Изобретение относится к режущему инструменту, а точнее к фрезам для обработки фасонных поверхностей различных деталей, и может быть использовано в машиностроении, в обувной промышленности для фрезерования подошв, а также в мебельной промышленности для фрезерования деревянных, пластиковых и комбинированных деталей.
Известны фрезы для обработки фасонных поверхностей, задняя поверхность зубьев которых затылованэ по спирали Архимеда с целью сохранения величин передних и задних углов после переточек со снятием припуска с передних поверхностей зубьев, в том числе фрезы с напаиваемыми твердосплавными пластинами.
Однако для заточки известных фрез требуется специальное оборудование, обеспечивающее затыловэние по спирали Архимеда, после переточки изменяются задние углы резания, в процессе переточки уменьшается диаметр фрезы, что требует подналадки оборудования после переточки. При заточке также необходимо, чтобы снимаемые с разных зубьев слои материала с целью предотвращения увеличения радиального биения режущих кромок были одинаковы, что приводит к завышенному съему материала с неизношеннТьТх зубьев и сокращению сроков эксплуатации фрезы.
Целью изобретения является снижение себестоимости изготовления за счет улучшения технологичности.
Поставленная цель достигается тем, что в известной фрезе для обработки фасонных поверхностей, содержащей корпус и режущие пластины, перетачиваемые путем съема припусков с плоских передних граней, каждая режущая пластина установлена с возможностью перемещения вдоль линии пересечения двух ее базовых плоских поверхностей, режущая кромка пластины