Изобретение относится к устройствам управления сортировкой грузов, работающим по принципу моделирования перемещения сортируемых грузов на конвейере.
Известны устройства для управления процессом сортировки пиломатериалов и других штучных грузов, содержащие дискретные датчики ширины и толщины досок, датчик, сигнализирующий о поступлении очередного груза на конвейер, пульт управления с задатчиком признака сорта грузов, шифратор сортировочных адресов, избирательное устройство для выбора кодов из шифратора адресов, буферное запоминающее устройство для хранения и выдачи кодов сортировочных адресов в порядке их поступления, датчик приращений перемещения конвейера, многоканальный сдвигающий регистр для моделирования перемещения грузов, дешифраторы кодов адресов, выходные устройства.
Однако известные устройства имеют низкую производительность сортировки, что ограннчивает их применение на конвейерах с большим количеством грузов, поступающих в единицу времени. Кроме того, при формировании сортировочного адреса по признакам сорта и размера получается большое число группировок, для реализации которого требуется весьма сложное избирательное устройство, что снижает надежность работы и увеличивает стоимость.
Предлагаемое устройство повышает надежность управления процессом сортировки. Для этого оно имеет один или несколько дополнительных пультов управления, снабженных задатчиками признака сорта, причем выходы задатчиков сорта соединены параллельно, а пульты управления связаны с устройством сигнализации очередности их работы.
