Изобретение относится к сварке давлением с размещением специального материала (прослойки) для облегчения соединения деталей и может быть использовано для сварки разнородных материалов в различных отраслях машиностроения, в частности при креплении режущего твердосплавного инструмента к державке.
Использование промежуточных прослоек при сварке разнородных материалов зачастую является единственным или предпочтительным способом получения диффузионных соединений, отвечающих необходимым физико-механическим свойствам. Применение промежуточных прослоек позволяет снизить химическую неоднородность и термодинамическую нестабильность и исключить образование интерметаллидов в переходной зоне соединения, а также позволяют значительно уменьшить или исключить термодеформационное воздействие на свариваемые материалы и детали.
Процессы, протекающие в соединении материал - прослойка - материал, носят сложный и комплексный характер. В каждом практическом случае они определяются свойствами всех соединяемых материалов, их чистотой, шероховатостью поверхности, составом, способом нанесения и толщиной прослойки, параметрами режима сварки и т.д. Относительная толщина и пластические характеристики материала прослойки определяют контактные эффекты (упрочнение, размягчение) и напряженно-деформированное состояние в зоне соединения.
Известен способ диффузионной сварки разнородных материалов (патент РФ №2214896, МПК B23K 20/16, опубликованный 27.10.2003), включающий размещение между свариваемыми поверхностями промежуточной прослойки из материала, образующего эвтектический сплав, по крайней мере, с одним из свариваемых материалов, приложение давления, нагрев до температуры сварки и выдержку при этой температуре. Температуру выбирают соответствующей температуре образования эвтектики, время выдержки при температуре сварки составляет 3-5 мин, а сварочное давление в процессе нагрева деталей до температуры устанавливают 0,8-0,9 от предела текучести σт материала промежуточной прослойки, при этом в момент образования эвтектики устанавливают давление, равное нулю.
Недостатком данного способа является наличие эвтектики в сварном соединении. Эксплуатация при повышенных температурах диффузионного соединения, образованного предложенным способом, может привести к разрушению конструкции. Присутствие эвтектики в диффузионной зоне отрицательно влияет на прочность, так как эвтектика имеет более низкую температуру плавления, по сравнению со сплавами, состоящими из тех же компонентов, но в концентрации, не способствующей образованию эвтектики. Применение переменного сварочного давления усложняет технологию получения сварного соединения.
Наиболее близким к заявляемому способу является способ диффузионной сварки (авторское свидетельство SU №824578 A1, МПК B23K 20/14, опубликовано 27.08.2005), при котором на поверхность одной из деталей предварительно наносили промежуточную прослойку в виде суспензии ультрадисперсного порошка органической соли муравьино-кислого никеля (никеля формиат дигидрат) и связующего вещества поливинилбутираля (ПВБ) слоем 3 мм. В суспензии содержится 60% ультрадисперсного порошка и 40% раствора ПВБ. Образцы подсушивали на воздухе в течение 10 минут, и толщина прослойки после высыхания составляла 1 мм. После чего детали собирали в приспособление и проводили процесс сварки по следующему режиму: T=500-550°C, P=1,2 кгс/мм2 (1176 Па), t=30 минут.
Недостатком известного способа является невысокая прочность диффузионного соединения из-за неравномерной по толщине прослойки и наличия в сварном соединении пор, образующихся за счет разложения органической соли муравьино-кислого никеля и выделения при реакции газов CO2, СО, Н2 и водяных паров, а также наличия в ультрадисперсных порошках агломератов. Порошковые агломераты обладают развитой внутренней пористостью и, если ее не устранить на этапе нанесения порошков на соединяемые поверхности, она сохранится в сварном соединении даже при приложении сварочного давления и температуры. Равномерную прослойку на поверхности всего образца при полном высыхании суспензии на воздухе получить затруднительно, суспензия из ультрадисперсного порошка и раствора поливинилбутираля (ПВБ) обладает достаточной вязкостью, чтобы не стекать с поверхности образца, и при полном высыхании суспензии толщина прослойки в середине будет больше, чем по краям, вследствие действия сил поверхностного натяжения.
Техническим результатом изобретения является повышение прочности диффузионного соединения, путем нанесения равномерной по толщине и плотности промежуточной прослойки.
Поставленная задача решается тем, что в способе диффузионной сварки, включающем предварительное нанесение на свариваемую поверхность одной из деталей промежуточной прослойки в виде суспензии порошка никеля и связующего вещества, подсушивание и сборку свариваемых деталей в приспособление для сварки, промежуточную прослойку в виде суспензии получают путем смешивания порошка никеля с размерами частиц в диапазоне от 0,01 до 10 мкм и 3% раствора ПВБ в этиловом спирте с весовым соотношением указанных компонентов 1:1 под воздействием ультразвуковых колебаний в течение 30-40 минут и наносят на свариваемые поверхности обеих деталей слоем толщиной 1-2 мм.
