Изобретение относится к прокатному производству, а именно к конструкции четы- рехвалковых клетей (кварто), и может быть использовано при проектировании новых и реконструкции действующих прокатных станов.
Цель изобретения - повышение точности прокатки путем регулирования величины взаимного смещения рабочих валков в горизонтальной плоскости друг относитель- но друга и соЗданРге р|знонаправленного их смещения в ropiisoHfanbHoft плоскости относительно верхнего и нижнего опорных валков.
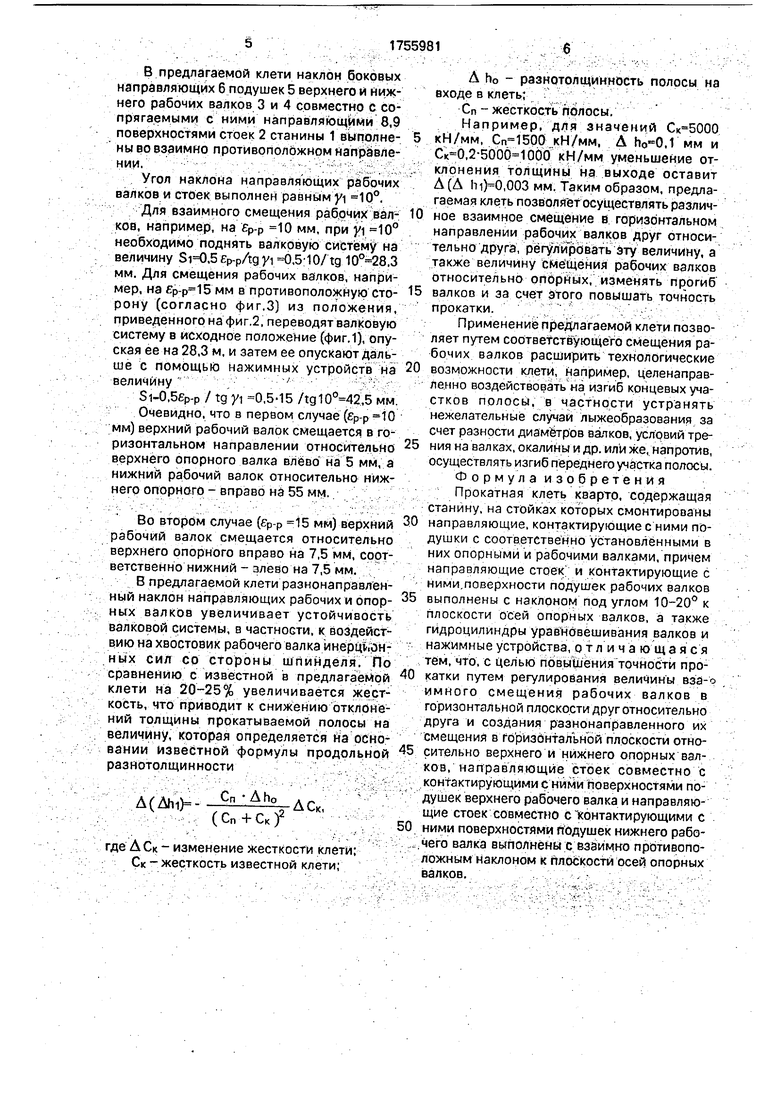
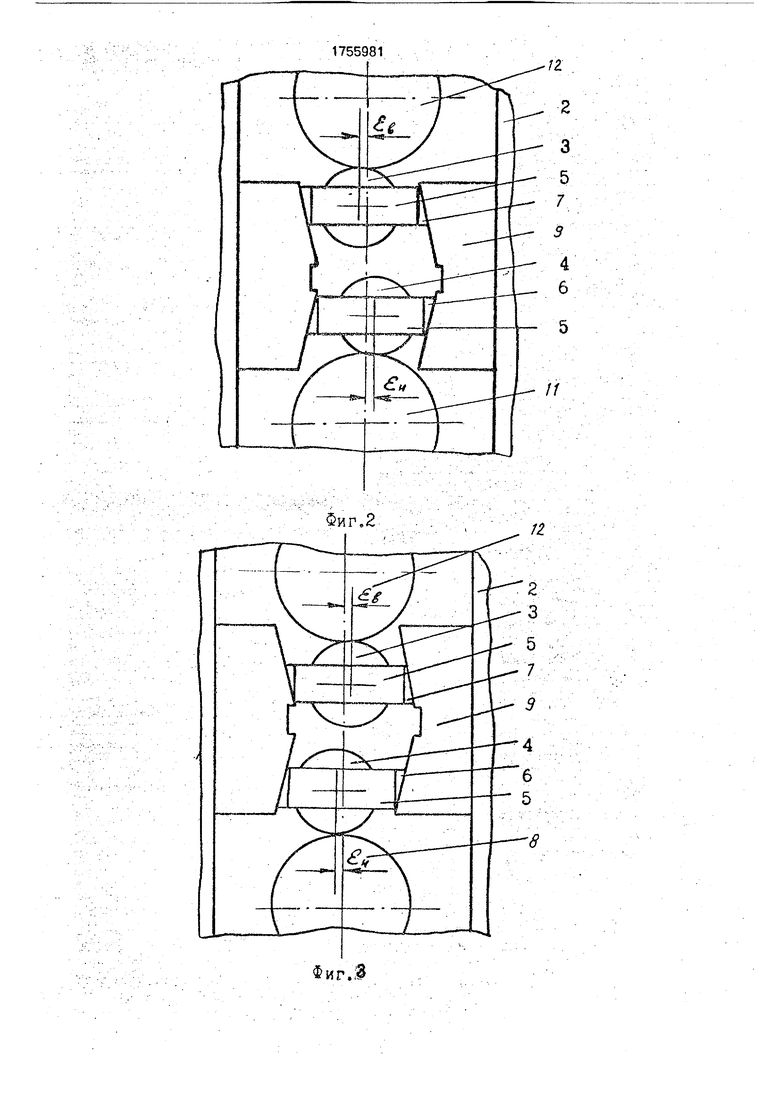
На фиг.1 изображен вид сбоку прокат- ной клети кварто, включая станину с стойками и подушки рабочих и опорных валков в положении, когда оси рабочих валков и опорных валков лежат в одной плоскости; на фиг.2 и 3 схематически изображены два противоположных положения валковой системы; на фиг.4 - положение осей верхней пары рабочего и опорного валков в исходном положении (А и В) и после их перемещения вверх (Ai и Bi).
Прокатная клеть содержит станину 1 с стойками 2, рабочие валки 3,4 с подушками 5. Боковые наклонные направляющие б и 7 подушек 5 рабочих 3 и 4 валков контактируют с направляющими 8, 9, стоек станины. В подушках 10 установлены опорные 11 и 12 валки Гидроцилиндры 13, 14 предназначены для уравновешивания верхних валков, нажимные устройства 15, 16-для перемещения валковой системы в вертикальном направлении.
Предлагаемая клеть работает следующим образом. С помощью нажимных устройств 15, 16 и гидроцилиндров 13. 14 (на фиг.2. 3 не показаны) рабочие валки 3, 4 совместно с опорными валками 11,12 устанавливают в исходное положение, симметричное относительно линии прокатки ВВ. В этом положении оси рабочих и опорных валков лежат в одной вертикальной плоскости, а межвалковый зазор составляет требуемую величину Л. Смещение е рабочих валков отсутствует (Ј Ј 0). Затем устанавливают требуемый для прокатки заданных размеров полосы межвалковый зазор А & До . при этом с помощью нажимных устройств 15, 16 и гидроцилиндров 13, 14 валки устанавливают симметрично относительно линии прокатки ВВ.
В зависимости от устанавливаемого межвалкового зазора плоскость осей рабочих вал ков смещается относительно вертикальной плоскости, в которой лежат оси опорных валков, на величину
Јо I Д-До I tgyi,
(D
где yi угол наклона направляющих 6. При А АО и наклоне направляющих в сторону, противоположную направлению прокатки (фиг.1), оси рабочих валков смещены в сторону наклона направляющих, при А АО - смещены в противоположную сторону.
