Изобретение относится к области термообработки.
Известен станок для закалки литых реактивных рычагов, содержащий привод, поворотный стол с валами, снабженными приспособлениями для установки изделий, индуктор и спрейер.
При термообработке литых деталей, имеющих значительные допуски на изготовление, необходимо регулировать положение каждой детали относительно индуктора для обеспечения постоянства зазора между закаливаемой поверхностью и индуктором. На известном станке это регулирование осуществляют вручную.
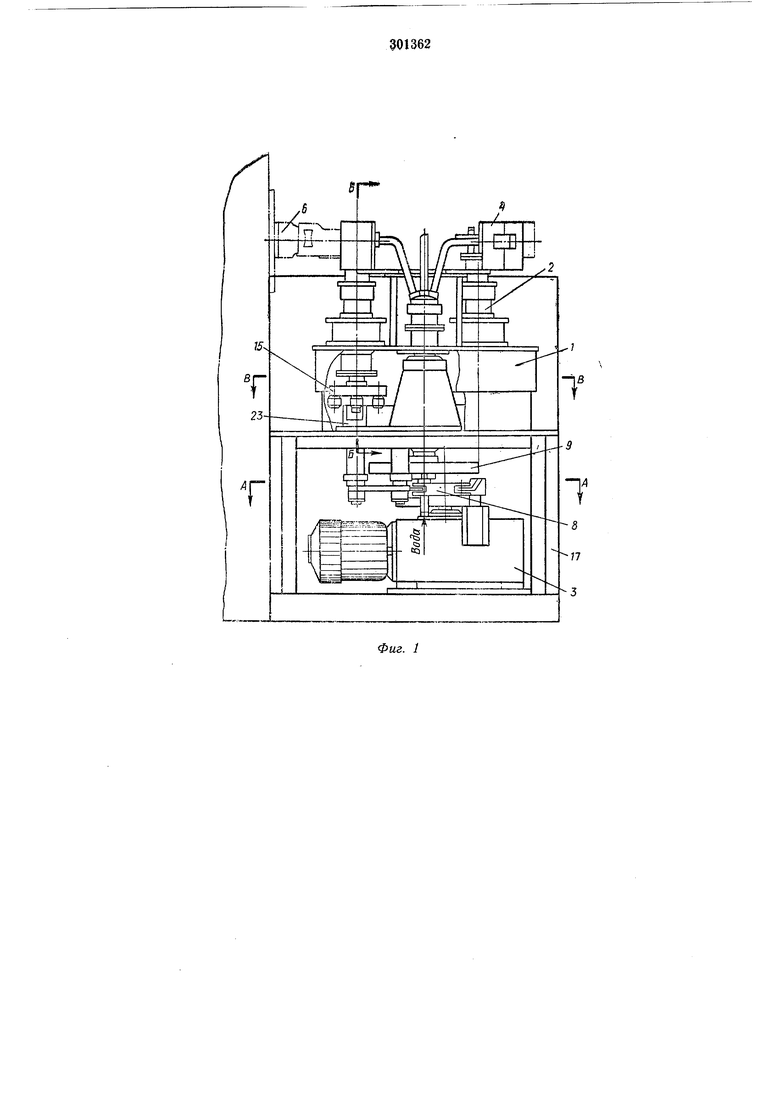
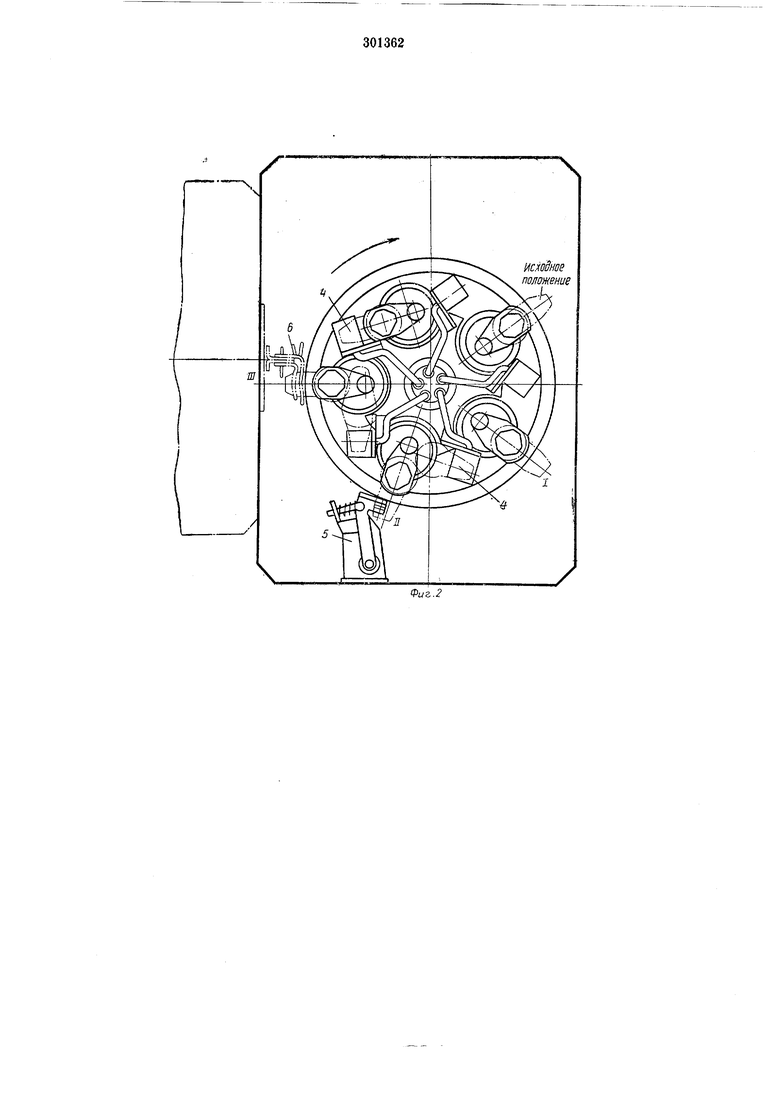
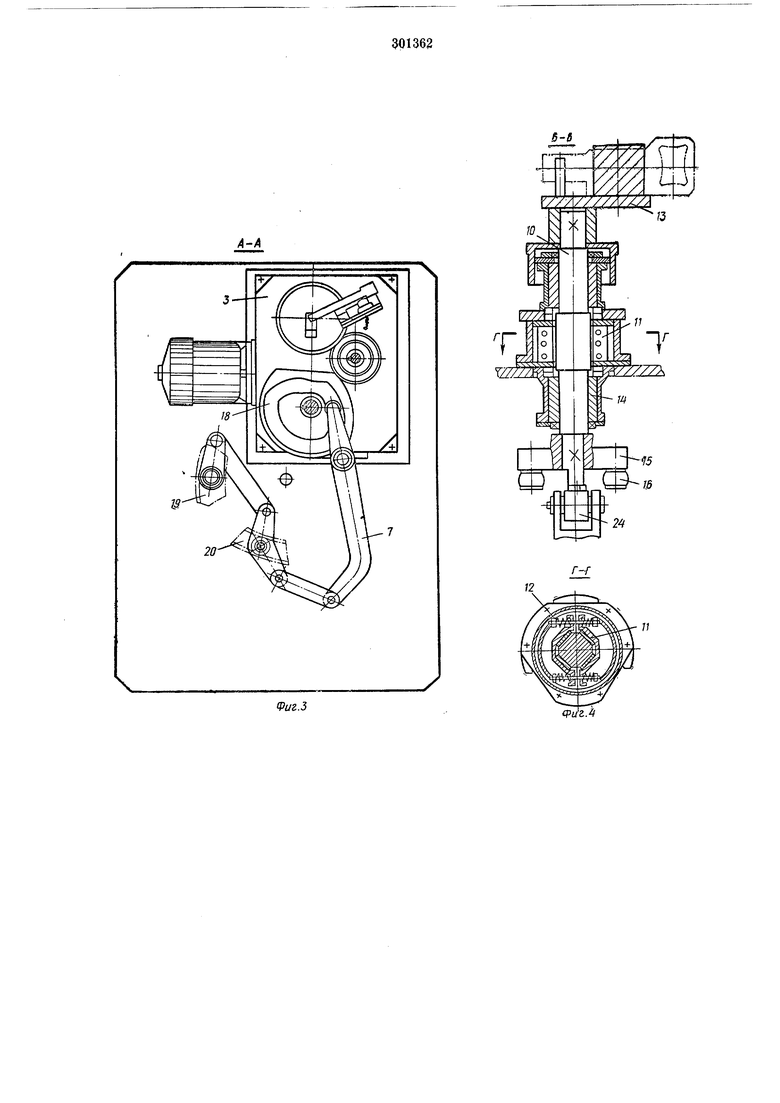
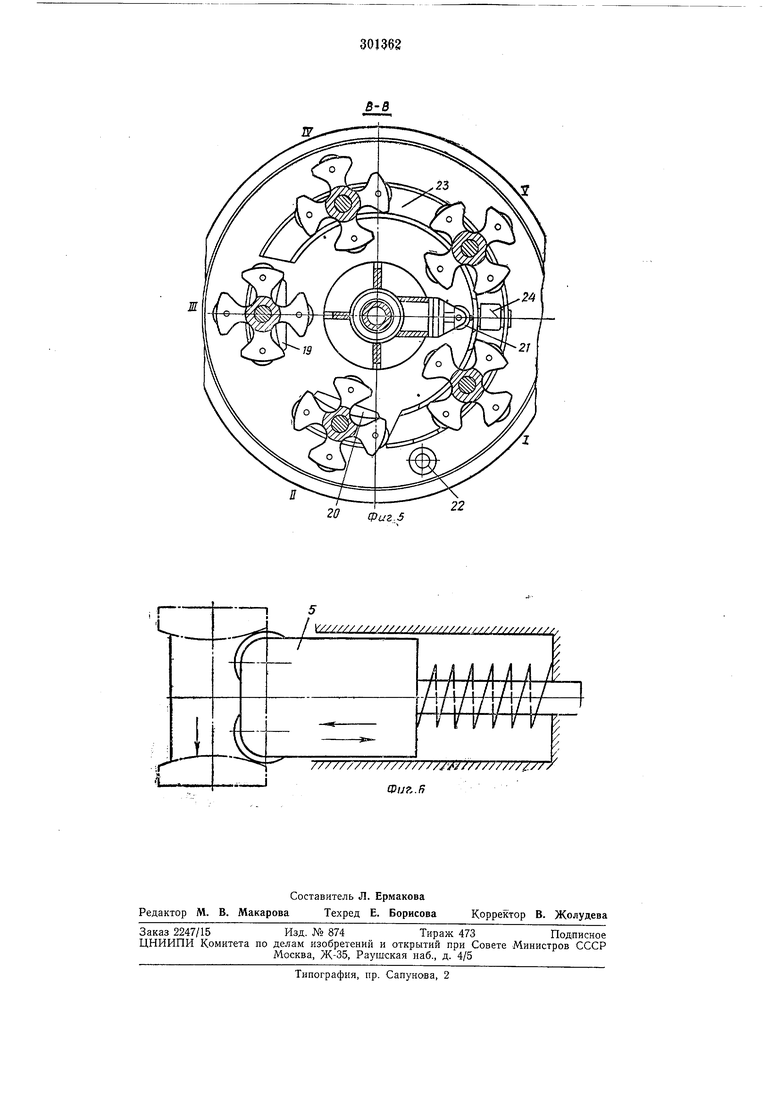
С целью обеспечения постоянства зазора между индуктором и закаливаемой поверхностью и увеличения производительности в предлагаемом станке валы поворотного стола снабжены фрикционными устройствами для регулирования и фиксации положения вала по высоте относительно индуктора, а на станине станка установлен фиксатор, что позволяет осуществлять регулирование положения изделия по высоте в автоматическом режиме. На фиг. 1 показан предложенный станок; на фиг. 2 - то же, вид в плане; на фиг. 3 - разрез по Л-А; на фиг. 4 - разрез по Б-Б; на фиг. 5-разрезы по В-В и Г-Г; на фиг. 6 показан фиксатор.
