Изобретение относится к машиностроению, в частности к устройствам для мойки деталей струйным методом, и может быть использовано для мойки деталей типа гидроблоков
Известно устройство для мойки деталей, содержащее моечную камеру коллекторы с соплами, механизм качания коллекторов, неполно-поворотные вогнутые решетчатые площадки закрепленные на со- осных валах, а на концах валов закреплены расположенные в разных плоскостях но с одной стороны от камеры рычаги имеющие возможность поворота от односторонних упоров, шарнирно установленных на приводной тележке
К недостаткам известного устройства относится ненадежная промывка каналов на боковых поверхностях изделия так как
гТ
отсутствуют боковые сопла, положение детали на решетчатых площадках неустойчиво и не обеспечено ее фиксированное положение Кроме того, выбранный принцип пово оогз валов за счет рычагов и возврат их в исходное положение с помощью пружин затруднены и не обеспечивают обязательное последовательное поворачивание детали на решетчатых площадках и плавный перенос детали в процессе ее движения с площадки на плошадку т е не обеспечивается мойка всех плоскостей, а может заклинить деталь на одной и той же плоскости
Возврат площадок в исходное положение производится пружиной до жесткого упора, что создает шум при работе и сотрясение всего механизма Неопределенное, незафиксированное положение детали во время транспортирования приводит к сбросу детали с площадки и возврат ее на предыдущую площадку, что приводит к сбою в работе установки.
Известна установка для мойки изделий, которая содержит камеру, конвейер для перемещения изделий, выполненный в виде последовательно поворачивающихся друг за другом площадок, а также перемещающееся возвратно-поступательмо вдоль конвейера, моечное устройство.
Установка работает следующим образом.
Изделие устанавливают на загрузочную площадку конвейера, включают его и моечное устройство При этом площадки последовательно поворачиваются друг за другом от последней на выгрузке к первой на загрузке. В процессе поворота площадок изделие последовательно кантуется и устанавливается разными сторонами по отношению к струям моеиного устройства
Установка удовлетворительно обеспечивает мойку изделий в форме куба и прямоугольника, но не обеспечивает кач твенной мойки изделий со скругленными гранями, изделий сферической и цилиндрической формы, положение детали на решетчатых площадках неустойчиво и не обеспечено ее фиксированное положение.
Возврат площадок и исходное положение производится пружиной до жесткого упора, а наличие противовесов на площадках для улучшения динамики работы установки существенно влиять из плавность работы не может, так как вес контргрузов на площадках должен зависеть от возвратных пружин и от веса обрабатываемых деталей Кроме того, наличие упора в конструкции ребер площадок не гарантирует фиксацию детали на этом упоре и дальнейшей ее разворот вокруг упора, так как в процессе транспортирования детали возможен ее от- . рыв от поверхности площадки и проскальзывание упора,
Цель изобретения -- повышение надежности работы установки и расширение ее технологических возможностей.
Поставленная цель достигается тем, что в предлагаемом устройстве площадки каждого ряда выполнены в виде крестовины, механизм поочередного поворота вапов имеет смонтированные нз валах четырех секторные мальтийские кресты, секторы которых разделены радиальными пазами, а по дуге внешней окружности отсечены в виде сегмент вогнутой дугой к центру мальтийского креста, а параллельно под поворотными валами установлены дополнительные (замковые) валы, на которых имеются диск и рычаге пальцем, контактирующий с радиальным пазом мальтийского креста, для возможности поворота его и периодической фиксации, причем диск имеет сегментную выемку для свободного прохода креста, а
радиус внешней окружности диска равен минимальному радиусу дуги внешней окружности сегмента мальтийского креста.
