Изобретение относится к металлообработке, в частности к упрочнению конической резьбы методами ППД.
Известен способ упрочнения резьбы, заключающийся в пластическом деформировании ее витков во впадине инструментом, устанавливаемым так, что двугранный угол р между плоскостью симметрии профиля инструмента и плоскостью, перпендикулярной оси детали, равен углу подъема витка во впадине резьбы в данной точке, причем угол р во время упрочнения является неизменным.
Известен способ упрочнения резьбы, заключающийся в пластическом деформировании впадины ее витков инструментом, устанавливаемым так, что двугранный угол р между плоскостью симметрии поофиля инструмента и плоскостью, перпендикулярной оси детали, равен углу подъема витка во впадине резьбы в этой точке, причем инструмент самоустанавливается во впадине резьбы под углом р.
Недостатком указанных способов является то, что они приводят к искажению профиля резьбы, быстрому износу инструмента вследствие невозможной или утрудненной самоустановки инструмента под описанным углом (р л смещения зоны деформирования в области с повышенной относительной скоростью перемещения детали и инструмента.
Цель изобретения - повышение точности резьбы и увеличение стойкости инструмента.
Поставленная цель достигается предотвращением увеличения площади контакта инструмента и детали, а также смещения зоны деформирования в области с повышенной относительной скоростью перемещения инструмента и детали, для чего в процессе упрочнения принудительно изменяют величину двугранного угла р установки инструмента в соответствии с
изменением угла подъема витка во впадине резьбы путем изменения осевого перемещения инструмента и его поворота, при этом величину двугранного угла определяют по следующей зависимости. / arcsin x
л1 (dMMH +2 I tg«) -f tg a
где S - шаг резьбы;
JMHH - минимальный диаметр впадины упрочняемой резьбы;
I - расстояние от сечения с диаметром бмин до точки деформирования, 0 I L,
L - длина резьбы,
а- угол конуса резьбы,
постоянная величина, равная 3,14.
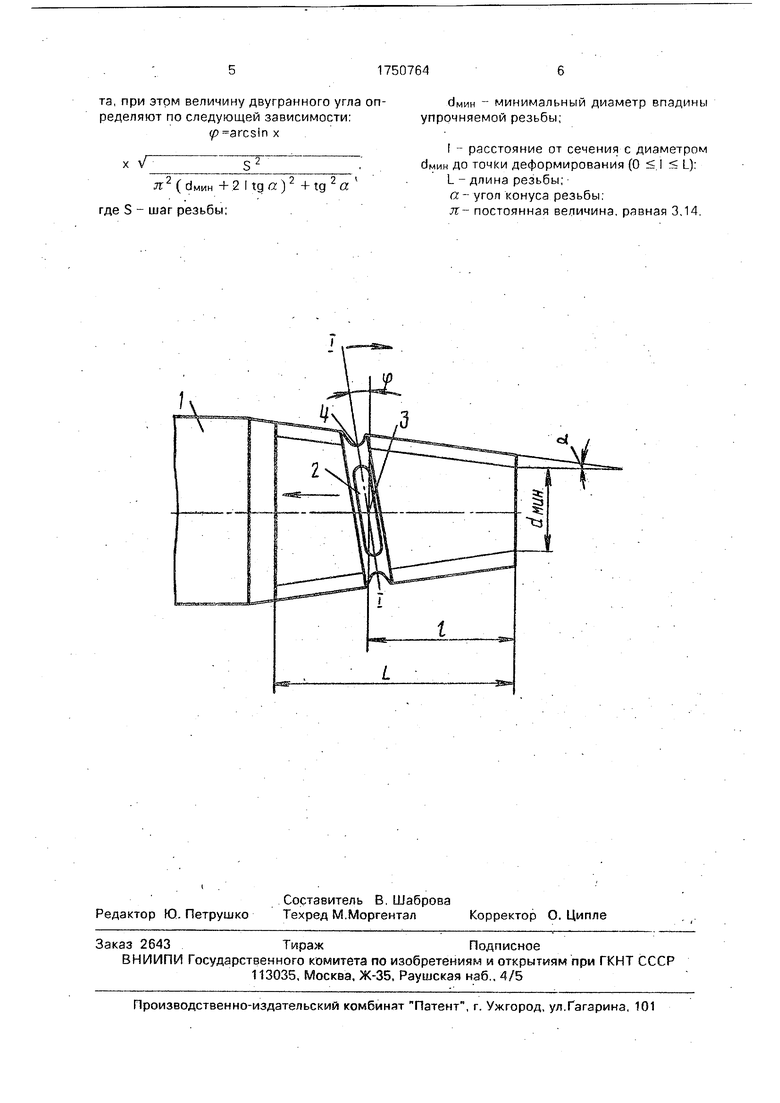
На чертеже показана схема упрочнения по предлагаемому способу
Детали 1 и упрочняющему инструменту 2 передаются перемещения, обеспечивающие воспроизведение точкой их контакта 3 винтовой линии впадины резьбы 4, они на- гру хаются усилиями, необходимыми для проведения упрочнения В процессе упрочнения принудительно изменяют величину двугранного угла (р между плоскостью симметрии профиля инструмента и плоскостью, перпендикулярной оси детали, в соответствии с изменением угла подъема витка во впадине резьбы путем изменения осевого перемещения инструмента и его поворота, при этом величину двугранного угла р определяют по следующей зависимости. fyO-arcsin x
л2 (Змии +2 I tg г/Г ftgV/
где S - шаг резьбы;
гЗмин - минимальный диаметр впадины упрочняемой резьбы;
I - расстояние от сечения с диаметром мин до точки деформирования, 0 I L;
L - длина резьбы;
а- угол конуса резьбы;
постоянная величина, равная 3,14.
