Изобретение относится к абразивной обработке и может быть использовано в приборостроении при изготовлении оптических линз.
Известен станок для обработки изделий криволинейной фор, содержащий шлифовальные головки, одна из которых закреплена неподвижно, а вторая установлена на качающемся рычаге, и механизм подачи изделияflj
В данном решении обеспечивается одновременная обработка противолежащих криволинейных сторон детали.
К недостаткам станка можно отнести то, что качание только одной из шлифовальных головок .приводит к неодинаковым условиям обработки обоих криволинейных детали, а это отрицательно сказь вается на качестве и производительности обработки« Кроме того, конструкции механизма подачи изделия и приводов шлифовальных головок отличаются сложностью и большими габаритами.
Цель изобретения - улучшение качества одновременной обработки противолежащих криволинейных сторон детали, повышение производительности процесса.
Эта цель достигается-тем, что станок для обработки оптических деталей, содержащий основание, смонтированные на нем вращающиеся пшиндели инструментов, по крайней мере один из которых подпружинен и установлен на рычаге, связанном через механизм качания с приводом, и механизм подачи изделия в зону обработки, снабжен установленным на втором шпинделе инструмента рычагом с механизмом качания, кинематически связанным с приводом и механизмом качания шпинделя, при этом упомянутые механизмы выполнены в виде соединенных с рычагами кривошипов, установленных подвижно в диаметральных пазах кривошипных дисков с возможностью взаимодействия со смещенными по фазе кулачками, расположенными соос но с дисками, кинематически связанными с последними и между собой и имеющими на торцах канавки переменного радиуса.