Станок состоит из следующих основных узлов: поворотного стола /, фрикционного устройства 2, редуктора 3, спрейера 4, фиксатора 5, индуктора 6, системы рычагов 7. Поворотный стол предназначен для транспортирования изделий с позиции на позицию. Привод осуществляется через редуктор, водило S и мальтийский крест 9. Фрикционное устройство 2 предназначено для удерживания изделия на определенной высоте относительно оси индуктора 6, устанавливаемой с помощью фиксатора, для поворота детали в спрейер 4 и в исходное положение и расположено на каждой позиции поворотного стола. Фрикционное устройство состоит из вала 10, фрикционных колодок 11, пружин 12, площадки 13 для установки изделия, подшипников 14, мальтийского креста 15 с роликами 16.
Спрейер 4 предназначен для охлаждения изделий после нагрева в индукторе и установлен на каждой позиции поворотного стола.
Фиксатор 5 прикреплен к станине 17 и служит для установки изделия симметрично по высоте относительно оси индуктора. Система рычагов 7 служит для поворота закаливаемого изделия на позициях // и /// и связана с приводом посредством редуктора 3, копира 18 и сухарей 19 и 20.
На станине 17 закреплены ролики 21 и 22 и копир 23, в пазы которого входят ролики 16,
а также ролик 24, который взаимодействует с валом 10 фрикционного устройства.
Станок работает следующим образом.
Закаливаемые детали устанавливаются на площадку 13 фрикционного устройства 2 на позиции /.
Кнопкой «пуск приводится в движение редуктор 5, и посредством водила 8 и мальтийского креста 9 осуществляется поворот стола. Одновременно с движением поворотного стола посредством ролика 21, входящего в зацепление с пазом мальтийского креста 15 фрикционного устройства, происходит поворот вала 10 с деталью в направлении спрейера.
После остановки поворотного стола на позиции // вал с изделием поворачивается в сторону фиксатора от редуктора 3 через копир 18, систему рычагов 7 и сухарь 20. При этом ролики фиксатора 5 входят в паз изделия и опускают вал 10 вместе с изделием, предварительно поднятый на участке между позициями V и Л роликом 24 на заведомо большую величину, чем отклонение размера закаливаемой поверхности изделия от номинала.
После фиксации положения вала 10 с изделием, осуществляемой фрикционными колодками 11 и пружинами 12, вновь происходит поворот . изделием в сторону спрейера 4 и последующее перемещение его с позиции // на позицию ///.
Поворот изделия в индуктор на позицию Я/ осуществляк)т также через систему рычагов 7 и сухарь 19.
Включается нагрев, по окончании которого вал с изделием тем же механизмом поворачивается и вводится в спрейеры для охлаждения, продолжающегося и на позиции IV.
На позиции V термообработанное изделие снимают со станка.
Предмет изобретения
1.Станок для закалки изделий, например, литых реактивных рычагов, включаюп1ИЙ привод, поворотный стол с валами, снабженными приспособлениями для установки изделий, индуктор и спрейер, отличающийся тем, что, с целью обеспечения постоянства зазора между индуктором и закаливаемой поверхностью и увеличения производительности, на станине станка установлен фиксатор, а валы поворотного стола снабжены фрикционными устройствами для регулирования и фиксации положения вала по высоте относительно индуктора.
2.Станок по п. 1, отличающийся тем, что фрикционное устройство выполнено в виде смонтированных на валу подпружиненных фрикционных колодок и мальтийского креста, взаимодействующего с роликами, неподвижно закрепленными на станине.
3.Станок по пп. 1 и 2, отличающийся тем, что мальтийский крест снабжен роликами, связанными с приводом поворота вала через систему рычагов.
4.Станок по пп. 1-3, отличающийся тем, что ролики мальтийского креста взаимодействуют с неподвижным копиром, установленным на станине станка.
А-А
20
(Риг.з
S
2
r-r
(Риг.
