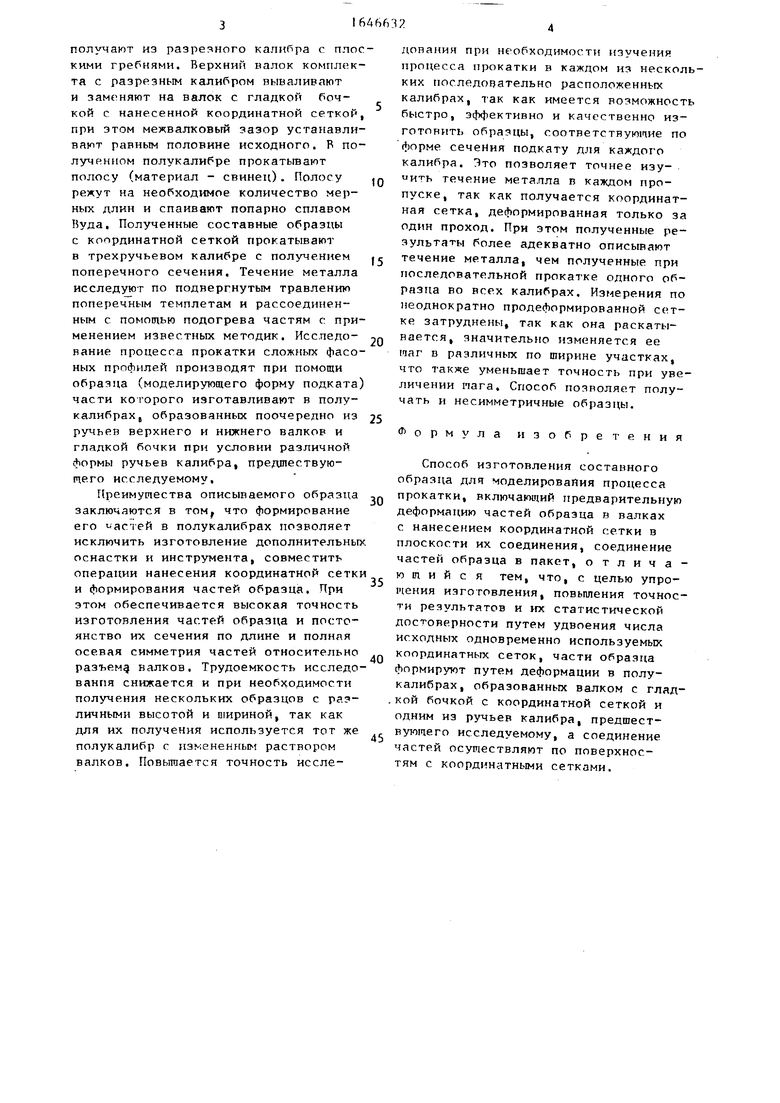
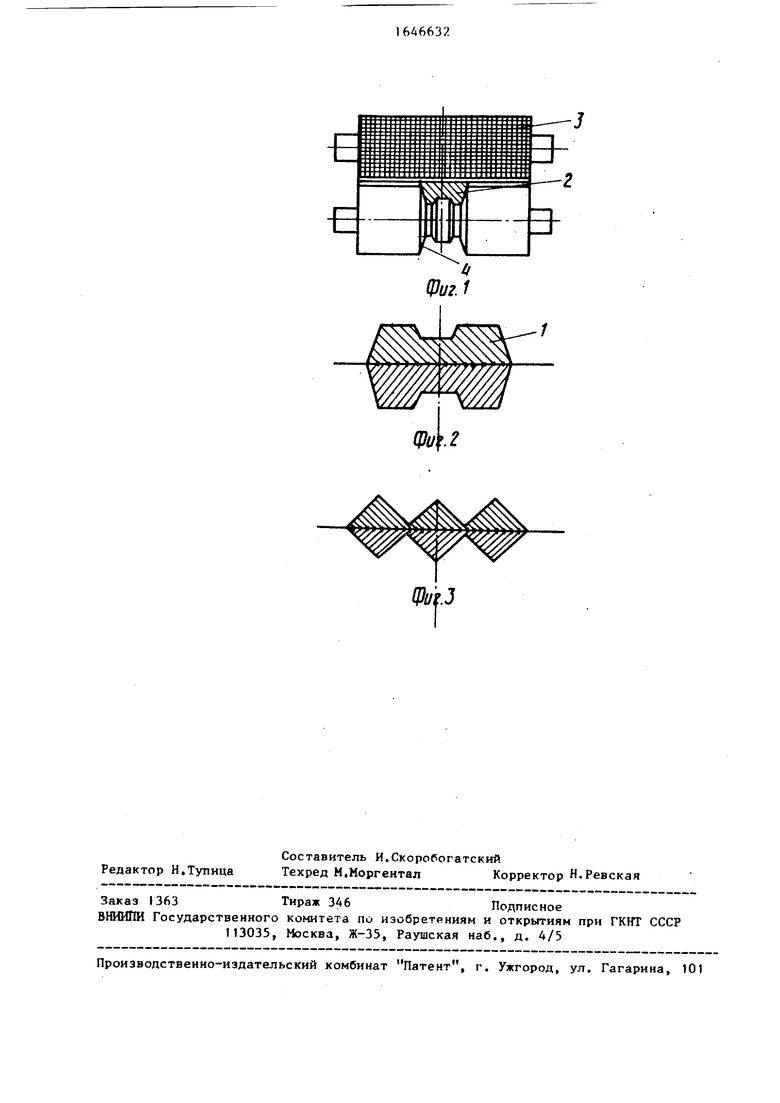
На фиг.1 показана схема получения части образца, продольный разрез по валкам; на фиг.2 - то же, попе- i
речный разрез образца до прокатки; на фиг.З - то же, поперечный разрез образца после прокатки.
