Изобретение относится к области обработки металлов давлением, а именно к изготовлению полых осесимметричных деталей из высокопрочных сталей при высокой степени деформации, а также алюминиевых и других сплавов. Такие детали широко используются в качестве тонкостенных герметичных корпусов изделий, работающих под высоким давлением в различных отраслях народного хозяйства.
Основными требованиями, предъявляемыми к таким изделиям, являются обеспечение высокой конструктивной прочности и эксплуатационной надежности при минимальных весовых характеристиках, в связи с чем детали представляют собой тонкостенные оболочки со стенкой переменной толщины с высокой точностью геометрических размеров.
Известен способ изготовления полых осесимметричных деталей, включающий ротационную вытяжку исходной заготовки на вращающейся оправке несколькими роликами одинакового рабочего профиля, расположенными в одной плоскости, перпендикулярной оси вращения оправки, и установленными на одинаковом расстоянии от поверхности оправки [1]. Такой способ широко применяется в отечественной промышленности при производстве, например, тонкостенных деталей длиной 1000 мм и диаметром 700 мм из заготовок толщиной до 9-14 мм.
Способ не обеспечивает требуемую надежность изделий со стенкой переменной толщины в процессе эксплуатации, что объясняется тем, что в процессе деформирования высокопластичных металлов образуются наплывы, и, как следствие этого, происходит увеличение фактической степени деформации, приводящее к перенаклепу и поверхностным дефектам, что снижает надежность и точность ответственных корпусных деталей. Частичное ограничение наплыва за счет уменьшения угла рабочего конуса ролика и величины подачи приводит к снижению точности диаметральных размеров (явление "раскатки") и к погрешностям геометрической формы (овальность и кривизна). Все вышеизложенное ограничивает использование способа лишь для изготовления деталей неответственного назначения.
Известен также способ изготовления полых осесимметричных деталей, при котором ротационную вытяжку исходной заготовки осуществляют на вращающейся оправке несколькими коническими роликами, расположенными в одной плоскости, перпендикулярной оси вращения оправки [2].
Данный способ не может быть применен для ротационной вытяжки деталей с переменной толщиной стенки за одну операцию.
Известен способ ротационной вытяжки полых осесимметричных деталей, при котором исходную заготовку деформируют на вращающейся оправке несколькими коническими роликами в непрерывном очаге деформации с разведением его на несколько зон, последовательно расположенных вдоль оси оправки и наклоненных к ней под различными углами с возрастанием угла наклона от начала к концу очага деформации [3].
Известный способ не может быть использован для ротационной вытяжки деталей с переменной толщиной стенки за один проход, т.к. используемое оборудование позволяет производить необходимое в этом способе осевое перемещение роликов лишь путем наладки с последующей жесткой фиксацией в этом положении.
Кроме того, при равенстве площадей контакта ролика с заготовкой нагрузки на каждый ролик не будут равны, что приводит к радиальному смещению оправки с деталью и, как следствие, к снижению точности изготавливаемых деталей.
Технической задачей, на решение которой направлено заявленное изобретение, является расширение технологических возможностей путем обеспечения изготовления за один проход высококачественный деталей с переменной толщиной стенки.
Для решения поставленной задачи в известном способе ротационной вытяжки полых осесимметричных деталей, при котором исходную заготовку деформируют на вращающейся оправке несколькими коническими роликами в непрерывном очаге деформации и разделением его на несколько зон, последовательно расположенных вдоль оси оправки и наклоненных к ней под различными углами с возрастанием угла наклона от начала к концу очага деформации, деформирование осуществляется при равных радиальных нагрузках на каждый ролик путем смещения роликов, взаимодействующих с каждой зоной, относительно роликов, взаимодействующих с другими зонами, в радиальном направлении на величину, рассчитываемую в зависимости от величины суммарной деформации на обрабатываемом участке и геометрических параметров каждого ролика, при этом вершины конусов роликов располагают в одной плоскости, перпендикулярной оси вращения оправки.