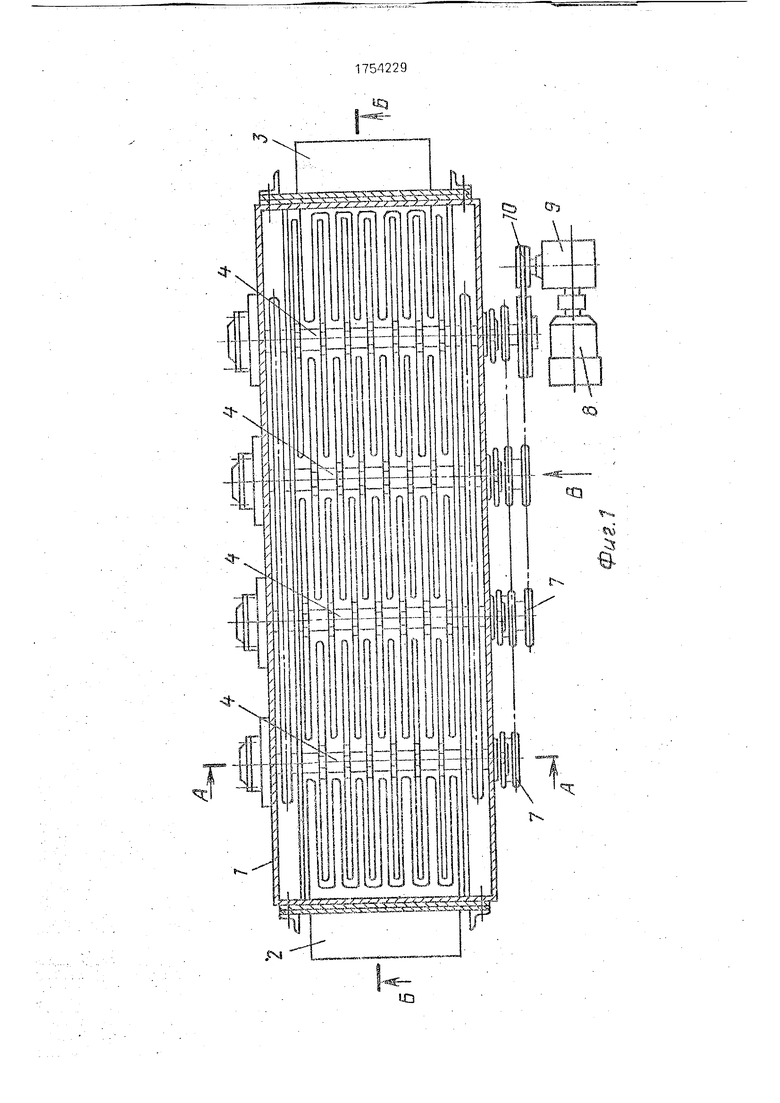
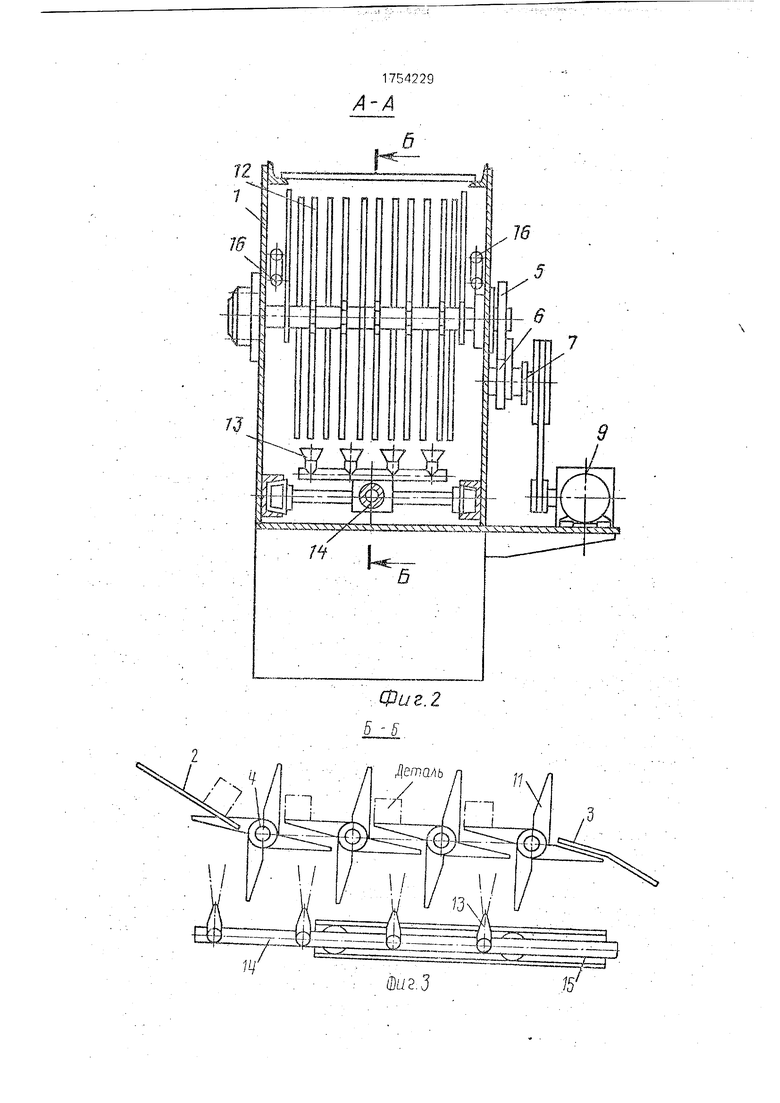
На фиг, 1 изображена установка со снятой крышкой, общий вид; на фиг.2 - разрез
А-Л на фиг. 1; на фиг 3 -разрез Б-Б на фиг.1; на фиг 4-вид В на фиг 1; нафиг.Б-трифаэы передачи вращения и фиксации одного поворотного вала иг один мальтийский крест. Установка для мойки деталей содержит
моечную камеру 1, размещенные в НРЙ загрузочную площадку 2, площадку 3 зыгруз- ки, поворотные валы 4 и закрепленные на их концах мальтийские кресты 5, поворачивающиеся от замковых валов 6 (фиг.2 и 4} и
закрепленных на них звездочек 7, используемых для кинематической связи между замковыми валами 6 Привод вращения цепной передачи состоит из электродвигателя 8, червячного редуктора 9, клиноременной переда ш 10, на каждом поворотном валу 4 набирается пакет крестовин 11 (фиг.З), которые образуют поворотные решетчатые площадки 12, установленные на поворотных валах 4 со смещением площадок одного ряда относительно площадок другого ряда для взаимного их расхождения Параллельные ряды коллекторов 13, расположенные под решетчатыми площадками 12, соединены с общим трубопроводом 14, перемещающимся вдоль направляющих 15 от привода колебания (не показан), а на боковых стенках камеры 1 установлен неподвижный моющий контур 16 Замковый вал 6 (фиг.5) имеет диск с сегментной выборкой в виде сектора с
углом 90°, контактирующего поочередно с одной из секций мальтийского креста 8, имеющего четыре радиальных паза, которые соединены между собой сегментной выборкой, рычаг 18 с пальцем 19 для контакта
с радиальным пазом мальтийского креста.
Пример исполнения - вариант перемещения одного мальтийского креста.
Установка для мойки детапей работает следующим образом
В исходном положении все решетчатые площадки 12 неподвижны, их поворотные валы 4, зафиксированы в неподвижном состоянии через трехзвенные мальтийские кресты 5 замковыми валами б.