Образец 1 получают путем деформации его частей 2 в полукалибрах, образованных валком 3, с гладкой бочкой с координатной сеткой и одним из ручьев 4 калибра, предшествующего исследуемому, а соединение частей 2 осуществляют по поверхностям с координатными сетками.
Пример. При исследовании поперечного течения металла при прокатке в трехручьевом калибре подкат
о
4ь О О5 СО ГС
получают из разрезного калибра с плоскими гребнями. Верхний валок комплекта с разрезным калибром вываливают и заменяют на валок с гладкой бочкой с нанесенной координатной сеткой, при этом межвалковый зазор устанавливают равным половине исходного. В полученном полукалибре прокатывают
полосу (материал - свинец). Полосу
режут на необходимое количество мерных длин и спаивают попарно сплавом Вуда. Полученные составные образцы с координатной сеткой прокатывают в трехручьевом калибре с получением поперечного сечения. Течение металла исследуют по подвергнутым травлению поперечным темплетам и рассоединенным с помощью подогрева частям с применением известных методик. Исследование процесса прокатки сложных фасо ных профилей производят при помощи образца (моделирующего форму подката части которого изготавливают в полукалибрах, образованных поочередно из ручьев верхнего и нижнего валков и гладкой бочки при условии различной формы ручьев калибра, предшествующего исследуемому,
Преимущества описываемого образца заключаются в том, что формирование его -астей в полукалибрах позволяет исключить изготовление дополнительны оснастки и инструмента, совместить операции нанесения координатной сетк и формирования частей образца. При этом обеспечивается высокая точность изготовления частей образца и постоянство их сечения по длине и полная осевая симметрия частей относительно разъема валков. Трудоемкость исследования снижается и при необходимости получения нескольких образцов с различными высотой и шириной, так как для их получения используется тот же полукалибр с измененным раствором валков. Повышается точность иссле
0
0
5
5
0
5
дования при необходимости изучения процесса прокатки в каждом из нескольких последовательно расположенных калибрах, так как имеется возможность быстро, эффективно и качественно изготовить образцы, соответствующие по форме сечеНия подкату для каждого калибра. Это позволяет точнее иэу- ить течение металла в каждом пропуске, так как получается координатная сетка, деформированная только за один проход. При этом полученные результаты более адекватно описывают течение металла, чем полученные при последовательной прокатке одного образца во всех калибрах. Измерения по неоднократно продеформированной сетке затруднены, так как она раскатывается, значительно изменяется ее шаг в различных по ширине участках, что также уменьшает точность при увеличении пага. Способ позволяет получать и несимметричные образцы.
Формула изобретения
Способ изготовления составного образца для моделирования процесса прокатки, включающий предварительную деформацию частей образца и валках с нанесением координатной сетки в плоскости их соединения, соединение частей образца в пакет, отличающийся тем, что, с целью упрощения изготовления, повышения точности результатов и их статистической достоверности путем удвоения числа исходных одновременно используемых координатных сеток, части образца формируют путем деформации в полукалибрах, образованных валком с глад- . кой бочкой с координатной сеткой и одним из ручьев калибра, предшествующего исследуемому, а соединение частей осуществляют по поверхностям с координатными сетками.