Отдельные зоны очага деформации заготовки формируют несколькими роликами с одинаковыми геометрическими параметрами.
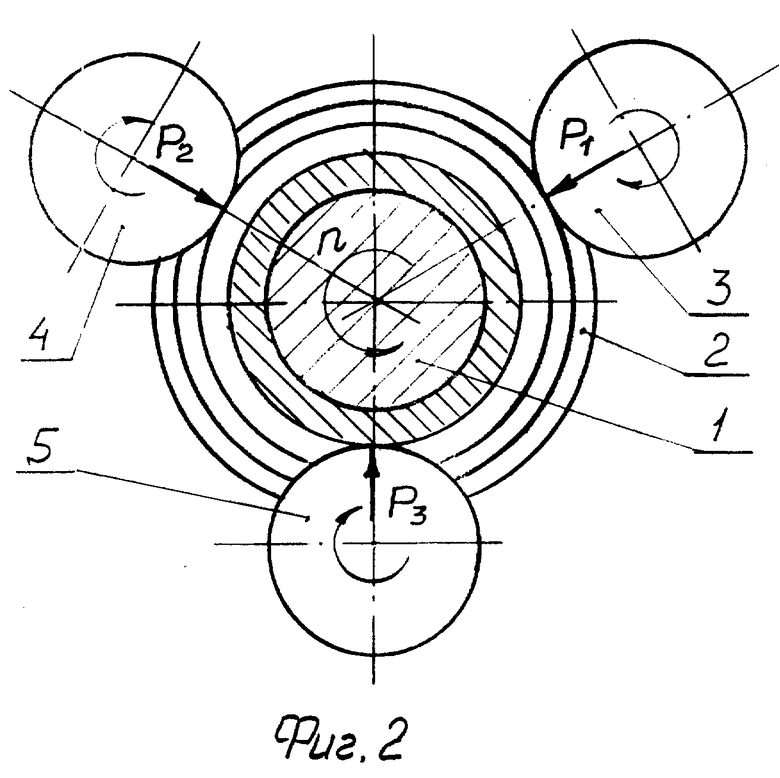
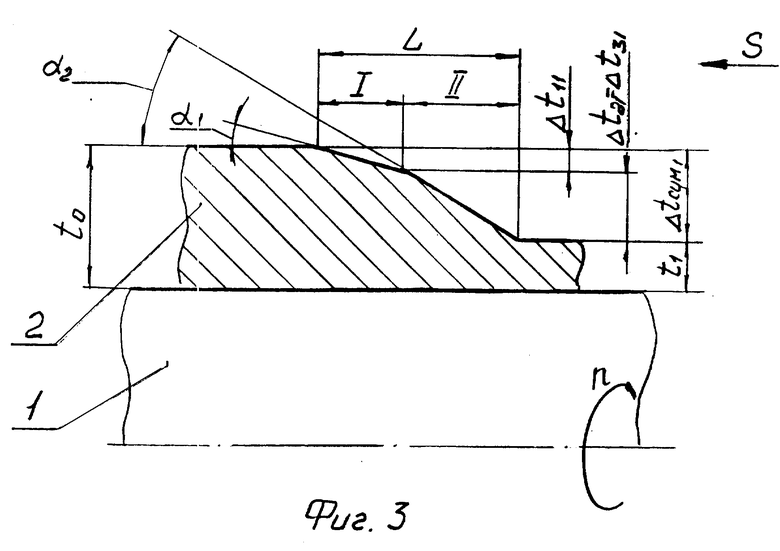
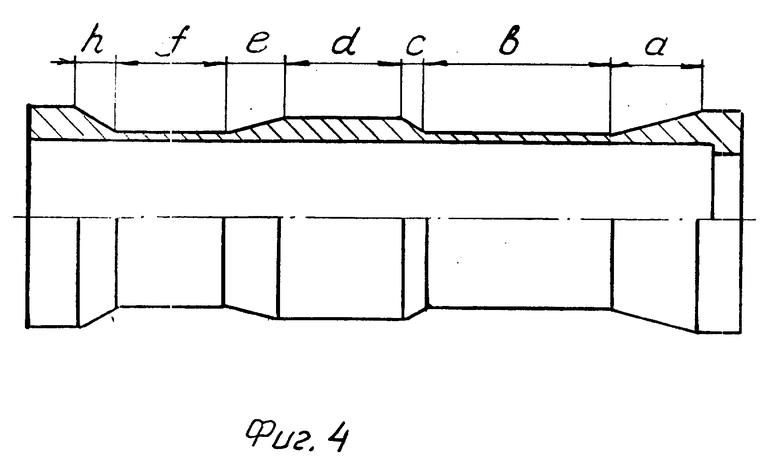
Сущность изобретения поясняется чертежами, где на фиг. 1 представлена схема очага деформации исходной заготовки тремя роликами с разными геометрическими параметрами; на фиг. 2 - схема расположения роликов, оправки и детали в процессе деформирования; на фиг. 3 - схема деформации тремя роликами, два из которых имеют одинаковые геометрические параметры; на фиг. 4 - обрабатываемая деталь.
Обработку детали предлагаемым способом осуществляют следующим образом. На оправку 1 устанавливают исходную заготовку 2 и приводят в совместное с ней вращение. Деформирующие ролики 3, 4, 5 сводят в радиальном направлении с взаимным смещением друг относительно друга, обеспечивающим равенство радиальных нагрузок F1, P2, P3 на каждый ролик в процессе деформирования на обрабатываемом участке, то есть P1 = P2 = P3. Вершины конусов находятся в одной плоскости, перпендикулярной оси оправки. При осевом перемещении роликов с рабочей подачей S осуществляют деформирование заготовки с исходной толщины стенки t0 до толщины стенки готовой детали t1 на обрабатываемом участке, обеспечивая суммарное утонение стенки Δtсум.1= t0 - t1 . При этом взаимным смещением роликов в радиальном направлении обеспечивают разделение непрерывного очага деформации протяженностью L между роликами на три зоны - I, II, III, наклоненные к оси детали под различными углами соответственно α1, α2, α3. .
