Изобретение относится к машиностроению, в частности к конструкции устройств для струйной мойки, и может быть использовано на машиностроительных и ремонтных предприятиях для мойки изделий, имеющих форму параллелепипеда, деталей из листового проката, мелких деталей различной формы, мелких деталей, на допускающих соударении притертыми поверхностями (после операции доводки) в процессе транспортирования.
Целью изобретения является повышение производительности и упрощение конструкции.
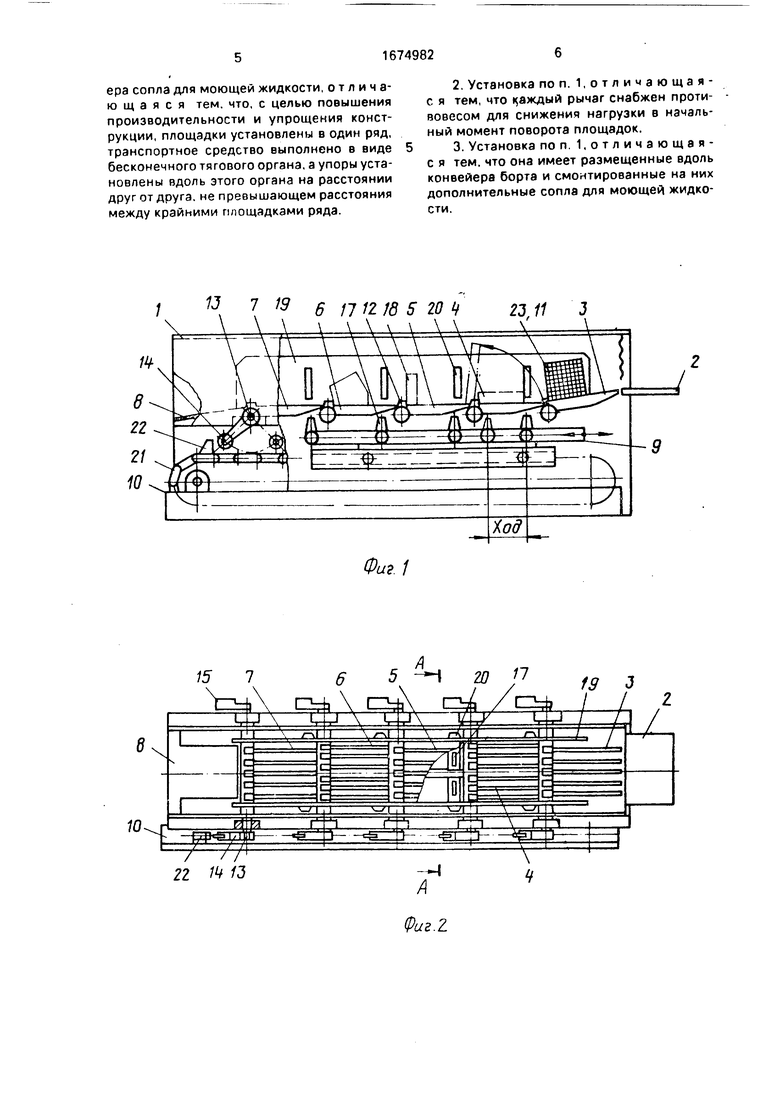
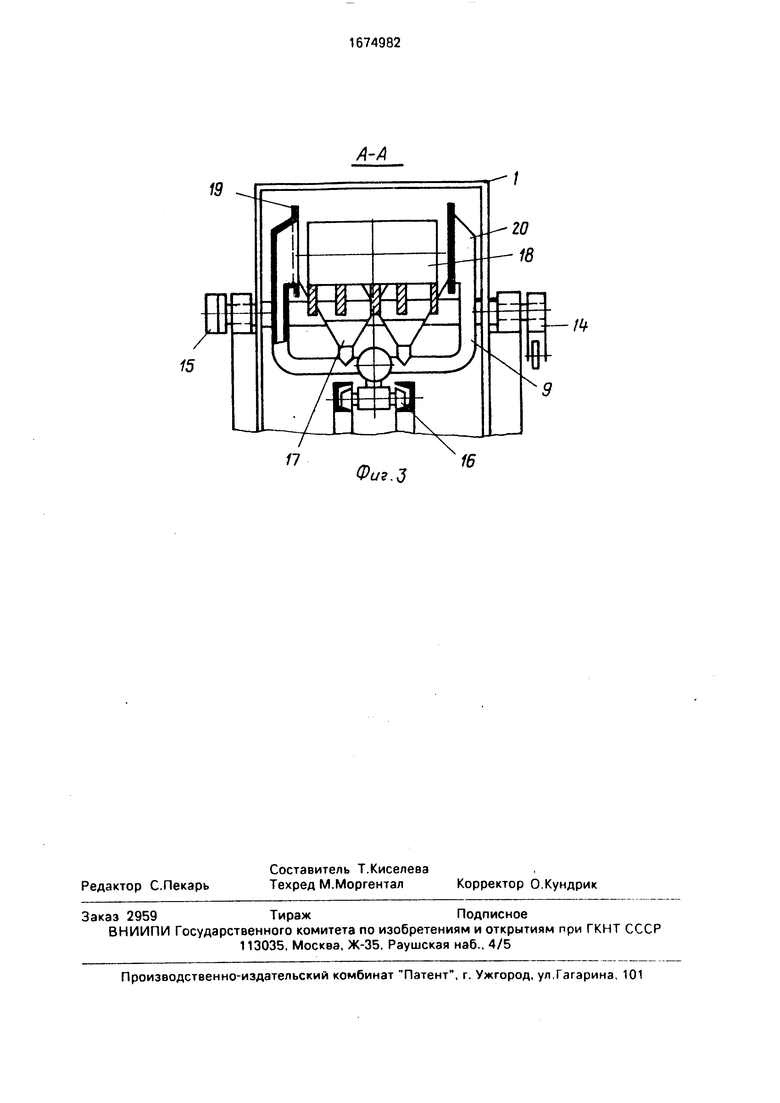
На фиг. 1 изображена установка, общий вид; на фиг. 2 - то же, вид в плане; на фиг. 3 - сечение А- А на фиг 2.
Установка для мойки изделий состоит из камеры 1, приемного стола 2, загрузочной площади 3, линейных площадок 4-6, разгрузочной площадки 7,склиза 8, моечного устройства 9 (фиг 3), привода кантовки 10 и контейнеров 11
Поворотные площадки 3-7 снабжены упорами 12 и установлены а один ряд на поворотных валах 13.
Кроме того, на валах 13 поворотных площадок 3-7 закреплены кантующие рычаги 14 и противовесы 15, масса которых создает уравновешивающий момент, равный 80- 90% момента, создаваемого площадкой, и противоположный по направлению,
Моечное устройство 9 представляет собой механизм, перемещающийся возвратно- поступательно на тележке 16, снабженный нижними соплами 17 и расположенными вдоль ряда площадок 3-7 ограждающими изделия 18 бортами 19 с установленными в них боковыми соплами 20.
Привод кантовки 10 представляет собой цепной тяговый орган 21, снабженный взаимодействующими с кантующими рычагами 14 упорами 22.
Изделия 18 могут транспортироваться непосредственно по площадкам или в контейнерах 23 для мойки мелких деталей, выполненных с решетчатыми стенками и
со
С
о XI Јь ю
00
ю
фиксируемой крышкой (не показана). Контейнер 23 может снабжаться, например, пеналами (не показаны), вставляемыми в грани контейнера.
Установка работает следующим образом.