Устройство сигнализации очередности работы пультов управления выполнено в виде пересчетной схемы, работающей от датчика толщины или ширины и имеющей коэффициент пересчета, равный общему количеству пультов управления.
Кроме того, с целью упрощения избирательного устройства, его выполняют в виде двух матргщ из двухпроводных коммутаторных гнезд и соответствующих им групп схем совпадения, выходы каждой из которых соединены с двухпроводными штеккерами. Горизонтальные и вертикальные шины первой матрицы соединены с выходами датчиков ширины и толщины, а горизонтальные и вертикальные шины второй - соответственно с выходами задатчиков сорта пультов управления и выходами схем совпадения группы, соответствующей первой матрице.
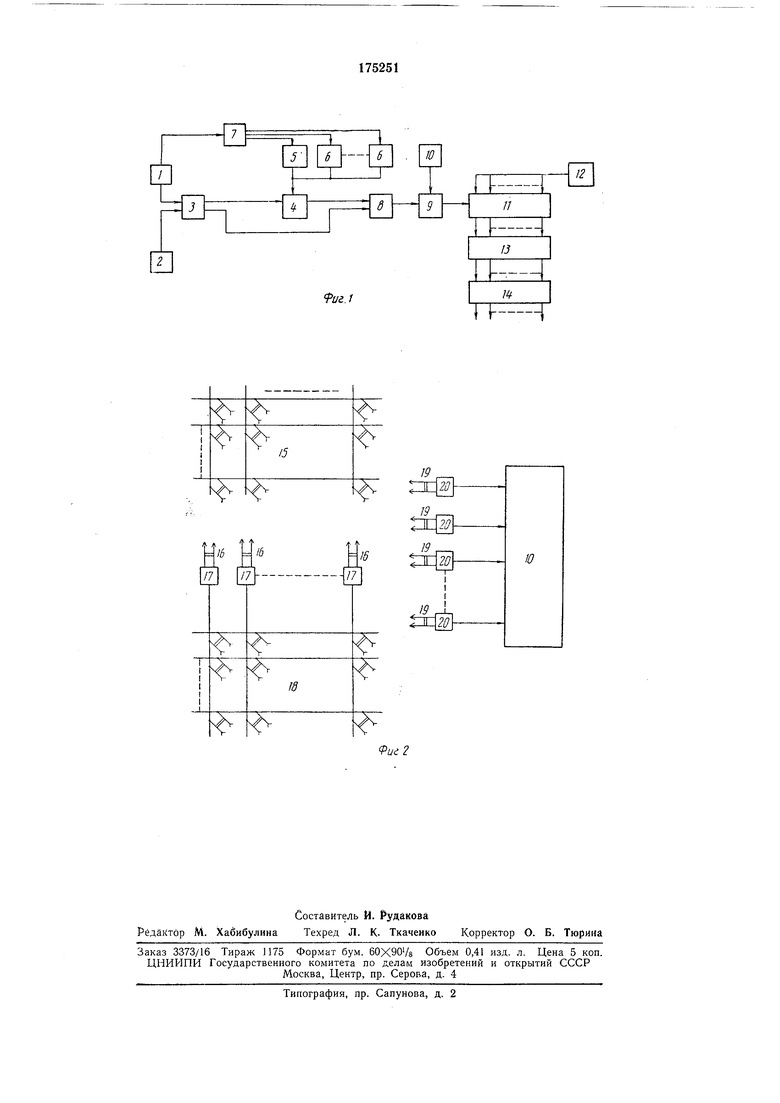
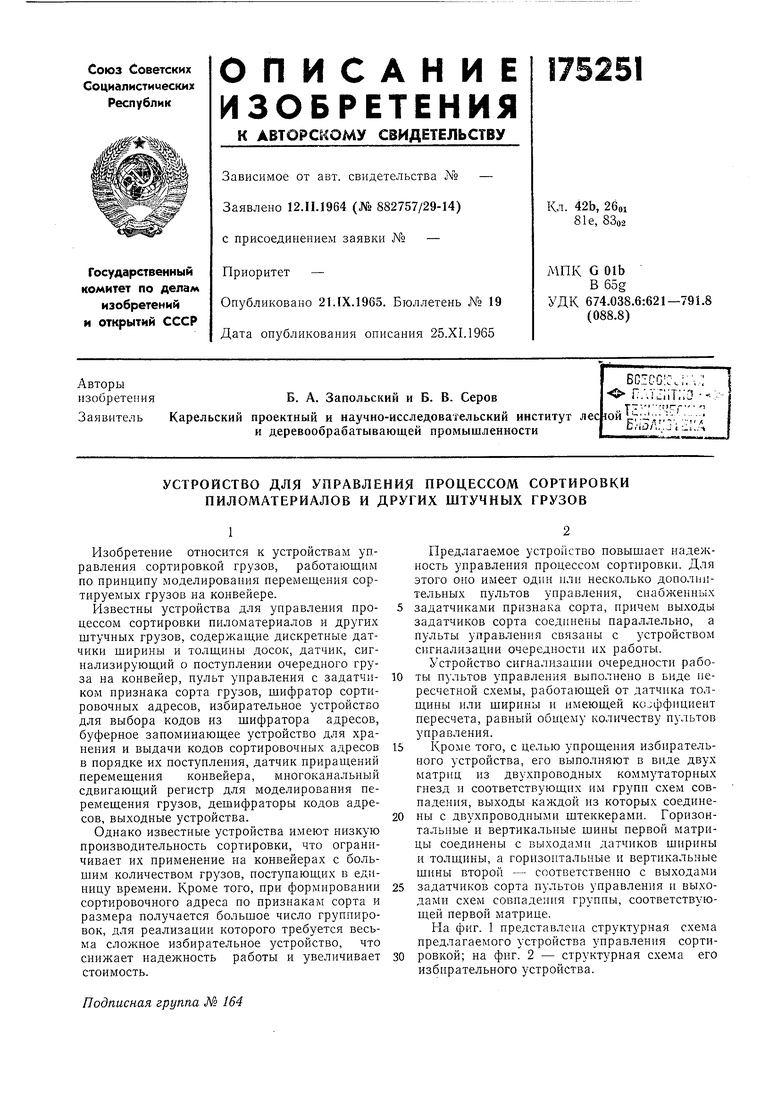
На фиг. 1 представлена структурная схема предлагаемого устройства управления сортировкой; на фиг. 2 - структурная схема его избирательного устройства.
Предлагаемое устройство содержит дискретные датчики размеров 1, 2 (ширины и толщииы досок); избирательное устройство с первой ступенью и второй 4; пульт уиравления 5 с задатчиком признаков сорта грузов; дополнительные нульты управления 6 для задання нризнаков сорта грузов; устройство / сигнализации очередности работы пультов управления; шифратор 8 сортировочных адресов; буферное запоминающее устройство У; датчик lO, сигнализирующий поступление грузов на сортировочный конвейер, сдвигающий многоканальный регистр П; датчик 12 приращений перелаещения конвейера; дешифраторы 13 кодов адресов; выходные устройства 14.