Кроме того, станок снабжен подвижной вдоль осей шпинделей платформой, несущей рычаг второго шпинделя, установленного с возможностью осевого перемещения и фиксации относительно рычага.
Станок снабжен также поворотной платформой, несущей шпиндель первого подпружиненного инструмента, а также узлом прерывистого движения ведомого звена механизма подачи, кинематически связанным с поворотной платформой и выполненным в виде мальтийского механизма с ведущим диском и тремя крестами,один из которых
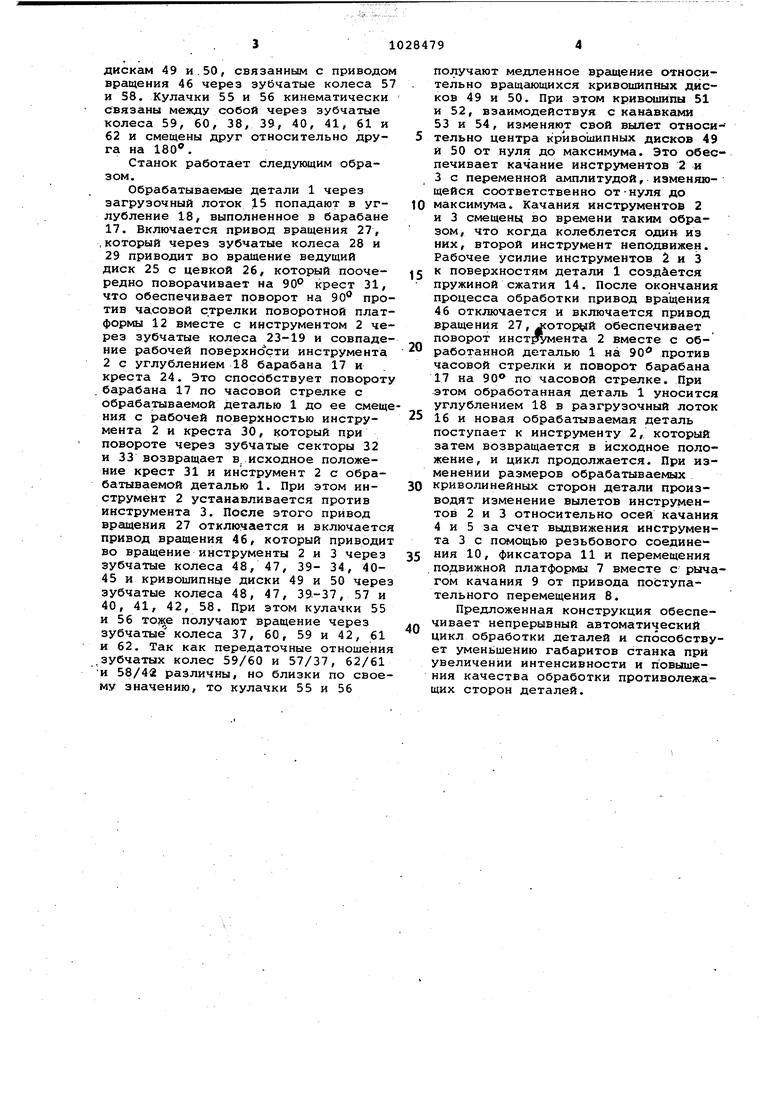
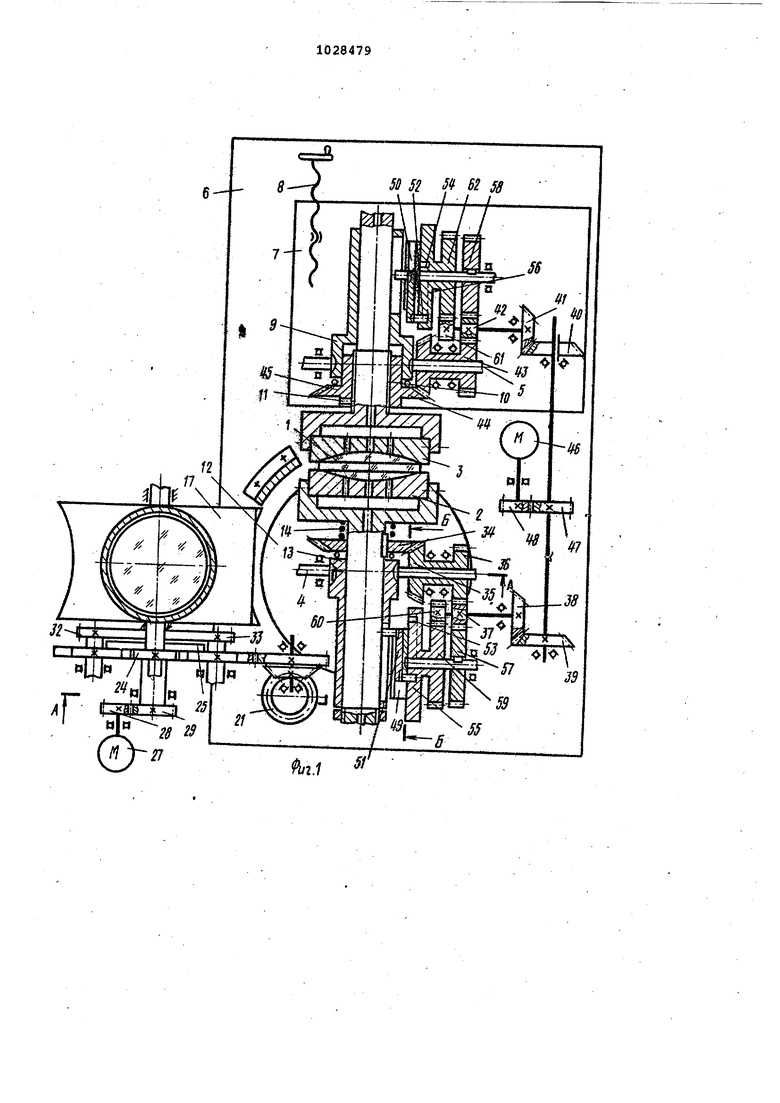
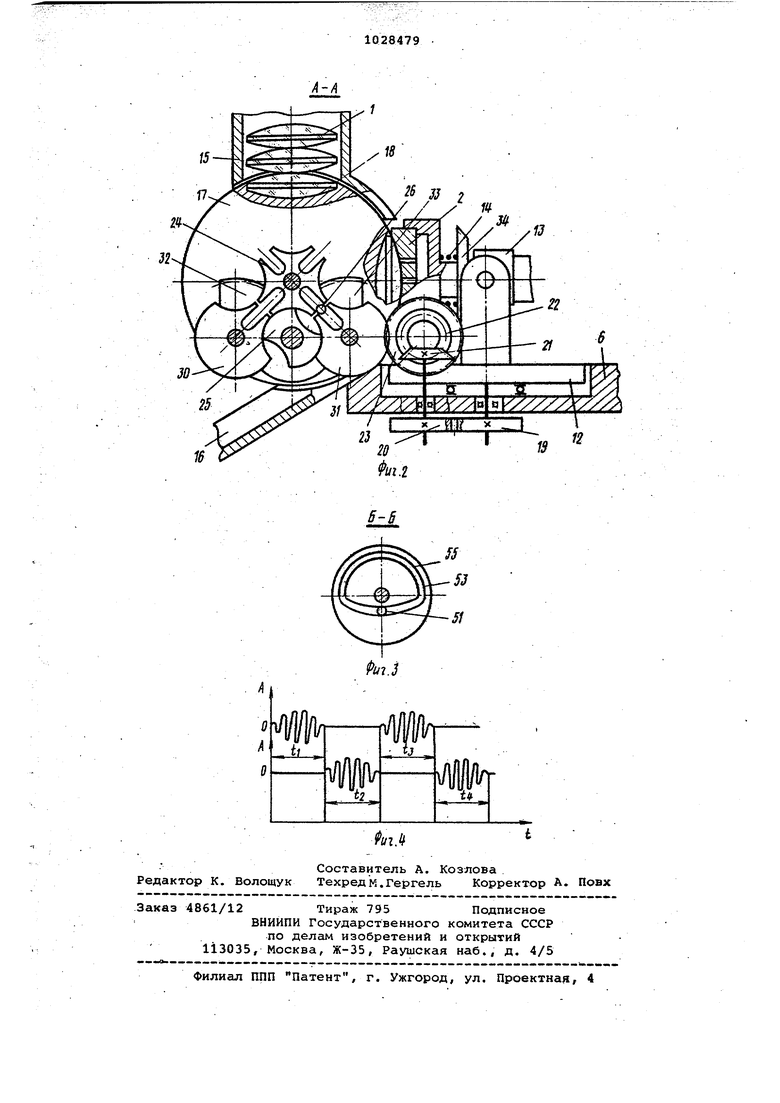
связан с механизмом подачи, а два других, установленных диаметрально противоположно относительно ведущего диска, связаны между собой с помощью зубчатых секторов. 5 На фиг. 1 показаны осевой разрез станка; на фиг. 2 - разрез А-А -на фиг. 1,при повернутом инструменте на 90 против часовой стрелки ; на фиг. 3 - разрез Б-Б на фиг. 1; на 10 фиг.4 - графическая зависимость амплитуды колебаний инструментов о времени.
Обрабатываемую деталь 1 устанавливают между вращающимися инструментами 2 и 3, которым поочередно сообщают качательное движение относительно осей 4 и 5 с амплитудой, периодически изменяющейся по закону непрерывного возрастания и затухания j. колебаний. При этом, в период времени t колебательное движение сообщается инструменту 2, в период времени ta. - инструменту 3 и т.д.
Станок содержит неподвижное основание б, на котором установлены
подвижная платформа 7 с приводом пос тупательного перемещения 8 и качающимся рычагом 9, в котором с помощью резьбового соединения 10 и фиксатора