Величины утонения стенки в каждой зоне Δt1, Δt2, Δt3 обеспечивают взаимным расположением роликов в радиальном направлении, исходя из условия создания равных радиальных нагрузок на каждый ролик на обрабатываемом участке детали, и определяют расчетным путем с использованием существующих зависимостей для определения радиальных усилий.
Аналогичным образом осуществляют деформирование любого участка детали, при этом изменение взаимного расположения роликов в процессе обработки производится автоматически от гидрокопировального устройства при обработке на оборудовании, оснащенном гидрокопировальными устройствами, или с помощью управляющей программы при обработке на оборудовании, оснащенном числовым программным управлением.
После окончания обработки всех участков детали ролики отводят в исходное положение и осуществляют съем детали с оправки, после чего устанавливают на оправку определенную заготовку, и цикл обработки повторяется.
При использовании в трехроликовом комплекте двух роликов с одинаковыми геометрическими параметрами, фиг. 3 в процессе деформирования по этой схеме непрерывный очаг деформации состоит из двух зон I и II с углами наклона к оси детали α1 и α2, , при этом зону I формируют одним роликом, а зону II - двумя одинаковыми роликами. Величину взаимного смещения ролика, которым формируют зону I, и двух роликов, которыми формируют зону II, устанавливают, как и в предыдущем случае, исходя из условия создания равных радиальных нагрузок на каждый ролик в процессе деформирования, при этом ролики, которыми формируют зону II, устанавливают без смещения друг относительно друга.