Дискретные датчики размеров 1 и 2 служат для онределения размеров, например ширины и толщииы, сортируемых грузов. Избирательное устройство предназначено для выбора кодов из шифратора адресов и выполнено в виде двух ступеней.
Первая ступень 3 избирательного устройства содержит матрицу 1э из двухпроводных коммутаторных гнезд, двухпроводпых штеккеров 16 и соответствующих им схем совпадения 17 или двухнроводных штеккеров 19 и соответствуюших им схем совнадення 20. Горизонтальные шины матрицы 15 соединены с выходами одного датчика размеров, а вертикальные - с выходами другого. Первая ступепь избирательиого устройства предназначена для образования сигналов, характеризуюшпх совокупность размерных признаков, и подачи их на вторую ступень или для выбора кодов из шифратора адресов на основании совокупности размерных признаков, например ширипы и толщины сортируемых грузов при сортировке только по размерным признакал.
Вторая ступень 4 избирательиого устройства содержит матрицу 18 из , двухнроводиых коммутаторных гнезд, двухпроводных штеккеров 19 и соответствуюших им схем совпадения 20. Одноименные шины матрицы 18, например вертикальные, соединены с выходами схем совнадеиия 17 первой ступени, а другие одноименные шииы матрицы 18, например горизонтальные, соединены с выходами задатчиков сортов нультов унравления 5 и 6. Вторая стунень избирательного устройства предназначена для выбора кодов из шифратора адресов на основании размерных признаков и признаков сорта. Пульты управления 5 и 6 служат для задаиия признаков сорта грузов. Выходы задатчиков сортов, ианример кнопок, всех пультов соединены параллельно.
Для согласования работы отдельных операторов в систему введено устройство сигнализации 7 очередности работы, которое соединено с датчиком размеров :1, выполняюшим роль датчика наличия грузов и представляющим собой, например, пересчетную схему с коэффициентом пересчета, равпым общему количеству пультов.
собой параллельный код, например двоичный, число разрядов которого определяется количеством мест складирования. Выход шифратора соединен с входом буферного заиоминающего устройства 9, служащего для хранения и выдачи кодов сортировочных адресов в порядке их поступления. Управляющий вход буфериого запоминающего устройства соединен с датчиком 10 иоступлеиия грузов на сортировочный конвейер.
Сдвигающий регистр 11 моделирует перемещеиие конвейера нод действием уиравляющих имнульсов от датчика 12 приращений перемещеиия конвейера.
Дешифраторы 13 кодов адресов нроизводят выборку соответствующих кодов и преобразование нх в исполнительные сигналы для срабатывания выходных устройств 14. Предлагаемая система уиравления сортировкой штучиых грузов, иапример пиломатериалов, работает следующим образом. При поступлении сортируемого груза иа конвейер он проходит через датчики определепия размеров 1 и 2, которые измеряют, например,
ширину и толщину и выдают сигналы в первую ступень 3 избирательного устройства на горизонтальные и вертикальные шины матрицы 15 из двухпроводных коммутаторных гнезд.
При сортировке грузов только но размерным нризнакам схемы совпадения 20 соединяются с помошью двухпроводпых штеккеров 19 с соответствующими коммутаторными гнездами.
Таким образом, в этом случае код адреса сортируемого груза образуется в шифраторе только иа основании сигналов от датчиков размеров. Коды адресов поступают в буферное запоминающее устройство 9, где заиоминаются в норядке их поступления.
При нрохождении сортируемым грузом датчика 10, сигиализирующего постунление грузов, иоследний дает разрешение на выдачу кОхЧ,а из буферного запоминающего устройства
в сдвигающий регистр // для моделирования иеремещеиия грузов. Моделирование процесса сортировки осуществляется управлепием сдвигающего регистра от датчика 12 имиульсов приращений перемещения конвейера.
Код адреса, перемещаясь по многоканальному сдвигающему регистру, поступает на входы дешифраторов 13 кодов адресов.
Дешифратор кода адреса позиции складирования нредставляет собой селективную схему, выбирающую из всего многообразия различных сочетаний сигналов (кодов), постунающнх на вход дешифратора, только вполпе определенный.
Каждый дешифратор подключается к сдвигающему регистру в определенном месте, соответствующем расположению данной позиции складирования. Дешифратор преобразует код адреса в одиночный сигнал, ноступающий на выходное устройство 14.