В исходном положении все площадки находятся в горизонтальном положении. Изделие 18, подлежащее мойке, укладывается на приемный стол 2 и сдвигается к загрузочной площадке. Одновременно включаются приводы кантовки 10,моечного устройства 9 и насос. Начинается мойка с последовательной кантовкой изделий по площадкам 7-6-5-4-3 от выгрузки к загрузке, после чего на освободившуюся площадку 3 подается очередное изделие. Такая последовательность кантовки обусловлена необходимостью сначала освободить предыдущую площадку, а затем загрузить ее с последующей. Изделие, скантованное площадкой 7, по склизу 8 поступает а тару.
Таким образом, одновременно с перемещением изделия по площадкам производится мойка изделия по четырем граням снизу соплами 17 и по двум (торцовым сбоку)-соплами 20, а именно процесс кантовки и передачи изделия с площадки на площадку осуществляется следующим образом. В исходном положении изделие находится на периферийной или средней части ребер площадок. В процессе поворота площадок наступает момент, когда составляющая силы тяжести изделия, действующая вдоль ребер, превышает силу трения его о ребра, Изделие сдвигается по ребрам площадок. В таком положении изделие с площадкой поворачиваются на оптимальный угол встречи изделия с принимающей площадкой. Величина угла зависит от коэффициента трения изделия по ребрам площадки. При дальнейшем повороте площадки происходит не только перенос изделия поворотом, но и его продвижение (скольжение) по ребрам принимающей площадки.
Поворот площадки и продвижение изделия продолжаются, при этом изделие продвигается вперед.
Передающая площадка возвращается в исходное положение. Изделие ложится очередной стороной на ребра принимающей площадки в момент прохождения его центра тяжести через ребро опрокидывания. Этот момент наступает тем раньше, чем ближе форма изделия к форме куба.
Поворот площадки обеспечивает досылку изделия за зону движения вершины упора передающей площадки независимо от момента опрокидывания изделия на следующую грань, т.е. независимо от его формы (близкой к форме куба или плоской).