Способ ротационной вытяжки полых осесимметричных деталей реализуется следующим образом.
Пример. Ротационная вытяжка корпусных деталей с внутренним диаметром 285,3 мм + 0,68 общей длины детали 1900 мм, имеющих несколько цилиндрических участков B, d, f с толщиной стенки 2,2 мм ± 0,2; 4,4 мм ± 0,2 мм; 2,2 мм ± 0,2, а также переходные конические участки a, c, e, h с переменной толщиной стенки, осуществлялась из цилиндрической полой заготовки с толщиной стенки 6,3 мм и внутренним диаметром 285,6 мм.
Деформирование заготовки, установленной на вращающейся с частотой вращения n = 150 мин-1 оправке, производили тремя роликами 3, 4, 5, расположенными в одной плоскости, причем роликом 3 формировали зону 1 пол углом -15o, роликом 4 - зону II под углом -20o, роликом 5 - зону III под углом - 30o фиг. 1, фиг. 2.
Обработку начинали путем предварительного сведения роликов в радиальном направлении до установления контакта с поверхностью заготовки, при этом все три ролика занимали положение, когда расстояние от оправки до вершины каждого ролика равнялось толщине исходной заготовки t0 = 6,3 мм. Затем при включении осевой рабочей подачи S = 150 мм/мин формировали конический переходный участок a длиной 20 мм с переменной толщиной стенки от 6,3 мм в начале участка до 2,2 мм в конце, при этом каждым роликом производили деформирование стенки заготовки от нуля в начале деформирования на величину утонения стенки, которая рассчитана из условия обеспечения равенства радиальных нагрузок (усилий деформирования) на каждом ролике, т.е.  при этом суммарное утонение меняли от 0 до 4,1 мм.
при этом суммарное утонение меняли от 0 до 4,1 мм.
При обработке цилиндрического участка b длиной 585 мм с постоянной толщиной стенки 2,2 мм деформирование осуществляли при неизменном положении роликов с утонением стенки каждым роликом  .
.
Деформирование следующего конического участка c длиной 10 мм с переменной толщиной стенки от 2,2 мм в начале участка 4,4 мм в конце производили при неизменной рабочей осевой подаче с одновременным разведением роликов в радиальном направлении, при этом 
Затем деформировали цилиндрический участок d длиной 160 мм с постоянной толщиной 4,4 мм при неизменном положении роликов, обеспечивая величину суммарного утонения Δt
Аналогичным образом производили деформирование всех остальных участков детали, меняя взаимное расположение роликов в радиальном направлении в процессе обработки для получения заданной толщины стенки.
При деформировании последнего конического участка h с переменной толщиной стенки от 2,2 мм в начале участка до 6,3 мм в конце ролики при рабочей осевой подаче разводили в радиальном направлении с уменьшением величины утонения на каждом ролике до нуля;  при этом ролики устанавливали в конце обработки на расстоянии от оправки, равном толщине стенки исходной заготовки 6,3 мм.
при этом ролики устанавливали в конце обработки на расстоянии от оправки, равном толщине стенки исходной заготовки 6,3 мм.
Затем осуществляли ускоренный отвод роликов в исходное положение, производили съем детали с оправки, после чего осуществляли установку очередной заготовки на оправку, и цикл повторяли.
Аналогичным образом проводили обработку вышеуказанных деталей с использованием схемы, представленной на фиг. 3.
