I
Изобретение относится к инструментам для холодной листовой штамповки, применяемым, в частности, при изготовлении деталей электрических машин, и может быть использовано в машиностроении.
Известен узел крепления нуансона в держателе 1, содержащий , состоящий из вилки с пружиной и ролика, который размещен в лыске на пуансоне.
В известном устройстве содержится достаточно большое количество крепежных деталей, а стойкость пуансона невелика.
Известна составная пуансон-матрица разделительного штампа 2 для изготовления деталей типа етаторов и роторов электрических машин, содержащая втулку и секции, сопряженные по наружной поверхности втулки и фиксируемые от относнтельного осевого смещения при помощи вкладыша, устанавливаемого в пазу между сопряженными поверхностями втулки и секций, которые заключены в обойму.
В известной пуансон-матрице втулка и секции соединены и зафиксированы от относительного смещения таким образом, что образуют неразъемное соединение, затрудняющее сборку и разборку пуансон матрицы.
В описываемой пуансон-матрице для упрощения сборки и разборки и повышения ее стойкости вкладыш выполнен в виде разрезного кольца, паз выполнен кольцевым, а втулка - составной по высоте с плоскостью разъема частей, совпадающей с поверхностью, ограничивающей паз со стороны нера
бочего торца, при этом части втулки соединены между собой, а секции - с обоймой нри помощи резьбовых соединений со стороны рабочего торца пуансон-матрицы.
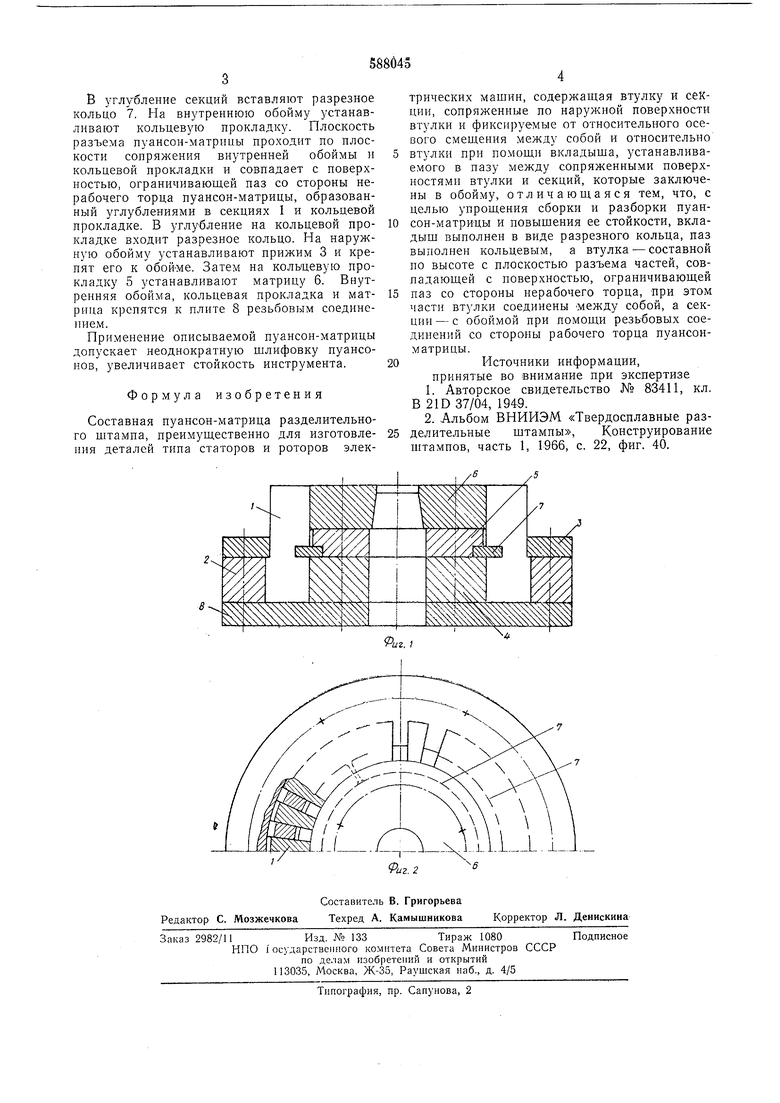
На фиг. I показана предлагаемая пуансопматрица, вид спереди; на фиг. 2 - то же, вид сбоку.
