Изобретение относится к обработке металлов давлением и может быть использовано в штамповочном производстве преимущественно при изготовлении трубчатых тонкостенных заготовок для сильфонов, а также в заготовительном производстве для переработки толстостенных труб в машиностроении, приборостроении и др отраслях.
Известен способ утонения трубчатых изделий, заключающийся в предварительной подготовке трубной заготовки путем сверления технологических отверстий, утонении стенки вытяжкой в матрице воздействием упругих элементов пуансона на стенки технологических отверстий.
Недостатком способа является невозможность безотходного утонения стенки трубных заготовок, так как после обработки необходимо удалить часть детали.
Известен способ ротационной вытяжки полых деталей, который заключается в утонении стенки детали, установленной на вращающейся оправке, под действием сил, приложенных со стороны роликов вдоль оси детали от ее дна к горловине
Недостатком известного способа является невозможность безотходного утонения стенки трубных заготовок за одну установку, так как для выполнения указанного трубную заготовку необходимо предварительно зафиксировать на оправке, что влечет за собой образование необработанного участка, требующего дополнительных затрат на его обработку.
Цель изобретения - повышение коэффициента использования металла
Поставленная цель достигается тем, что в способе ротационной обработки, заключающемся в последовательном утонении стенки полой осесимметричной заготовки на вращающейся оправке воздействием роликов, утонение стенки выполняют с одинаковой степенью обжатия и скоростью деформирования воздействием двух вращаемых в одном направлении роликов перемещаемых в процессе обработки в противоположных направлениях от середины заготовки к ее концам
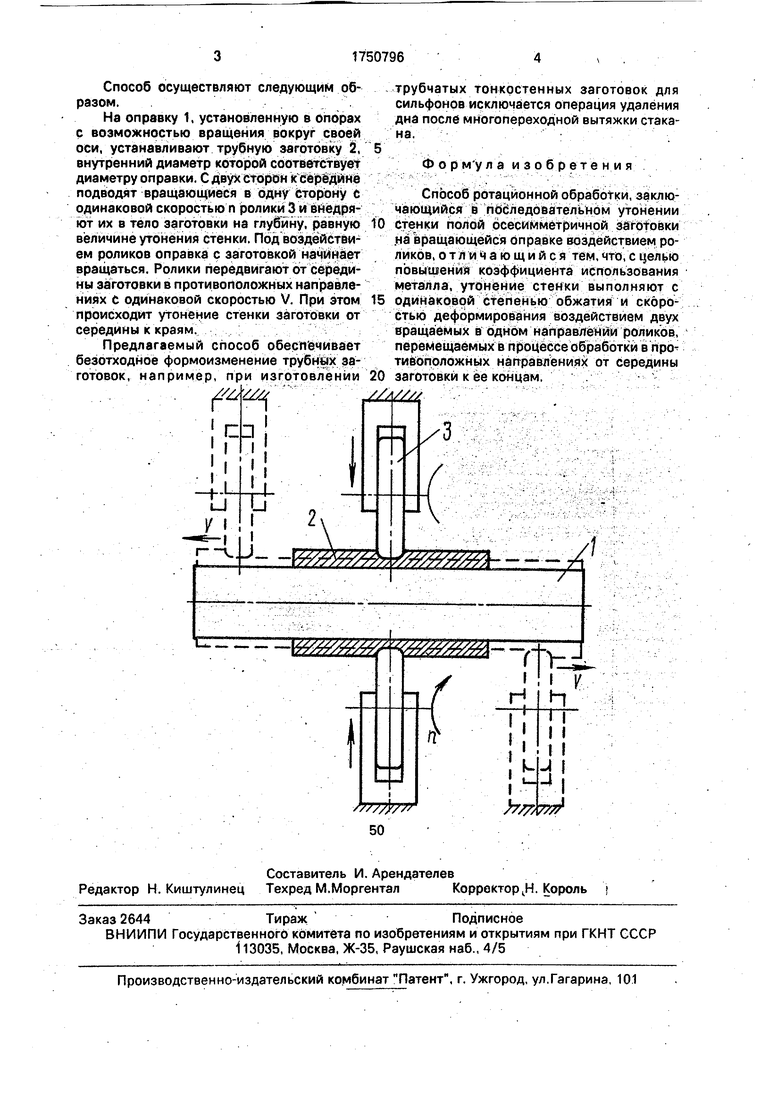
На чертеже представлена схема реализации способа.
vl СЛ О VI О Os
Способ осуществляют следующим образом.
На оправку 1, установленную в опорах с возможностью вращения вокруг своей оси, устанавливают трубную заготовку 2, внутренний диаметр которой соответствует диаметру оправки. С двух сторон к середине подводят вращающиеся в одну сторону с одинаковой скоростью п ролики 3 и внедряют их в тело заготовки на глубину, равную величине утонения стенки. Под воздействием роликов оправка с заготовкой начинает вращаться. Ролики передвигают от середины заготовки в противоположных направлениях с одинаковой скоростью V. При этом происходит утонение стенки заготовки от середины к краям.
Предлагаемый способ обеспечивает безотходное формоизменение трубных заготовок, например, при изготовлении
трубчатых тонкостенных заготовок для сильфонов исключается операция удаления дна после многопереходной вытяжки стакана.
Фор м у ла изобретения
Способ ротационной обработки, заключающийся в последовательном утонении стенки полой осееимметричной заготовки на вращающейся оправке воздействием роликов, отличающийся тем, что, с целью повышения коэффициента использования металла, утонение стенки выполняют с одинаковой степенью обжатия и скоростью деформирования воздействием двух вращаемых в одном направлении роликов, перемещаемых в процессе обработки в противоположных направлениях от середины заготовки к ее концам.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ОБОЛОЧЕК ИЗ ТРУБНЫХ ЗАГОТОВОК И ТРУБНАЯ ЗАГОТОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК РОТАЦИОННОЙ ВЫТЯЖКОЙ | 2009 |
|
RU2405646C1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ ДЕТАЛЕЙ СЛОЖНОГО ПРОФИЛЯ | 2009 |
|
RU2420367C1 |
| Способ изготовления осесимметричных тонкостенных корпусов сосудов с переменной толщиной стенки | 2018 |
|
RU2695100C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ КОРПУСОВ ПЕРЕМЕННОГО СЕЧЕНИЯ | 2011 |
|
RU2461436C1 |
| Способ изготовления тонкостенных оболочек периодического профиля из алюминиевых сплавов | 2016 |
|
RU2623203C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2010 |
|
RU2426617C1 |
| Способ ротационной вытяжки оболочек из трубных заготовок | 2015 |
|
RU2606132C1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ ОБОЛОЧЕК С УТОЛЩЕНИЯМИ | 2010 |
|
RU2449848C1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ПОЛЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 1996 |
|
RU2106217C1 |
| Способ изготовления тонкостенных осесимметричных стальных оболочек | 2015 |
|
RU2615959C1 |
Использование: обработка металлов давлением. Сущность изобретения полую осесимметричную заготовку устанавливают на вращающуюся оправку и деформируют двумя роликами, которые вращают в одном направлении и перемещают в процессе обработки в противоположных направлениях от середины заготовки кее концам Заготовку деформируют с утонением стенки с одинаковой степенью обжатия и скоростью деформирования. 1 ил
| Мещерин В Т | |||
| Листовая штамповка | |||
| Атлас схем | |||
| - М.: Машиностроение, 1975, с | |||
| Плуг с фрезерным барабаном для рыхления пласта | 1922 |
|
SU125A1 |
| Клапан | 1919 |
|
SU357A1 |