В этом случае в трехроликовом комплекте использовали один ролик для формирования зоны I под углом α1 = 15° и два ролика с одинаковыми геометрическими параметрами для формирования зоны II под углом α2 = 30° , разделяя тем самым непрерывный очаг деформации не на три зоны, как при деформировании по схеме на фиг. 1, а на две зоны. При этом величина утонения составила:
- на коническом переходном участке a;
- на цилиндрическом b:
- на переходном коническом c:
- на цилиндрическом d:
Цикл обработки корпусных деталей с переменной толщиной стенки по этому способу сократился в 2-3 раза по сравнению с обработкой по ранее действующей технологии.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2010 |
|
RU2426617C1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ ДЕТАЛЕЙ СЛОЖНОГО ПРОФИЛЯ | 2009 |
|
RU2420367C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ КОРПУСОВ ПЕРЕМЕННОГО СЕЧЕНИЯ | 2011 |
|
RU2461436C1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ ОБОЛОЧЕК С УТОЛЩЕНИЯМИ | 2010 |
|
RU2449848C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК С ПЕРИОДИЧЕСКИМ ПРОФИЛЕМ БОЛЬШОГО ДИАМЕТРА | 2009 |
|
RU2426618C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕКСТУРОВАННОЙ КУМУЛЯТИВНОЙ ОБЛИЦОВКИ | 2011 |
|
RU2502038C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК С ЛОКАЛЬНЫМИ УТОЛЩЕНИЯМИ | 2011 |
|
RU2460605C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ОБОЛОЧЕК | 2006 |
|
RU2343034C2 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ОБОЛОЧЕК ИЗ ТРУБНЫХ ЗАГОТОВОК И ТРУБНАЯ ЗАГОТОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК РОТАЦИОННОЙ ВЫТЯЖКОЙ | 2009 |
|
RU2405646C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ ПРОФИЛЬНЫХ ОБОЛОЧЕК | 2007 |
|
RU2356675C1 |
Способ относится к обработке металлов давлением и может быть использован при изготовлении полых осесимметричных деталей из высокопрочных сталей. Исходную заготовку деформируют на вращающейся оправке несколькими коническими роликами. Непрерывный очаг деформации разделен на несколько зон, последовательно расположенных вдоль оси оправки и наклоненных к ней под различными углами. Величина угла возрастает от начала к концу очага. На ролики действуют равные радиальные нагрузки. Для этого их смещают в радиальном направлении. Величину смещения определяют в зависимости от величины суммарной деформации на обрабатываемом участке и геометрических параметров роликов. Вершины конусов роликов располагают в одной плоскости, перпендикулярной оси вращения оправки. В результате получают детали высокого качества за один проход. 1 з.п.ф-лы, 4 ил.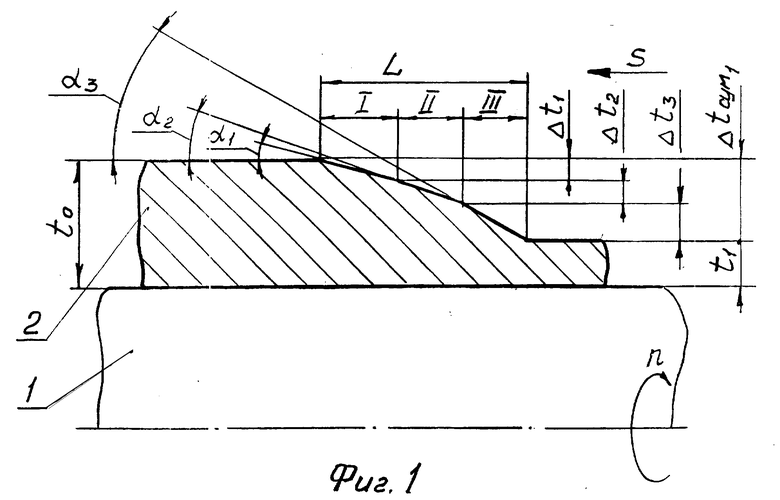
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Гредитор М.А | |||
| Давильные работы и ротационное выдавливание, М.: Машиностроение, 1971, с | |||
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Гредитор М.А | |||
| Давильные работы и ротационное выдавливание, М.: Машиностроение, 1971, с | |||
| Приспособление для записи звуковых явлений на светочувствительной поверхности | 1919 |
|
SU101A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| SU, авторское свидетельство, 745584, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
