Изобретение относится к обработке металлов давлением, а именно к способам исследования напряженно-деформированного состояния при выдавливании с раздачей.
Цель изобретения - повышение достоверности результатов измерений за счет обеспечения надежности соединения составных образцов при исследовании процессов выдавливания с раздачей.
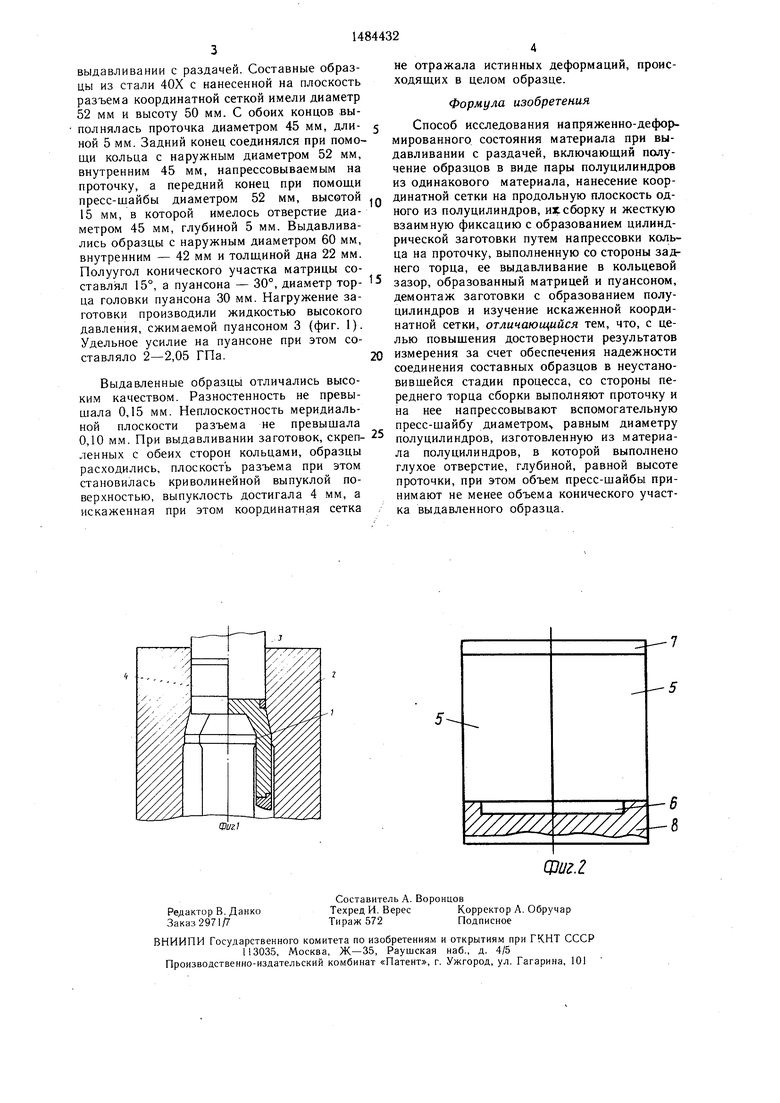
На фиг. 1 показана деформация заготовки при осуществлении способа; на фиг. 2 - исходная заготовка.
Способ осуществляют следующим образом.
В штамп, содержащий неподвижный пуансон 1, матрицу 2 и контрпуансон 3, помещают заготовку 4, которую изготавливают (фиг. 2) в виде двух полуцилиндров 5, на меридиальную плоскость одного из которых нанесена координатная сетка. На проточку 6 со стороны заднего конца напрессовано кольцо 7, а со стороны переднего - пресс-шайба 8. Размеры пресс-шайбы 8 выбирают из расчета, чтобы объем дна пресс- шайбы был не меньше объема кольцевой полости, образованной коническими участками матрицы и пуансона. Все элементы образца выполняют из одного материала
Это позволяет предотвратить раскрытие полуцилиндров по плоскости разъема со стороны переднего конца в начальной стадии выдавливания, когда наружная поверхность переднего конца образца является свободной, соответственно повысить точность определения напряженно-деформированного состояния.