При сортировке грузов по размерным признакам и признакам сорта используется вторая ступень избирательного устройства. При этом на вертикальные шины матрицы J8 из двухпроводных коммутаторных гнезд поступают сигналы от соответствующих коммутаторных гнезд матрицы У5 первой ступени через двухпроводные штеккеры 16 и соответствующие им схемы совпадений /7. Па горизонтальные шины матрицы поступают сигналы от задатчиков сортов пультов управления 5 и 6. Выходы задатчиков сортов всех пультов соединены параллельно. При сортировке грузов по размерным признакам и признакам сорта схемы совпадения 20 соединяются с помощью двухпроводных штеккеров 19 с соответствующими коммутаторными гнездами матрицы 18 второй ступени.
Таким образом, в этом случае код адреса сортируемого груза образуется в шифраторе 8 на основании как размерных признаков, так и признаков сортов грузов.
Дальнейшее прохождение кодов адресов из шифратора происходит, как было указано выше.
Для увеличения производительности сортировки на конвейерах с большим количеством грузов, поступающих в единицу времени, при сортировке грузов по размерным признакам и признакам сорта параллельно пульту управления 5 подключены дополнительные пульты управления 6. Сигнал наличия груза от одного из датчиков размеров (датчика У) поступает на устройство 7 сигнализации очередности работы пультов.
На панели управления пультов 5 и б выведена световая индикация устройства сигнализации.
Предмет изобретения
1. Устройство для управления процессом сортировки пиломатериалов и других штучпых грузов, содержащее дискретные датчики ширины и толщипы досок, датчик, сигнализирующий о поступлении очередного груза на конвейер, пульт управления с задатчиком признака сорта грузов, шифратор сортировочных адресов, избирательное устройство для выбора кодов Fj шифратора адресов, буферное запоминающее устройство для хранения и выдачи кодов сортировочных адресов в порядке их ностунления, датчик приращений перемещения
конвейера, многоканальный сдвигающий регистр для моделирования перемещения грузов, дешифраторы кодов адресов, выходные устройства, отличающееся тем, что, с целью повышения надежности управления процессом
сортировки, оно выполнено с одним или несколькими дополнительными пультами управления, снабженными задатчиками признака сорта, иричем выходы задатчиков сорта соединены параллельно, а пульты управления связаны с устройством сигнализации очередности их работы.
2. Устройство по п. 1, отличающееся тем, что устройство сигнализации очередности работы пультов управления выполнено в виде
пересчетной схемы, работаюшей от датчика толщины или ширины и имеющей коэффициент пересчета, равный общему количеству пультов управления.
3. Устройство по пп. 1 и 2, отличающееся тем, что, с целью упрощения избирательного устройства, последнее выполнено в виде двух матриц из двухпроводных коммутаторных гнезд и соответствующих им групп схем совпадения, входы каждой из которых соединены с двухпроводными штеккерами, причем горизонтальные и вертикальные шины первой матрицы соединены с выходами датчиков ширины и толщины, а горизонтальные и вертикальные шины второй матрицы соединены соответственно с выходами задатчиков сорта пультов управления и выходами схем совпадения группы, соответствующей первой матрице.
-€
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ СОРТИРОВКИ ШТУЧНЫХ ГРУЗОВ | 1964 |
|
SU166601A1 |
| Система для сортировки листовых материалов | 1980 |
|
SU1007760A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ СОРТИРОВКОЙ ГРУЗА | 1970 |
|
SU275841A1 |
| Устройство для управления сортировкой штучных грузов | 1976 |
|
SU647201A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ СОРТИРОВОЧНЫМ и АДРЕСНЫМ КОНВЕЙЕРАМИ | 1972 |
|
SU331394A1 |
| Устройство управления сортировкой изделий | 1986 |
|
SU1388111A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО АДРЕСОВАНИЯ И СОРТИРОВКИ ГРУЗОВ | 1972 |
|
SU324195A1 |
| Устройство управления сортировкой лесоматериалов | 1991 |
|
SU1824626A1 |
| Узел управления в сортирующих устройствах | 1981 |
|
SU997847A1 |
| Устройство для управления сортировкой штучных изделий | 1982 |
|
SU1375535A1 |