представляет собой линию пересечения плоской передней грани с фасонной поверхностью, образующие которой параллельны линии пересечения базовых поверхностей, а на корпусе имеются по три плоские поверхности, одинаково расположенные по отношению к оси фрезы, две из которых
XI
сл о
00 Os
го
взаимодействуют с базовыми плоскими поверхностями пластины, а третья образует при пересечении по меньшей мере с одной из первых двух линию, являющуюся установочной базовой для установки положения передней грани пластины, например, путем совмещения этой линии с плоскостью передней грани пластины.
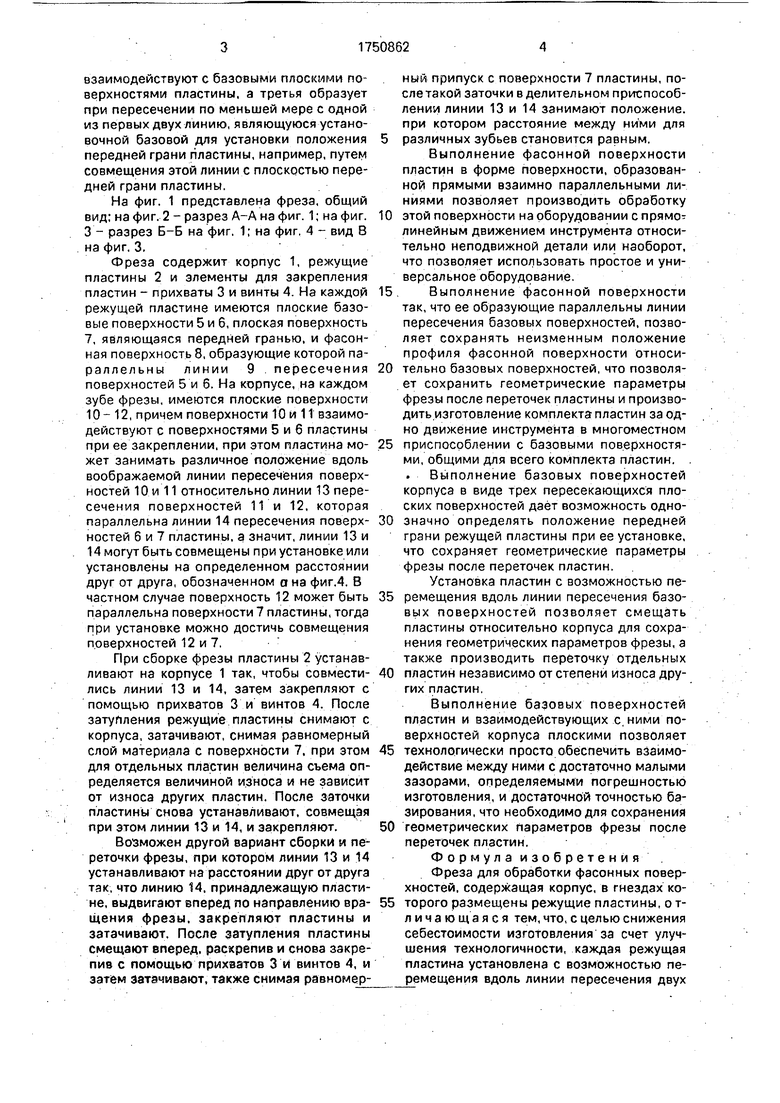
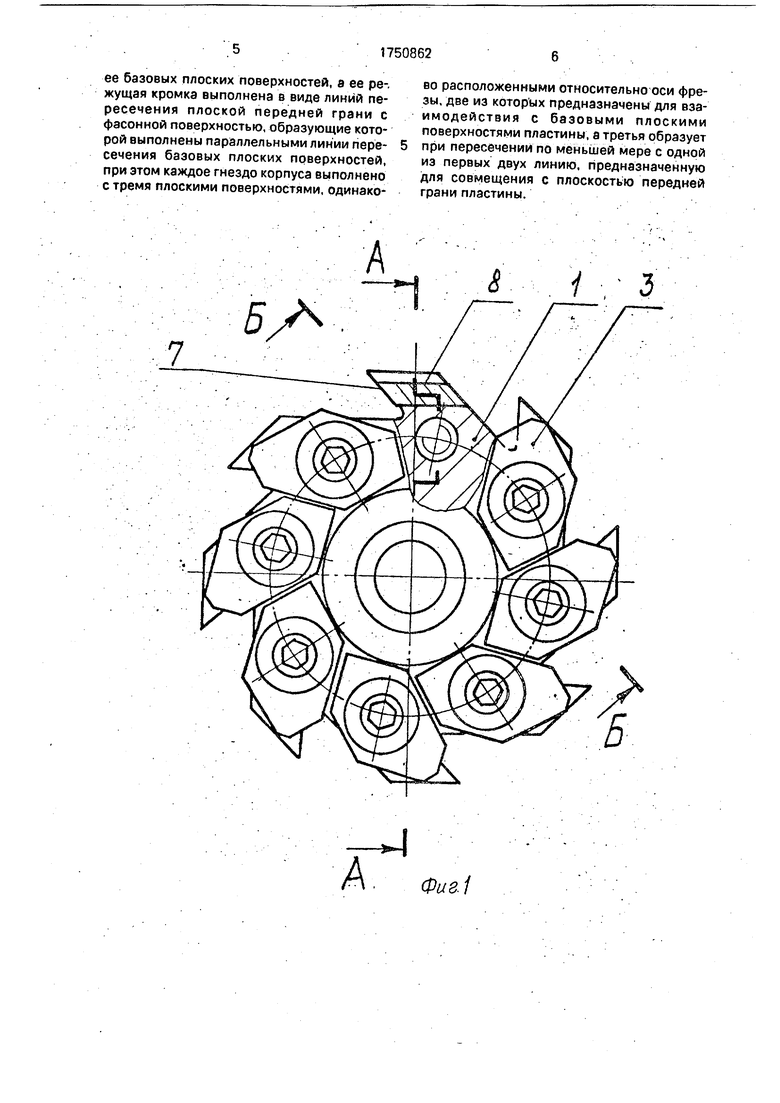
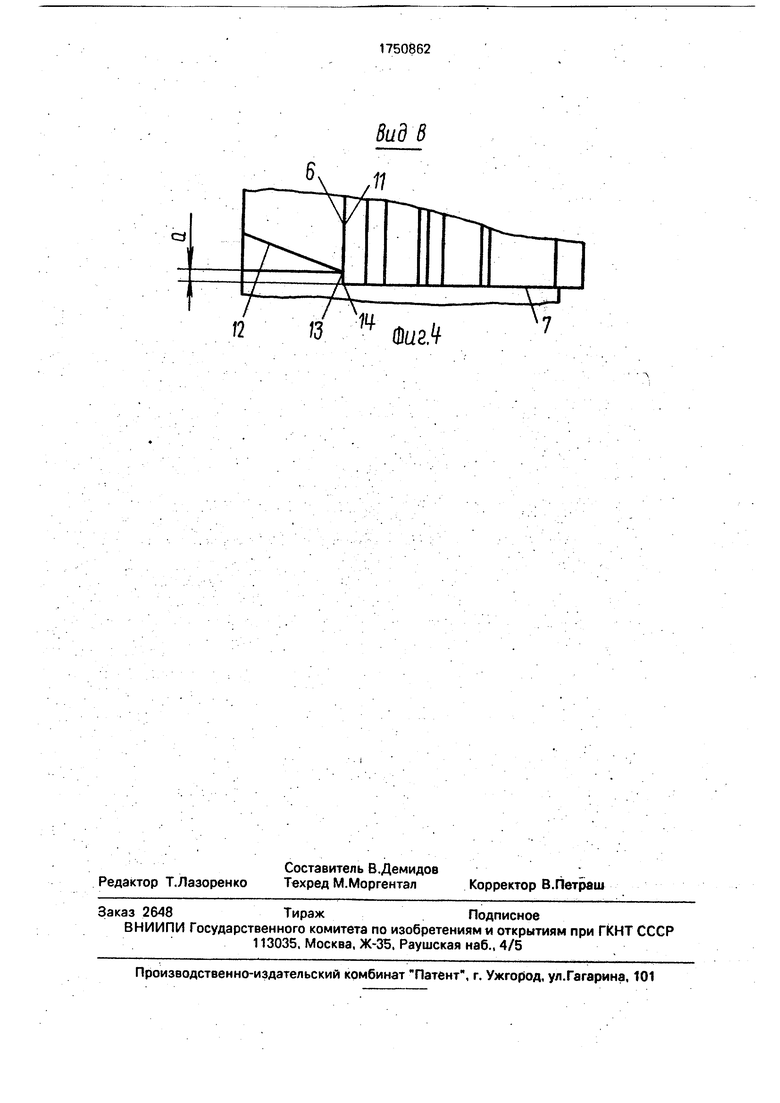
На фиг. 1 представлена фреза, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - вид 8 на фиг. 3,
Фреза содержит корпус 1, режущие пластины 2 и элементы для закрепления пластин - прихваты 3 и винты 4. На каждой режущей пластине имеются плоские базовые поверхности 5 и 6, плоская поверхность 7, являющаяся передней гранью, и фасонная поверхность 8, образующие которой па- раллельны линии 9 пересечения поверхностей 5 и 6. На корпусе, на каждом зубе фрезы, имеются плоские поверхности 10-12, причем поверхности 10 и 11 взаимодействуют с поверхностями 5 и 6 пластины при ее закреплении, при этом пластина может занимать различное положение вдоль воображаемой линии пересечения поверхностей 10 и 11 относительно линии 13 пересечения поверхностей 11 и 12, которая параллельна линии 14 пересечения поверхностей 6 и 7 пластины, а значит, линии 13 и 14 могут быть совмещены при установке или установлены на определенном расстоянии друг от друга, обозначенном она фиг.4. В частном случае поверхность 12 может быть параллельна поверхности 7 пластины, тогда при установке можно достичь совмещения поверхностей 12 и 7,