Это позволяет избежать увеличения площади контакта инструмента и детали при упрочнении и смещения зоны деформирования в области с повышенной относительной скоростью перемещения детали и инструмента, что приводит к повышению точности резьбы и увеличению стойкости инструмента.
Пример Геометрические параметры резьбы S-5 08 мм 2tg a -1/4, 64 мм; с1мий -41 9R4 мм
Упрочнение проводилось на станке мод. 1Н983 методом обкатки роликом Материал ролика - сталь ШХ 15 HRC 59 62 Усилие прижима 8 кН, 2 прохода Частота вращения
шпинделя 63 об/мин Упрочнение проводилось для сравнения способов самоустановки инструмента во впадине резьбы и заявляемого способа при одинаковых режимах.
0Принудительное изменение угла р в соответствии с изменением угла подъема витка во впадине резьбы достигалось наличием кинематической связи между осевым перемещением инструмента и его поворотом
5 Кинематическая связь осуществлялась кулачковой парой, обеспечивающей для 0 «р 2,452° мм; 2,238° мм; (р -2 059°
мм; р -1,855°
Наличие указанной кинематической связи, обеспечивающее рассчитанное по приведенным зависимостям значение вышеописанного угла f, позволяет избежать
5 увеличения площади контакта инструмента и детали и смещения зоны деформирования в область с повышенной относительной скоростью их перемещения, что приводит к повышению точности резьбы и увеличению
0 стойкости инструмента.
Результаты испытаний показали уменьшение погрешностей вносимых упрочнением, на 20-25%
Экономическая эффективность вытека5 ет из повышения долговечности резьбы на 10-20% и увеличения технологической стойкости инструмента на 20-30%, что составляет 12 руб. на одно резьбовое соединение. Формула изобретения
0Способ упрочнения конической резьбы,
заключающийся в пластическом деформировании ее витков инструментом, устанавливаемым так, что двугранный угол р между плоскостью симметрии профиля инструмен- 5 та и плоскостью перпендикулярной оси детали, равен углу подъема витка во впадине резьбы в точке деформирования отличающийся тем, что, с целью повышения точности и увеличения стойкости инстру0 мента за счет предотвращения увеличения площади контакта инструмента и детали, а также смешения зоны деформирования в области с повышенной относительной скоростью перемещения детали и инструмента
5 в процессе упрочнения принудительно изменяют величину двугранного угла /зв соответствии с изменением угла подъема витка во впадине резьбы путем изменения осевого перемещения инструмента и его поворота, при этом величину двугранного угла определяют по следующей зависимости arcsin x
х V
л:2(с)мин + 2 Itga)2 + tg 2 a где S - шаг резьбы,
- минимальный диаметр впадины упрочняемой резьбы,
I - расстояние от сечения с диаметром с)мин до точки деформирования (0 I L) L - длина резьбы, а - угол конуса резьбы л- постоянная величина, равная 3.14

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ СЛОЖНОГО ПРОФИЛЯ | 2010 |
|
RU2493954C2 |
| Способ упрочнения конических резьб | 1990 |
|
SU1722671A1 |
| ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ | 2006 |
|
RU2312752C1 |
| СПОСОБ ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2006 |
|
RU2312753C1 |
| Роликовый червячный обкатник | 1980 |
|
SU963653A1 |
| Конический обкатник | 1983 |
|
SU1107943A2 |
| СПОСОБ ОБКАТЫВАНИЯ НАРУЖНЫХ ВИНТОВЫХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2447983C1 |
| ИНСТРУМЕНТ ДЛЯ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ КОНИЧЕСКОЙ РЕЗЬБЫ ДЕТАЛЕЙ | 2004 |
|
RU2271912C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЕРЕДНЕГО УГЛА В ТОРЦОВОМ СЕЧЕНИИ КОНЦЕВЫХ ФРЕЗ | 2012 |
|
RU2521198C1 |
| СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2008 |
|
RU2361713C1 |
Использование: обработка металлов давлением, поверхностная обработка, чистовая и упрочняющая обработка. Сущность изобретения: в процессе упрочнения детали и инструменту задают перемещения, обеспечивающие воспроизведение точкой их контакта винтовой линии впадины резьбы. Инструмент в процессе,упрочнения принудительно устанавливают так, что двугранный угол р между плоскостью симметрии инструмента и плоскостью, перпендикулярной оси детали, равен углу подъема витка в точке деформации. Предлагается зависимость для определения угла р .р arcsin x xV л -( +2ltg«)2+tg2« , где S шаг резьбы; - минимальный диаметр впадины упрочняемой резьбы; I - расстояние от сечения с диаметром до точки деформации (0 I L), L - длина резьбы ; а - угол конусности резьбы. 1 ил.
| Одинцов Л.Г | |||
| Упрочнение и отделка поверхностным пластическим деформированием | |||
| М.: Машиностроение, 1987, с 96 |