Q 11 установлен вращакяцийся инструмент 3, поворотная платформа 12 с-качающимся рычагом 13 и установленным в нем подпружиненным в сторону инструмента 3 пружиной сжатия 14 инструментом 2, и механизм подачи изделия в зону обработки, включающий загрузочный лоток 15, разгрузочный лоток 16 и барабан 17 с углублениями 18 под обрабатываемые детали 1, выполненными на наружной поверхности барабана
0 равномерно через 90. При чем бараг бан.17 связан с поворотной платформой 12 через зубчатые колеса 19-23 и мальтийский механизм, содержащий крест 24, закрепленный на барабане
5 17, ведущий диск 25 с цевкой 26,
связанный с приводом вращения 27 через зубчатые колеса 28 и 29 и кресты 30 и 31, кинематически связанные между собой и через установленные
Q на них зубчатые секторы 32 и 33, причем крест 31 связан с зубчатым колесом 23. Вращающиеся инструменты 2 и 3 связаны кинематически между собой через зубчатые колеса 34-45,
с а с приводом вргицения - через зубчатые колеса 47 и 48. Качающиеся рычаги 9 и 13 снабжены механизмами периодического качанияf содержащими кривошипные диски 49 и 50, в диаметральном пазу которых установлены
0 подвижно крипошипы 51 и 52 соответственно, причем кривошипы 51 и 52 взаимодействуют с канавками 53 и 54, выполненными с переменным радиусом на половине диаметра кулачков 55 и
5 Л6. установленных соосно кривошипным
дискам 49 и . 50, связанным с приводом вращения 46 через зубчатые колеса 57 и 58. Кулачки 55 и 56 кинематически связаны между собой через зубчатые колеса 59, 60, 38, 39, 40, 41, 61 и 62 и смещены друг относительно друга на 180.
Станок работает следующим образом.