При сборке фрезы пластины 2 устанавливают на корпусе 1 так, чтобы совместились линии 13 и 14, затем закрепляют с помощью прихватов 3 и винтов 4. После затупления режущие пластины снимают с корпуса, затачивают, снимая равномерный слой материала с поверхности 7. при этом для отдельных пластин величина съема определяется величиной износа и не зависит от износа других пластин. После заточки пластины снова устанавливают, совмещая при этом линии 13 и 14, и закрепляют.
Возможен другой вариант сборки и переточки фрезы, при котором линии 13 и 14 устанавливают на расстоянии друг от друга так, что линию 14. принадлежащую пластине, выдвигают вперед по направлению вращения фрезы, закрепляют пластины и затачивают. После затупления пластины смещают вперед, раскрепив и снова закрепив с помощью прихватов 3 и винтов 4, и затем затачивают, также снимая равномерный припуск с поверхности 7 пластины, после такой заточки в делительном приспособлении линии 13 и 14 занимают положение, при котором расстояние между ними для
различных зубьев становится равным,
Выполнение фасонной поверхности пластин в форме поверхности, образованной прямыми взаимно параллельными линиями позволяет производить обработку
0 этой поверхности на оборудовании с прямолинейным движением инструмента относительно неподвижной детали или наоборот, что позволяет использовать простое и универсальное оборудование.