Установка на площадках упоров с заданным их положением относительно оси
поворота и поворот площадок на определенный угол обеспечивают надежную по следовательную кантовку изделия с грани на грань без преждевременного проскальзывания по принимающей площадке (без
0 кантовки), а это в свою очередь гарантирует качественную струйную промывку каждой грани моечным устройством 9, совершающим возвратно-поступательное движение его нижними соплами 17 и расположенными
5 в бортах 19 боковыми соплами 20.
Выполнение конвейера установки в виде одного прямого ряда площадок, а также кантований площадок посредством закрепленных на цепном тяговом органе 21 упоров
0 22 позволяет повысить производительность установки, так как возможно производить загрузку изделий одновременно с выходом готового изделия из установки без потерь времени на возврат упоров к начальному
5 положению. Это достигается подбором расстояния между упорами на цепи. Возможно дальнейшее увеличение производительности за счет уменьшения расстояния между упорами так, что площадки будут кантовать0 ся одновременно через одну, при этом каждая неподвижная в данный момент площадка необходима для обеспечения на нее перегрузки с кантующейся предыдущей площадки. При этом привод установки по
5 сравнению с прототипом упрощен за счет возможности выполнения поворотных валов цельными, а также за счет применения более простого и менее металлоемкого привода в виде цепной передачи.
0Наличие бортов с соплами вдоль конвейера обеспечивает всестороннюю мойку изделий.
Снабжение рычагов противовесами позволяет в значительной мере снизить мо5 мент, необходимый для поворота площадки в начальный момент, т.е. снизить нагрузки на кантующие рычаги и повысить их срок службы.
Формула изобретения
01. Установка для мойки изделий, содержащая рабочую камеру, размещенный в ней конвейер для перемещения изделий, имеющий размещенные последовательно на поворотных осях площадки, закрепленные на
5 осях одноплечие рычаги, привод поворота площадок в виде транспортного средства, несущего упоры, установленные с возможностью последовательного взаимодействия со свободными концами рычагов при движении средства и размещенные вдоль конвейера сопла для моющей жидкости, отличающаяся тем. что, с целью повышения производительности и упрощения конструкции, площадки установлены в один ряд, транспортное средство выполнено в виде бесконечного тягового органа, а упоры установлены вдоль этого органа на расстоянии друг от друга, не превышающем расстояния между крайними площадками ряда.
2.Установка по п. 1,отличающая- с я тем, что каждый рычаг снабжен противовесом для снижения нагрузки в начальный момент поворота площадок.
3.Установка по п. 1,отличающая- с я тем, что она имеет размещенные вдоль конвейера борта и смонтированные на них дополнительные сопла для моющей жидкости.

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для мойки деталей | 1989 |
|
SU1754229A1 |
| Установка для мойки деталей | 1987 |
|
SU1414479A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ, МНОГОСЛОЙНАЯ ПАНЕЛЬ, РАСКЛАДНАЯ ОПАЛУБКА ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ИЗГОТОВЛЕНИЮ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ, СПОСОБ ВОЗВЕДЕНИЯ МОНОЛИТНО-КАРКАСНОГО ЗДАНИЯ ИЗ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ С ДЕКОРАТИВНОЙ НАРУЖНОЙ ОТДЕЛКОЙ | 2012 |
|
RU2515491C1 |
| Механизированная линия для ремонта электрооборудования | 1988 |
|
SU1561152A1 |
| Клиновой кантователь прямоугольных заготовок | 1980 |
|
SU900913A1 |
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |
| Способ очистки изделий и устройство для его осуществления | 1989 |
|
SU1727939A1 |
| Установка для мойки изделий | 1988 |
|
SU1563784A1 |
| Транспортер-накопитель | 1979 |
|
SU808317A1 |
| Устройство для укладки штучных изделий в пакет | 1988 |
|
SU1643368A1 |
Изобретение относится к мяшиност роению, в частности к устройствам для струй2 ной мойки, и может быть использовано на машиностроительных и ремонтных заводах для мойки изделий, имеющих различную форму параллелепипеда, удлиненных многогранников, плоских изделий, мелких деталей в контейнере. Цель повышение производительности и упрощение конструкции Выполнение контейнера в виде одного прямого ряда площадок, а привода кантовки в ьиде цепного конвейера с упорами повышает производительность процесса за счет возможности осуществления непрерывности загрузки и упрощает конструкцию. 2 з.п.ф-лы..З ил
/ К 7 19 6 /7/218 5 20 Ц
15 1
/ / / 22 U 13
Фиг.1
20 Л
19 J
/ТУ v/
.2Фиг.2.
| Установка для мойки деталей | 1987 |
|
SU1414479A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