Фиг.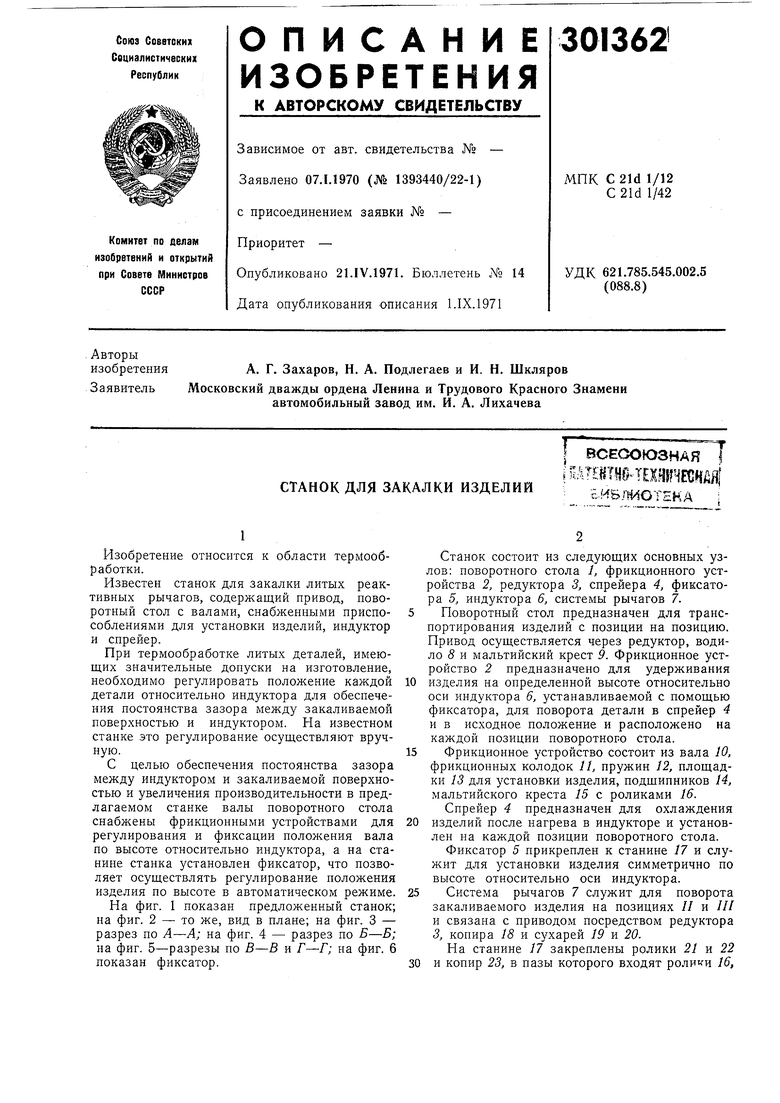

| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ТЕРМООБРАБОТКИ ИЗДЕЛИЙ | 1970 |
|
SU258352A1 |
| Станок для заточки резцов | 1980 |
|
SU1085769A1 |
| Многопозиционный станок для многосторонней обработки деталей | 1974 |
|
SU565811A1 |
| Установка для армирования керамических изделий | 1985 |
|
SU1346432A1 |
| Многопозиционный, многошпиндельный полуавтоматический станок карусельного типа | 1960 |
|
SU139898A1 |
| УСТАНОВКА ДЛЯ ИСПЫТАНИЯ И СОРТИРОВКИТОРМОЗНЫХ колодок | 1971 |
|
SU315980A1 |
| Станок для установки стопорных колец и запрессовки подшипников | 1976 |
|
SU614925A1 |
| АВТОМАТ ДЛЯ ПОСЛЕДОВАТЕЛЬНОЙ ЗАКАЛКИ И ОТПУСКА СТЕРЖНЕВЫХ ДЕТАЛЕЙ | 1968 |
|
SU206613A1 |
| Многопозиционный станок для полирования изделий | 1977 |
|
SU649550A1 |
| СТАНОК-ПОЛУАВТОМАТ РОТОРНОГО ТИПА ДЛЯ ОБРАБОТКИ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1968 |
|
SU221251A1 |
Фиг..К