5 Выполнение фасонной поверхности так, что ее образующие параллельны линии пересечения базовых поверхностей, позволяет сохранять неизменным положение профиля фасонной поверхности относи0 тельно базовых поверхностей, что позволяет сохранить геометрические параметры фрезы после переточек пластины и производить изготовление комплекта пластин за одно движение инструмента в многоместном
5 приспособлении с базовыми поверхностями, общими для всего комплекта пластин.
Выполнение базовых поверхностей корпуса в виде трех пересекающихся плоских поверхностей дает возможность одно0 значно определять положение передней грани режущей пластины при ее установке, что сохраняет геометрические параметры фрезы после переточек пластин.
Установка пластин с возможностью пе5 ремещения вдоль линии пересечения базовых поверхностей позволяет смещать пластины относительно корпуса для сохранения геометрических параметров фрезы, а также производить переточку отдельных
0 пластин независимо от степени износа других пластин.
Выполнение базовых поверхностей пластин и взаимодействующих с, ними поверхностей корпуса плоскими позволяет
5 технологически проста обеспечить взаимодействие между ними с достаточно малыми зазорами, определяемыми погрешностью изготовления, и достаточной точностью базирования, что необходимо для сохранения
0 геометрических параметров фрезы после переточек пластин.
Формула изобретения Фреза для обработки фасонных поверхностей, содержащая корпус, в гнездах ко5 торого размещены режущие пластины, о т- личающаяся тем, что, с целью снижения себестоимости изготовления за счет улучшения технологичности, каждая режущая пластина установлена с возможностью пе- ремещения вдоль линии пересечения двух
ее базовых плоских поверхностей, а ее ре-, жущая кромка выполнена в виде линий пересечения плоской передней грани с фасонной поверхностью, образующие которой выполнены параллельными линии пересечения базовых плоских поверхностей, при этом каждое гнездо корпуса выполнено с тремя плоскими поверхностями, одинаково расположенными относительно оси фрезы, две из которых предназначены для взаимодействия с базовыми плоскими поверхностями пластины, а третья образует при пересечении по меньшей мере с одной из первых двух линию, предназначенную для совмещения с плоскостью передней грани пластины.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФАСОННОГО ФРЕЗЕРОВАНИЯ | 2006 |
|
RU2317877C1 |
| Фреза сборная с круглыми резцами для изготовления фасонных поверхностей в изделиях из древесины | 2021 |
|
RU2783179C1 |
| ФАСОННАЯ ФРЕЗА С ПОСЛЕДОВАТЕЛЬНОЙ СХЕМОЙ РЕЗАНИЯ | 2006 |
|
RU2317879C1 |
| ПЕРЕТАЧИВАЕМЫЙ РЕЗЕЦ | 2019 |
|
RU2731953C2 |
| Инструмент для взъерошивания деталей низа обуви | 1984 |
|
SU1246977A1 |
| Сборный резец | 1981 |
|
SU1061941A2 |
| Протяжка | 1958 |
|
SU118468A1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2009 |
|
RU2507041C2 |
| МНОГОКРАТНО ПЕРЕТАЧИВАЕМЫЙ РЕЗЕЦ | 2002 |
|
RU2226453C2 |
| СБОРНЫЙ ШЕВЕР | 1971 |
|
SU307864A1 |
Использование: в машиностроении, в обувной промышленности для фрезерования подошв, а также в мебельной промышленности для фрезерования деревянных, пластиковых и комбинированных деталей. Фреза содержит корпус и режущие пластины, перетачиваемые по передней грани. Пластины установлены с возможностью перемещения вдоль линии пересечения двух плоских базовых поверхностей, образующие фасонной поверхности параллельны этой линии, при этом каждое гнездо корпуса выполнено с тремя плоскими поверхностями для установки пластин. 4 ил.
7
А
&
1 , з
д
-I
Фиг1
1750862
А-А
Фиг. 2.
5-5
fflue.3
Шыг4
| Ординарцев И | |||
| А | |||
| и др | |||
| Справочник инструментальщика | |||
| Л.: Машиностроение, 1987, с | |||
| Телефонный аппарат, отзывающийся только на входящие токи | 1921 |
|
SU324A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