Пример.Исследовали напряженно-деформированное состояние заготовки при прямом
4
оо
4 4
оо
1C
выдавливании с раздачей. Составные образцы из стали 40Х с нанесенной на плоскость разъема координатной сеткой имели диаметр 52 мм и высоту 50 мм. С обоих концов выполнялась проточка диаметром 45 мм, длиной 5 мм. Задний конец соединялся при помощи кольца с наружным диаметром 52 мм, внутренним 45 мм, напрессовываемым на проточку, а передний конец при помощи пресс-шайбы диаметром 52 мм, высотой 15 мм, в которой имелось отверстие диаметром 45 мм, глубиной 5 мм. Выдавливались образцы с наружным диаметром 60 мм, внутренним - 42 мм и толщиной дна 22 мм. Полуугол конического участка матрицы составлял 15°, а пуансона - 30°, диаметр торца головки пуансона 30 мм. Нагружение заготовки производили жидкостью высокого давления, сжимаемой пуансоном 3 (фиг. 1). Удельное усилие на пуансоне при этом составляло 2-2,05 ГПа.
Выдавленные образцы отличались высоким качеством. Разностенность не превышала 0,15 мм. Неплоскостность меридиаль- ной плоскости разъема не превышала 0,10 мм. При выдавливании заготовок, скрепленных с обеих сторон кольцами, образцы расходились, плоскость разъема при этом становилась криволинейной выпуклой поверхностью, выпуклость достигала 4 мм, а искаженная при этом координатная сетка
0
5
не отражала истинных деформаций, происходящих в целом образце.
Формула изобретения
Способ исследования напряженно-деформированного состояния материала при выдавливании с раздачей, включающий получение образцов в виде пары полуцилиндров из одинакового материала, нанесение координатной сетки на продольную плоскость одного из полуцилиндров, их сборку и жесткую взаимную фиксацию с образованием цилиндрической заготовки путем напрессовки кольца на проточку, выполненную со стороны заднего торца, ее выдавливание в кольцевой зазор, образованный матрицей и пуансоном, демонтаж заготовки с образованием полуцилиндров и изучение искаженной координатной сетки, отличающийся тем, что, с целью повышения достоверности результатов измерения за счет обеспечения надежности соединения составных образцов в неустановившейся стадии процесса, со стороны переднего торца сборки выполняют проточку и на нее напрессовывают вспомогательную пресс-шайбу диаметром, равным диаметру полуцилиндров, изготовленную из материала полуцилиндров, в которой выполнено глухое отверстие, глубиной, равной высоте проточки, при этом объем пресс-шайбы принимают не менее объема конического участка выдавленного образца.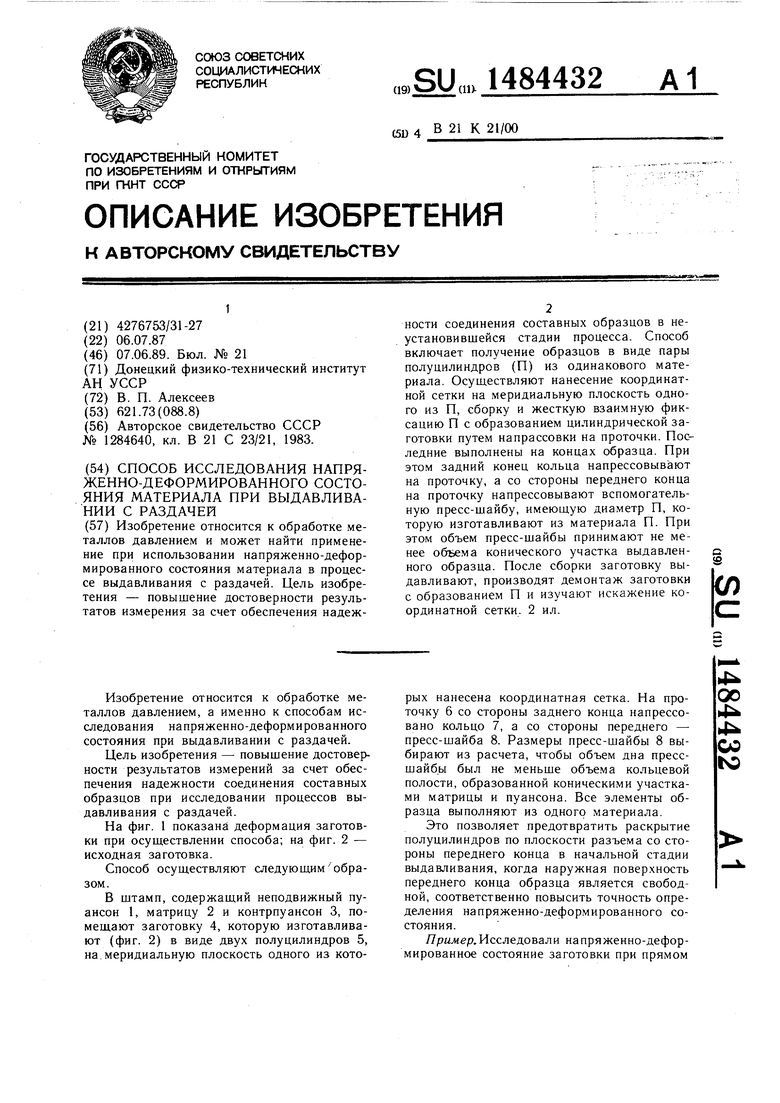