Предлагаемый способ осуществляют следующим образом.
Предварительно обрабатывают поверхности свариваемых образцов на шлифовально-полировальном станке, промывают обработанные поверхности спиртом или ацетоном. Из порошка металла и раствора поливинилбутираля (ПВБ) в этиловом спирте в соотношении 1:1 готовят суспензию. Приготовленную суспензию наносят слоем 1-2 мм на подготовленные поверхности обоих свариваемых образцов. Образцы подсушивают на воздухе до достижения слоем суспензии пастообразного состояния и собирают свариваемые образцы в приспособление для сварки. Возможно получение суспензии промежуточной прослойки смешиванием порошка металла и связующего вещества при воздействии ультразвука.
Пример: В качестве свариваемых образцов разнородных материалов использовались цилиндрические детали твердого карбидовольфрамового сплава ВК6 и стали 45, диаметром 9 мм и длиной 10 мм. Торцы цилиндров предварительно обрабатывали на шлифовально-полировальном станке с целью получения плоскопараллельных поверхностей, а также обеспечения шероховатости, равной Ra=0,5 мкм. После обработки образцы промывали в ультразвуковой ванне в среде этилового спирта.
Суспензию для формирования промежуточной прослойки готовили из порошков никеля с размерами 0,01-10 мкм и 3% раствора ПВБ в этиловом спирте. Весовое соотношение порошка никеля и раствора ПВБ в суспензии составляет 1:1. С целью устранения эффекта агломерирования порошков для обеспечения получения равномерной по плотности промежуточной прослойки суспензию смешивали при воздействии ультразвука в течение 30-40 минут.
Готовую суспензию сразу наносили на свариваемые поверхности обоих образцов слоем 1-2 мм и в течение 5 минут подсушивали на воздухе при комнатной температуре до достижения пастообразного состояния, чтобы избежать неравномерности толщины прослойки вследствие действия сил поверхностного натяжения. Затем образцы собирали в специальное приспособление, обеспечивающее сварочное давление, и помещали в вакуумную камеру для диффузионной сварки. Технологические режимы сварки: T=700-850°C, P=1,2 кПа, t=20 минут.
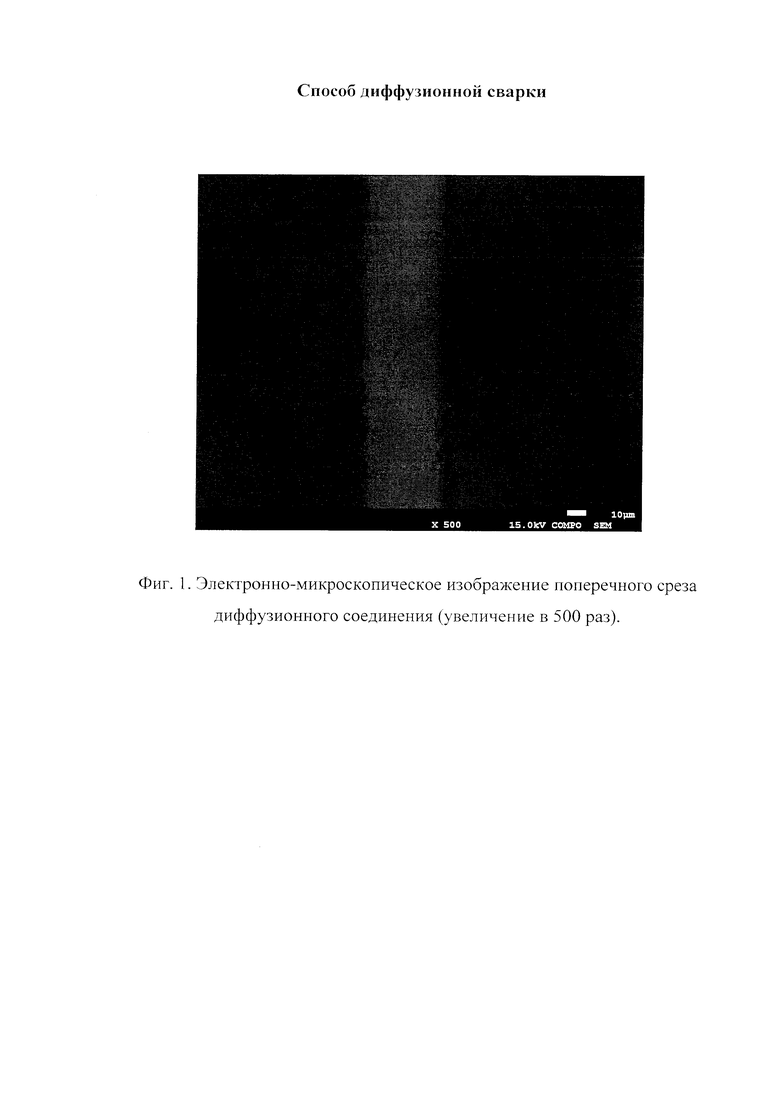
Электронно-микроскопические исследования образцов после диффузионной сварки показали, что толщина сварного соединения равномерна по всей площади образцов и равна 62-65 мкм, отсутствуют поры и посторонние включения (фиг. 1).