Деталь, подлежащую мойке, устанаели БЭЮТ ча загрузочную площадку 2, кнопкой, расположенной на пулые управления, включают привод колебания (не показан) общего трубопровода 14. Моющая жидкость
1РИ зтпм п°Дается через общий трубопровод на параллельные ряды коллекторов 13 и на сопла неподвижного контура 16 При этом общий трубопровод 14 с параллельными рядами коллекторов 13 совершают возвратно-поступательное движение в 5 направляющих 15, создавая тем самым движущийся моющий фронт
Кнопкой Пуск площадок на пульте управления включают электродвигатель 8 При этом движение передается через чер- 10 вячный редуктор 9, клиноременную передачу 10 на звездочкиТ, сидящие на замковых валах 6. Замковые валы б при вращении поочередно входят в зацепление через рычаг 18 и палец 19 с мальтийскими крестами 15 5, давая им возможность поворота на 90°, При вращении замкоеый вал б (фиг.5) своим диском 17 поочередно контактирует с каждым сектором мальтийского креста 5, обеспечивая тем самым неподвижность 20 мальтийских крестов и связанных с ним поворотных валов 4 и решетчатой площадки 12.
При входе пальца 19 в паз мальтийского креста 5 цилиндрическая поверхность дис- 25 ка 17 своим сектором поворачивается так, что мальтийский крест 5 вместе с замковым валом б имеют возможность поворота друг относительно друга на 90° При дальнейшем провороте замкового вала 6 палец 19 прово- 30 рзчивает мальтийский крест 5 и выходит из зацепления при дальнейшем движении вала 6. Секторная выборка на цилиндрической поверхности диска 17 выходит из зоны про- ворота мальтийского креста 5, а сектор 35 мальтийского креста зацепляется с цилиндрической поверхностью диска 17, обеспечивая тем самым неподвижность мальтийского креста 5 при повороте замкового вала б на угол 270° Поочередное вра- 4Q щение валов 4 обеспечивает последовательный перенос и кантовку деталей в камере I из зоны загрузочной площадки 2 по плоскостям решетчатых площадок 12 на площадку выгрузки 3, причем деталь не может 45 опрокинуться назад за счет крестовин 11, так как деталь даже сферической формы находится в фиксированном положении.
