Изобретение относится к металлургии, в частности к изысканию чугунов для электродов, и может быть использовано для сварки и заварки отливок из высокопрочного чугуна с шаровидным графитом.
Целью изобретения является устранение трещинообразования и повышение прочности и пластичности сварного шва при сварке отливок из высокопрочного чугуна с толщиной стенок более 0,1 м.
Предлагаемый чугун содержит углерод, кремний, хром, алюминий, магний, кальций,1 редкоземельные металлы (РЗМ), титан, ванадий, барий, азот, никель и железо при следующем соотношении компонентов, мас.%:
Углерод
Кремний
Марганец
Хром
Алюминий
Магний
Кальций
РЗМ
Титан
Ванадий
Барий
Азот
Никель
Железо
3,8-4,2
3,5-4,5
0,01-0,2
0,01-0,05
0,01-0,05
0,09-0,15
0,05-0,15
0,05-0,15
0,01-0,15
0,01-0,05
0,005-0,05
0,001-0,03
0,25-1,0
Остальное
Дополнительное введение в состав чугуна никеля (0,25-1,0 мас.%) способствует усгранению трещин е сварном швй, увэлмчи веет пластические свойства, особенно отно смтельное удлинение,
При наличии в чугуне менее 0,25 мас.% никеля пластические свойства его не увечи чиваются. При вводе в состав более 1 мзс.% никеля относительное удлинение шва попы шается незначительно. Из-за дефицитности и дороговизны никеля ввод его в состав чугуна в количестве более 1 мас.% зксчюг „1- чески иецелесооОрззен,
Повышение содержания креммил Е ч/- гуне (3,5-4,5 мас.%) обеспечивает пшгуче ни е в сварном шве структуры чугуна Ьпз цемента, резко снижающего пластические свойства чугуна. При наличии в составе менее 3,5 мас.% кремния, в сварном шве появляются отдельные включении цементита Ввод в состав чугуна бопее 4,5 мас.% кремния приводит к понижению пластических свойств шва, особенно в зоне термического влияния.
Повышение содержания модифицирую щих элементов в составе чугуна (мзгмпя ,15 мас.%, кальция 0,05-0,15 мас.%, РЗМ 0,05-0,15 мас.%) способствует получению в сварном шве шаровидной формы графита вместо пластинчатой, что приводит к резкому повышению механических свойств чугуна, особенно пластичности. При спдер- жании в составе чугуна для электродов ме нее 0,09 мас.% магния, менее 0,05 .% кальция и менее 0,05 мас.% РЗМ в структуре сварного шва получается смешанная форма графита (пластинчатая и шароридчэч), вызывающая резкое понижение его пппгли ческих свойств, что способствует образованию трещин в околошспной зоне ;ивг. ри наличии в составе более 0,15 мас,% магния и более 0,15 мас.% РЗМ в сварном шъе появляются включения цементита ре°ко снижающие пластические свойства сгг.рно- го шва. При содержании в составе Полое 0,15 мас.% кальция в сварном шве ются крупные вклю«ения графита, что также в некоторой мере способствует снижи шю пластических свойств металла шва.
Наличие в составе чугуна для электродов легирующих элементов, таких как мор- ганец, хром, титан, ванадий, способствует повышению прочности при растяжении. Бд- рий в составе чугуна совместно с магнием, кальцием и РЗМ является элементом-модификатором, способствующим получению шаровидной формы графита.
Углерод совместно с кремнием cnof об- ствуют графитизации чугуна. Алюминий в состава чугуна, являясч раскислителем одновременно, находясь в таком малом коо чее-тж г.пргобстоуяг графмтмзацми чугуна устрамяст образование цементита
Наличие в чугуне азота в количестве 0,001-0,03 мас.% способствует обрззова нию нитридов впнядия, титана, марганца, которые являются дополнительными цеш- рами кристаллизации, способствующими получению мелкозернистой ст руктуры свар ного шва.