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ исследования напряженно-деформированного состояния материала при прессовании | 1983 |
|
SU1284640A1 |
| Способ изготовления составного образца для исследования процессов обработки металлов давлением | 1990 |
|
SU1749698A1 |
| Способ определения характера течения металла заготовки при прессовании | 1976 |
|
SU662225A1 |
| Способ измерения деформации пористых образцов | 1988 |
|
SU1666272A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ВТУЛОК | 1995 |
|
RU2101137C1 |
| СПОСОБ ПРЕССОВАНИЯ СЛИТКОВ | 1995 |
|
RU2078627C1 |
| СПОСОБ ИСПЫТАНИЙ МАТЕРИАЛОВ ДЛЯ ОПРЕДЕЛЕНИЯ СИЛОВЫХ ПАРАМЕТРОВ ПРИ ПОЛУЧЕНИИ ПОЛЫХ ЗАГОТОВОК ОБРАБОТКОЙ ДАВЛЕНИЕМ | 2015 |
|
RU2625545C2 |
| Способ оценки штампуемости листового металла А.Ю.Аверкиева | 1987 |
|
SU1493361A2 |
| Устройство для напрессовки фланцев на трубы | 1986 |
|
SU1355433A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1999 |
|
RU2176943C2 |
Изобретение относится к обработке металлов давлением и может найти применение при использовании напряженно-деформированного состояния материала в процессе выдавливания с раздачей. Цель изобретения - повышение достоверности результатов измерения за счет обеспечения надежности соединения составных образцов в неустановившейся стадии процесса. Способ включает получение образцов в виде пары полуцилиндров (П) из одинакового материала. Осуществляют нанесение координатной сетки на меридиальную плоскость одного из П, сборку и жесткую взаимную фиксацию П с образованием цилиндрической заготовки путем напрессовки на проточки. Последние выполнены на концах образца. При этом задний конец кольца напрессовывают на проточку, а со стороны переднего конца на проточку напрессовывают вспомогательную пресс-шайбу, имеющую диаметр П, которую изготавливают из материала П. При этом объем пресс-шайбы принимают не менее объема конического участка выдавленного образца. После сборки заготовку выдавливают, производят демонтаж заготовки с образованием П и изучают искажение координатной сетки. 2 ил.
Фиг
Составитель А Воронцов
Техред И Верес Тираж 572
-1
5
Ј ZZ///7
Фиг.г
в
Корректор А Обручар Подписное
| Способ исследования напряженно-деформированного состояния материала при прессовании | 1983 |
|
SU1284640A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