При прохождении детали через камеру мойки ее боковые грани, вращаясь при пе- 50 редаче с площадки на площадку, постоянно омываются соплами неподвижного контура 16, а нижняя грань, поочередно меняющаяся при кантовке детали, омырается коллекторами 13 подвижного трубопровода 14 55 Цикл установки определяется одним полным оборотом замковых валов б. При этом каждяя решетчатая площадка поворачивается на угол 90°. Обрабатываемая деталь проходит камеру мойки за четыре цикла работы установки.
Использование предлагаемой установки длч мойки деталей обеспечивает надежность работы (устраняет перекосы детали во время транспортирования и фиксацию ее на плоскости в определенном положении); расширение технологических возможностей, а именно возможность мойки и кантовки плоских деталей и деталей сферической формы.
Формула изобретения 1, Установка для мойки деталей, содержащая моечную камеру, размещенный в ней трачгпортер для перемещения изделий, выполненный в виде поворотных решетчатых площадок, установленных рядами на параллельных валах со смещением площадок одного ряда относительно площадок другого ряда для взаимного прохода решеток одного ряда между решетками другого ряда при перегрузке деталей, коллекторы подачи моющей жидкости на изделия, механизм поочередного поворота валов для перегрузки деталей с площадок одного ряда на площадки другого ряда и привод вращения, отличающаяся тем, что, с целью повышения надежности работы и расширения технологических возможностей, площадки каждого ряда выполнены в виде крестовины, механизм поочередного поворота валов имеет смонтированные на валах четырехсектор- ные мальтийские кресты, секции которых между пазами выполнены по дуге окружности, обращенной выпуклостью к центру мальтийского креста, расположенные под валами параллельно им дополнительные валы1 пальцы под пазы мальтийских крестов, смонтированные на дополнительных валах, и средства периодической фиксации мальтийских крестов при выстое последних, причем привод вращения кинематически связан с дополнительными валами.
2 Установка поп 1,отличающий- с я тем, что каждое средство периодической фиксации соответствующего мальтийского креста выполнено в виде смонтированного под этим крестом на соответствующем до- полнитепьном валу диска, радиус которого равен радиусу окружности секторов маль тийского креста, причем диск имеет сектор ную выемку для обеспечения возможность прохода креста при его повороте.
2
ЈГЫ
Ч
Ь/ / /;.., Г, ..- -.J/
л ч
щ
/5
ВидВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для мойки деталей | 1987 |
|
SU1414479A1 |
| Установка для мойки изделий | 1988 |
|
SU1674982A1 |
| Установка для мойки и обезжиривания изделий | 1986 |
|
SU1416216A1 |
| Установка для мойки и сушки полых изделий типа втулок | 1988 |
|
SU1639791A1 |
| Фрезерный станок | 1980 |
|
SU952469A1 |
| Станок для обработки оптических деталей | 1981 |
|
SU1028479A1 |
| Установка для очистки полых изделий | 1979 |
|
SU956069A1 |
| Устройство для передачи прерывистого движения | 1988 |
|
SU1631217A1 |
| СТАНОК ДЛЯ ЗАКАЛКИ ИЗДЕЛИЙI | 1971 |
|
SU301362A1 |
| Загрузочное устройство | 1987 |
|
SU1509222A1 |

Использование для мойки изделий струйным методом после металлообработки. Сущность изобретения транспортер де- талей выполнен из крестовидных поворотных решетчатых площадок набранных на параллельных валах Механизм поочередного поворота этих валов имеет четы рехсекторпые мальтийские кресты, сектора которых между пазами выполнены с вогнутой сегментной выборкой а расположенные под поворотными валами дополнительные (замковые) валы имеют диск для фиксации мальтийского креста, и секторную выборку на его поверхности для возможности прохода мальтийского креста поворот которого производится рычагом с пальцем, входящим в паз мальтийского креста, и через звездочку для кинематической связи дополнительных валов с приводом Во время движения деталей на транспортере производится мойка их наружных поверхностей подвижными и неподвижными соплами 1 з п ф-лы, 5 ил
5
7
Фиг1/
18 Id
Фиг. 5
8
17 77
| Установка для мойки изделий | 1988 |
|
SU1674982A1 |