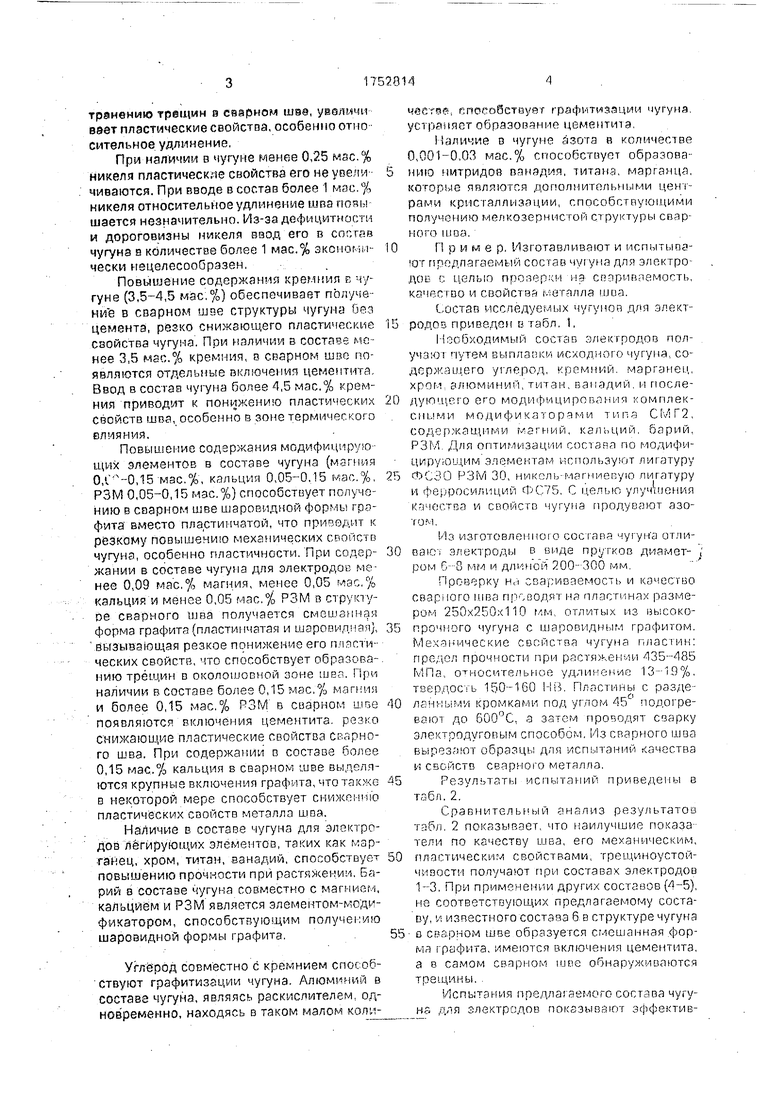
П р и м е р. Изготавливают и испытыпа- 0 г предлагаемый сое гав чутуна для электро дос г целью пролррл на спорив 1рмость, кячРС ио и свойства I. ег-члла шиа
Состав исследуемых чугуноп для лект родов приведен в абл. 1,
I Исбходимыи состав олекгродов получено Ту тем вынлавк / ИСАОДНОГО чугуна со- дсрж-млего у1лерод, - ромний марганец хроп алюминий титан ванадий и последующем о его модпф чцировгыи комплексными модификаторами тиг.я СМГ2 содержащими г/агиий, кальций барий РЗЫ Для оптимизации состава по модифи- циру-оцим эпсментам 4тпольэуют пигатуру гг(,с)0 f- llVi 30, никель ,ую пигатуру и ерроиилнции сЪС75 С улучшения качества и СВШ/ICTD чу-уна продувают азоГ0 1
Из изготовленною cociana uyivna отливаю, электроды в ииде прутков дяамот- ром G 3 мг1 и длкнсй 200-100 мм
Проверку Hd ссарисземость и каиеонзо сварного шва пр .Езодя на пластинах размером 250x250x110 мм птлитых из высокопрочного чугуна с шаровидным i рафитом Механические свойства чугуна пластин предел прочности при растя епмп 435 -485 МПа относительное удлигеьио 13-197о твердое L 150-1GO -Л Пластины с разде лгнп мя кромками под /г лом 45° полот ре- еают до 600°С. а за том проводят сварку зле тродугопым способом. Из сварного шва вырезаюi образцы для испытаний качества L: свойств сеарною металпэ
Результаты испытаний приведены в табп. 2.