Механические характеристики сварного соединения, полученного по предложенному способу, показали, что σв=24,2 кПа, что больше, чем полученное в известном способе (авторское свидетельство SU №824578 A1, опубликовано 27.08.2005), σв=20,58 кПа (21-26 кгс/мм2), примерно на 15%.
На основании указанных исследований можно заключить, что при использовании предлагаемого способа диффузионной сварки получается надежное соединение разнородных материалов с сохранением структуры и исходных характеристик соединяемых материалов, и повышается качество сварного соединения за счет обеспечения равномерной по толщине и плотности прослойки и снижения остаточной пористости, что говорит о решении поставленной задачи. При этом способ не требует применения специализированного оборудования, экономически выгоден для производства изделий, полученных диффузионной сваркой, в частности для изготовления твердосплавного режущего инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ диффузионной сварки | 2020 |
|
RU2730349C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИФФУЗИОННОЙ СВАРКОЙ ТРУБЧАТЫХ ПЕРЕХОДНИКОВ ТИТАН - НЕРЖАВЕЮЩАЯ СТАЛЬ | 2017 |
|
RU2666818C1 |
| Способ диффузионной сварки | 2018 |
|
RU2720267C1 |
| Способ диффузионной сварки деталей из трудно свариваемых сплавов | 2022 |
|
RU2787287C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ | 2000 |
|
RU2184018C1 |
| Способ диффузионной сварки | 1989 |
|
SU1698019A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ТРУБ ИЗ РАЗНОРОДНЫХ МАТЕРИАЛОВ | 2006 |
|
RU2301732C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ТРУБЧАТЫХ ПЕРЕХОДНИКОВ ТИТАН - НЕРЖАВЕЮЩАЯ СТАЛЬ | 2016 |
|
RU2617807C1 |
| Способ изготовления переходника титан-сталь | 2015 |
|
RU2612331C2 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ДЕТАЛЕЙ ИЗ ХИМИЧЕСКИ АКТИВНЫХ МЕТАЛЛОВ И СПЛАВОВ (ВАРИАНТЫ) | 2007 |
|
RU2354518C2 |
Изобретение относится к способу диффузионной сварки и может быть использовано для сварки разнородных материалов в различных отраслях машиностроения, в частности при изготовлении твердосплавного инструмента. Промежуточную прослойку в виде суспензии получают путем смешивания порошка никеля с размерами частиц в диапазоне от 0,01 до 10 мкм и 3% раствора поливинилбутираля (ПВБ) в этиловом спирте с весовым соотношением указанных компонентов 1:1 под воздействием ультразвуковых колебаний в течение 30-40 минут и наносят на свариваемые поверхности обеих деталей слоем толщиной 1-2 мм. Подсушивают и собирают свариваемые детали в приспособление для сварки. Изобретение позволяет получить надежное соединение разнородных материалов с сохранением структуры и исходных характеристик соединяемых материалов и повысить качество сварного соединения за счет обеспечения равномерной по толщине и плотности прослойки и снижения остаточной пористости. 1 ил.
Способ диффузионной сварки, включающий предварительное нанесение на свариваемую поверхность одной из деталей промежуточной прослойки в виде суспензии порошка никеля и связующего вещества, подсушивание , сборку свариваемых деталей и их сварку, отличающийся тем, что промежуточную прослойку в виде суспензии получают путем смешивания порошка никеля с размерами частиц в диапазоне от 0,01 до 10 мкм и 3% раствора поливинилбутираля в этиловом спирте с весовым соотношением указанных компонентов 1:1 под воздействием ультразвуковых колебаний в течение 30-40 минут и наносят на свариваемые поверхности обеих деталей слоем толщиной 1-2 мм.
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ | 1979 |
|
SU824578A1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ ЛЕГКИХ СПЛАВОВ | 1990 |
|
RU2062686C1 |
| Флюс-паста для дуговой сварки алюминиевых сплавов | 1985 |
|
SU1310156A1 |
| СПОСОБ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 0 |
|
SU183305A1 |
| Способ приготовления бетонной смеси | 1988 |
|
SU1567556A1 |
| JP 57181785 A, 09.11.1982. | |||