Обрабатываемые детали 1 через загрузочный лоток 15 попадают в углубление 18, выполненное в барабане 17. Включается привод вращения 27, ,который через зубчатые колеса 28 и 29 приводит во вргицение ведущий диск 25 с цевкой 26, который поочередно поворачивает на 90 крест 31, что обеспечивает поворот на 90 против часовой стрелки поворотной платформы 12 вместе с инструментом 2 через зубчатые колеса 23-19 и совпадение рабочей поверхности инструмента 2 с углублением 18 барабана 17 и креста 24. Это способствует повороту барабана 17 по часовой стрелке с обрабатываемой деталью 1 до ее смещения с рабочей поверхностью инструмента 2 и креста 30, который при повороте через зубчатые секторы 32 и 33 возвращает в, исходное положение крест 31 и инструмент 2 с обрабатываемой деталью 1. При этом инструмент 2 устанавливается против инструмента 3. После этого привод вращения 27 отключается и включается привод вреицения 46, который приводит во вращение инструменты 2 и 3 через зубчатые колеса 48, 47, 39- 34, 4045 и кривошипные диски 49 и 50 через зубчатые колеса 48, 47, 39.-37, 57 и 40, 41, 42, 58. При этом кулачки 55 и 56 тоже получают вращение через зубчатые колеса 37, 60, 59 и 42, 61 и 62. Так как передаточные отношения .зубчатых колес 59/60 и 57/37, 62/61 И 58/42 различны, но близки по своему значению, то кулачки 55 и 56
получают медленное вращение относительно вращающихся кривошипных дисКО& 49 и 50. При этом кривсшшпы 51 и 52, взаимодействуя с канавками 53 и 54, изменяют свой вылет относительно центра кривошипных дисков 49 и 50 от нуля до максимума. Это обеспечивает качание инструментов 2 и
3с переменной амплитудой, изменяющейся соответственно от-нуля до
0 максимума. Качания инструментов 2 и 3 смещены во времени таким образом, что когда колеблется один из них, второй инструмент неподвижен. Рабочее усилие инструментов 2 и 3
5 к поверхностям детали 1 создается пружиной сжатия 14. После окончания процесса обработки привод вращения 46 отключается и включается привод вращения 27, -кото й обеспечивает поворот инструмента 2 вместе с обработанной деталью 1 на 90 против часовой стрелки и поворот барабана 17 на 90® по часовой стрелке. При этом обработанная деталь 1 уносится углублением 18 в разгрузочный лоток
5 16 и новая обрабатываемая деталь поступает к инструменту 2, который затем возвращается в исходное положение, и цикл продолжается. При изменении размеров обрабатываемых
0 криволинейных сторон детали производят изменение вылетов инструментов 2 и 3 относительно осей качания
4и 5 за счет выдвижения инструмента 3 с помощью резьбового соединения 10, фиксатора 11 и перемещения подвижной платформы 7 вместе с рычагом качания 9 от привода поступательного перемещения 8.