Сравнительный анализ результатов т-тбл 2 показывает что наилучшие показа т ели по качеству шва, его механическим, пластическим свойствами, грещиноустои- чмвостп попучают npii составах электродов 1-3. При применении других составов (-5), не соответствующих предлагаемому составу, / известного состава 6 в ст руктуре чугуна о сварном шве образуется смешанная форма (руфита, имеются включения цементита, а в самом сварном типе обнаруживаются трещины.
Испытания предла аемо О состава чугу- ня .ля олектр;;.л,ов показывают эффект ивность применения его для сварки и заварки дефектов отливок, изготовляемых из высокопрочного чугуна {например цилиндров, коленчатых валов для дизелей и газомото компрессоров и др)
Формула изобретения Чугун для сварочных электродов, содер- жэщий углерод, кремний, марганец, хром, алюминий, магний кальций, редкоземельные металлы, титан, ванадий, барий, азот и железо, о т л и ч a so щ и и с я тем, что, с цепью устранения терщинообразовэнмя и повышения прочности и пластичности сварного шва при сварке отлмвок из высокопрочного чугуна с толщиной стенок более 0,1 м, он дополнительно содержит никель
0
5
при следующем соотношении компонентов,
мас.%1
Углерод3,8-4,2
Кремний3,5-4,5
Марганец0,01-0,2
Хром0,01-0,05
Алюминий0,01-0,05
Магний0,09-0,15
Кальций0,05-0,15 Редкоземельные
металлы0,05-0,15
Титан0,01-0,05
Ванадий0,01-0,05
Бггрии0,005-0,05
Азот0,001-0,03
Никель0,25-1,0
ЖелезоОстальное
| название | год | авторы | номер документа |
|---|---|---|---|
| Чугун для сварочных прутков | 1989 |
|
SU1828875A1 |
| Состав сварочной проволоки | 1984 |
|
SU1291338A1 |
| Состав сварочной проволоки | 1980 |
|
SU941110A1 |
| ВЫСОКОПРОЧНЫЙ ЧУГУН С ШАРОВИДНЫМ ГРАФИТОМ | 2011 |
|
RU2451101C1 |
| Чугун | 1982 |
|
SU1027266A1 |
| Чугун для сварочных прутков | 1987 |
|
SU1638195A1 |
| ВЫСОКОПРОЧНЫЙ ЛЕГИРОВАННЫЙ АНТИФРИКЦИОННЫЙ ЧУГУН | 2019 |
|
RU2718843C1 |
| Чугун | 1990 |
|
SU1749292A1 |
| Состав сварочной проволоки | 1986 |
|
SU1399044A1 |
| Чугун с вермикулярным графитом | 1986 |
|
SU1337434A1 |
Изобретение относится к металлургии, в частности к чугунам для электродов, и может быть использовано для сварки и заварки отливок из высокопрочного чугуна с шаровидным графитом. Целью изобретения является устранс-ние трещинообразования и повышение прочности и пластичности сварного шва при сварке массивных отливок из высокопрочного чугуна с толщиной стенок более 0,1 м. Предложенный чугун содержит, мае %: углерод 3,8-4,2; кремний 3,5-4,5; марганец 0,01-0,2; хром 0,01-0,05; алюминий 0,01-0,05; магний 0,09-0,15; кальций 0,05-0,15; редкоземельные металлы 0,05- 0,15; титан 0,01-0,05; ванадий 0,01-0,05, барий 0,005-0,05; азот 0,001-0,03; никель 0,25-1,00; железо остальное. Сварной шов имеет следующие механические свойства предел прочности при растяжении 450- 460 МПа, относительное удлинение 15- 16%, твердость 160-165 НВ, структура чугуна в шве ферритоперлитная с шаровидной формой графита, трещины после сварки отсутствуют. 2 табл.
1 tbO16,0165Феррито-перлитнзя (перлитаОтсутствует
до 15%). Графит шаровидной форны
2 5515, 162Феррито-пеояитчая (перлита- до 10%). Графит шаровидной формы
31 5015,0161То же- It35П3,6260Перлито-фе-рритнач (ферита до Имеются трещины
10%). Графит смешанной формы
53602,8277Черлито-йерритнач (еррита- до 5%, цементита до 10). Графят смешанной формы
63002,0 180Перлито-ферритмая (феррита- fo 10%). Граф IT пластинча тый
Таблица 1
| Авторское свидетельство СССР № 757284,кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Авторское свидетельство СССР N 1312993, кл С 22 С 37/10, 1985. | |||