««
:::::::::::;::::;;::;:::::::::::::
Фи..г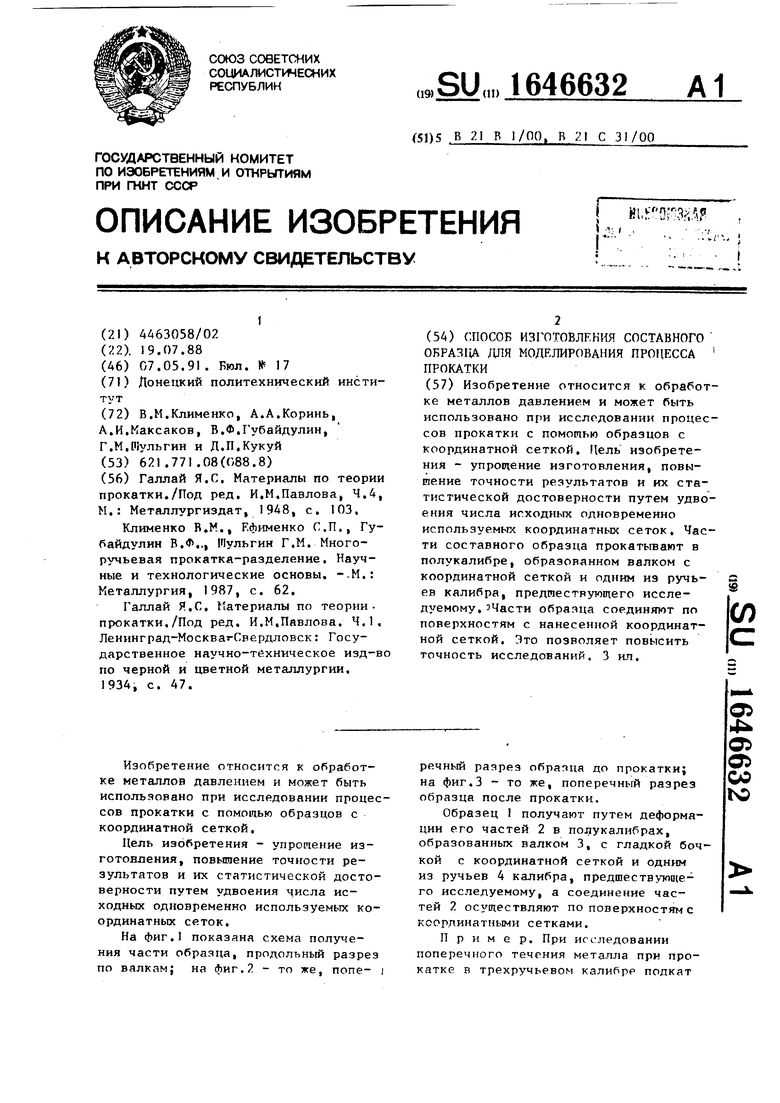
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ исследования деформации металла при прокатке | 1980 |
|
SU929252A1 |
| Способ горячей прокатки полосового металла | 1985 |
|
SU1260049A1 |
| Способ исследования течения металла при прокатке и образец для его осуществления | 1989 |
|
SU1623804A1 |
| Рабочая клеть стана холодной прокатки труб | 1979 |
|
SU774627A1 |
| СПОСОБ ПРОИЗВОДСТВА КАЛИБРОВАННОЙ ШЕСТИГРАННОЙ СТАЛИ | 1991 |
|
RU2025152C1 |
| ВАЛОК ДЛЯ ПЕРИОДИЧЕСКОЙ ПРОКАТКИ КОНУСНЫХ ДЛИННОМЕРНЫХ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2003 |
|
RU2255821C2 |
| Способ прокатки рельсов | 2019 |
|
RU2717251C1 |
| Способ производства сортовых заготовоки КАлибР для ЕгО ОСущЕСТВлЕНия | 1977 |
|
SU822932A2 |
| СИСТЕМА КАЛИБРОВ ВАЛКОВ ПРОКАТНОГО СТАНА | 2003 |
|
RU2255819C2 |
| Способ получения толстых листов | 1980 |
|
SU939140A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при исследовании процессов прокатки с помощью образцов с координатной сеткой. Цель изобретения - упрощение изготовления, повышение точности результатов и их статистической достоверности путем удвоения числа исходных одновременно используемых координатных сеток. Части составного образца прокатывают в полукалибре, образованном валком с координатной сеткой и одним из ручьев калибра, предшествующего исследуемому. эЧасти образца соединяют по поверхностям с нанесенной координатной сеткой. Это позволяет повысить точность исследований. 3 ил. $ (Л
| Галлай Я.С | |||
| Материалы по теории прокатки./Под ред | |||
| И.М.Павлова, Ч.4, М.: Металлургиздат, 1948, с | |||
| Клапанный регулятор для паровозов | 1919 |
|
SU103A1 |
| Клименко В.М., Ефименко С.П., Гу- байдулин В.Ф.., Шульгин Г.М | |||
| Многоручьевая прокатка-разделение | |||
| Научные и технологические основы | |||
| .М.: Металлургия, 1987, с | |||
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Галлай Я.С | |||
| Материалы по теории, прокатки,/Под ред | |||
| И.М.Павлова | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Ленинград-Москва Свердловск: Государственное научно-техническое изд-во по черной и цветной металлургии | |||
| Приспособление к рогульчатым ватерам для торможения катушки | 1924 |
|
SU1934A1 |
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