Предложенная конструкция обеспеQ чивает непрерывный автоматический цикл обработки деталей и способствует уменьшению габаритов станка при увеличении интенсивности и повышения качества обработки противолежащих сторон деталей.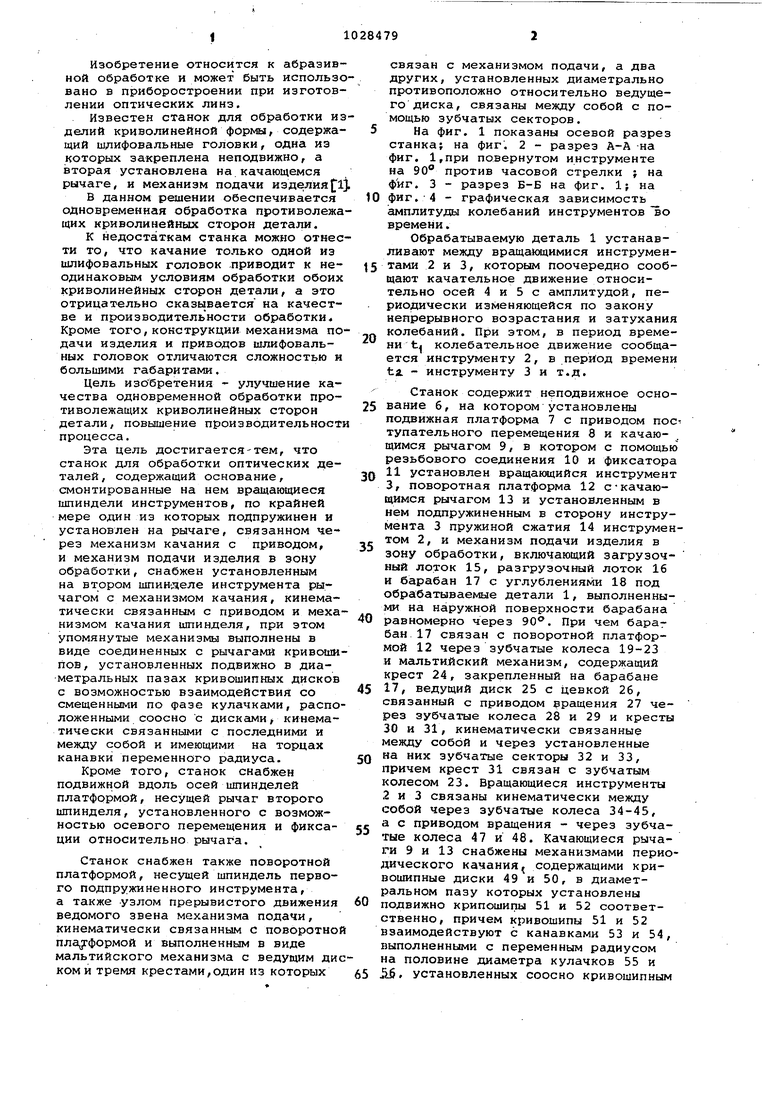
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ПАЗОВ В ОТВЕРСТИИ ДЕТАЛИ | 1992 |
|
RU2088385C1 |
| Станок для обработки роликов с криволинейной образующей | 1981 |
|
SU986736A2 |
| Фрезерный станок | 1980 |
|
SU952469A1 |
| Станок для двусторонней обработки оптических деталей с криволинейными поверхностями | 1985 |
|
SU1346399A1 |
| ПРИСПОСОБЛЕНИЕ К АВТОМАТИЧЕСКИМ ТОКАРНЫМ СТАНКАМ ДЛЯ ПОДАЧИ МАТЕРИАЛА | 1931 |
|
SU38565A1 |
| Полуавтоматическое устройство для обработки тел вращения | 1979 |
|
SU869979A1 |
| АВТОМАТИЧЕСКАЯ РЕВОЛЬВЕРНАЯ ГОЛОВКА | 1990 |
|
RU2035268C1 |
| Многошпиндельный станок | 1981 |
|
SU1000169A1 |
| Сверлильно-резьбонарезной полуавтомат | 1983 |
|
SU1098700A1 |
| Зубошлифовальный станок для конических колес с круговыми зубьями | 1974 |
|
SU518287A1 |
1. СТАНОК ДЛЯ ОБРАБОТКИ ОПТИЧЕСКИХ ДЕТАЛЕЙ, содержащий основание , смонтированные на нем враи аюииеся ьши ндели инструментов, по крайней мере один из которых подпружинен и установлен на рычаге, связанном через механизм качания с приводом, И механизм подачи изделия в зону обработки, отличающийся тем, что с целью повышения качества и производительности обработки, он . снабжен установленным на втором шпинделе инструмента рычагом с механизмом качания, кинематически связанным с приводом и механизмом качания первого цтинделя, при этом упо- , мянутые механизмы выполнены в виде соединенных с рычагами кривошипов, устандвленных подвижно в диаметраль-; ных пазах кривошипных дисков с возможностью взаимодействия со смещенными по фазе кулачками, расположенными соосно с дисками, кинематически связанными с последними и между собой и имеющими на торцах канавки переменного радиуса. 2.Станок по п.1, о т л и ч a ю ад и и с я тем, что, с целью расширения диапазона диаметров обрабатываемых деталей, станок снабжен подвижной вдоль осей шпинделей платформой, несущей fiU4ar второго шпинделя установленного с возможностью перемещения и фиксации относительно рычага. 3.Станок по пп.1 и 2, о т л и чающийся тем, что он снабжен поворотной платформой, несущей шпин-. (Л дель первого подпружиненного инструмента, и узлом прерывистого движения ведомого звена механизма подачи, кинематически связанным с платформой и выполненным в виде мальтийского механизма с ведущим диском и тремя крестами, один из которых связан с механизмом подачи, a два других, установленных диаметрально противоположо но относительно ведущего диска связаны между собой с помощью зубчаN3 X) тых секторов. 4 X)
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Станок для обработки изделий криволинейной формы | 1974 |
|
SU679376A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