Соетавная пуансон-матрица содержит внутреннюю часть и наружную секционную часть 1, заключенную в наружную обойму 2 и
прикрепляемую к ней сверху прижимами 3. Внутренняя часть состоит из внутренней обоймы 4, кольцевой прокладки 5 и втулки (матрицы) 6. В кольцевой прокладке и секциях 1 наружной части пуансон-матрицы выполнены кольцевые пазы, образущие с поверхностью внутренней обоймы полость, где размещено разрезное кольцо 7. Вся пуансон-матрица крепится к плпте 8. Сборку пуансон-матрицы осуществляют
следующим образом.
На плиту устанавливают наружную обойму и кренят ее к плите резьбовым соединением. Далее на плиту устанавливают вн треннюю обойму и между обоймами устанавливают секции 1.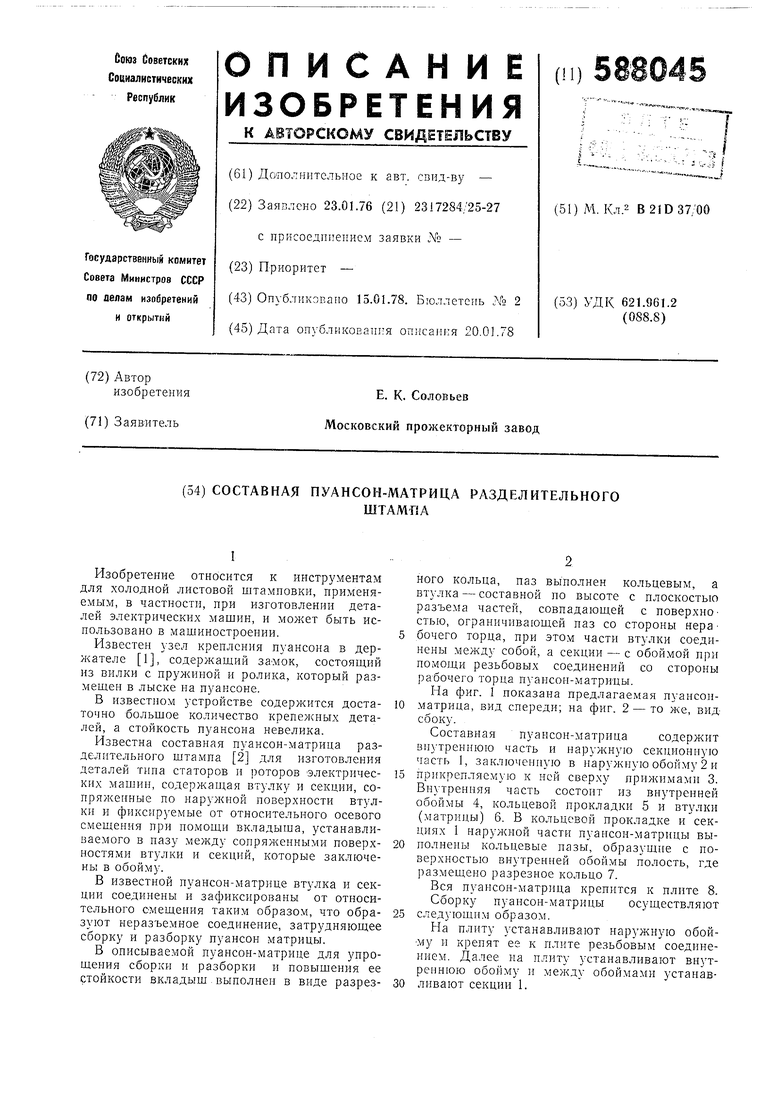
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2000 |
|
RU2193940C2 |
| ВОЛНОВАЯ ГЕРМЕТИЧНАЯ ПЕРЕДАЧА АБРАМОВА В.А. | 2012 |
|
RU2551556C2 |
| Пресс-форма для прессования изделий из порошков | 1984 |
|
SU1187913A1 |
| Устройство для изготовления полых,преимущественно составных деталей с наружными и внутренними профилированными кольцевыми утолщениями | 1982 |
|
SU1097421A1 |
| Устройство для высадки концевых утолщений на трубах | 1983 |
|
SU1094663A1 |
| Штамп для объемной штамповки | 1990 |
|
SU1729674A2 |
| Составная матрица разделительного штампа | 1979 |
|
SU944713A1 |
| Способ изготовления колец и штамп для его осуществления | 1981 |
|
SU1013073A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1990 |
|
SU1804022A1 |