После установки валков в исходное положение с одинаковым и одонаправленным смещением верхнего и нижнего рабочих валков относительно опорных с помощью гидроцилиндров 13, 14 и нажимных устройств 15,16 поднимают валковую систему. Опорные валки 11, 12 и их подушки 10 движутся вертикально, а рабочие - вдоль направляющих 8, 9 стоек 2. При этом верхний валок, поднимаясь, смещается влево, а нижний - вправо относительно плоскости осей опорных валков (фиг,2).
Для того, чтобы изменить взаимное положение рабочих валков, валковую систему аналогичным образом опускают. В этом случае верхний рабочий валок смещается по направляющим вниз и вправо, а нижний - вниз и влево (фиг.З).
На основании известных зависимостей для прямоугольного треугольника ААчС на фиг.4 устанавливают соотношение между вертикальным перемещением S валковой системы и смещением е рабочих валков относительно исходного положения Ј0.
Например, при подъеме - для верхнего и нижнего валка:
Ј Stgyi.(2)
Поскольку рабочие валки в горизонтальной плоскости перемещаются в противоположном направлении, относительное смещение друг относительно друга в горизонтальной плоскости составит:
Јр-Р ЕЬ + Јн 2Stg yi.(3)
При опускании валковой системы для определения перемещений валков используют те же зависимости.
Таким образом, предлагаемая клеть позволяет регулировать величину взаимного смещения рабочих валков в горизонтальной плоскости друг относительно друга и создавать разнонаправленное их смещение относительно опорных валков.
Следует отметить, что клеть дуо, у которой направляющие подушек рабочих валков и стоек выполнены аналогично предлагаемой, можно рассматривать как частный случай клети кварто.
В качестве конкретного примера брали известную клеть кварто непрерывного стана холодной прокатки 1400 с диаметром рабочих валков 600 мм. опорных - 1400 мм.
В предлагаемой клети наклон боковых направляющих 6 подушек 5 верхнего и нижнего рабочих валков 3 и 4 совместно с сопрягаемыми с ними направляющими 8,9 поверхностями стоек 2 станины 1 выгтолне- ны во взаимно противоположном направлении.
Угол наклона направляющих рабочих валков и стоек выполнен равным 10°.
Для взаимного смещения рабочих вал- ков, например, на ер-р 10 мм, при у 10° необходимо поднять валковую систему на величину ,5Ep-p/tgyi 0,5-10/tg .3 мм. Для смещения рабочих валков, например, на мм в противоположную сто- рону (согласно фиг.З) из положения, приведенного на фиг.2, переводят валковую систему в исходное положение (фиг.1), опуская ее на 28,3 м, и затем ее опускают дальше с помощью нажимных устройств на величину
Si-0,5ep-p / tg yi 0,5-15 /tg10° 42,5 мм
Очевидно, что в первом случае (Јр-р 10 мм) верхний рабочий валок смещается в горизонтальном направлении относительно верхнего опорного валка влево на 5 мм, а нижний рабочий валок относительно нижнего опорного - вправо на 55 мм.
Во втором случае (ер-р 15 мм) верхний рабочий валок смещается относительно верхнего опорного вправо на 7,5 мм, соответственно нижний - злево на 7,5 мм.
В предлагаемой клети разнонаправленный наклон направляющих рабочих и опор- ных валков увеличивает устойчивость валковой системы, в частности, к воздействию на хвостовик рабочего валка инерцьон- ных сил со стороны шпинделя. По сравнению с известной в предлагаемой клети на 20-25% увеличивается жесткость, что приводит к снижению отклонений толщины прокатываемой полосы на величину, которая определяется на основании известной формулы продольной разнотолщинности
A(Ahi)Cn Aho ДСк,
( Сп + Ск
где АСк - изменение жесткости клети; Ск - жесткость известной клети;
5
10 15 0
5
0
5 5
0
A ho - разнотолщинность полосы на входе в клеть;
Сп - жесткость полосы.
Например, для значений кН/мм, кН/мм, A ,1 мм и ,2-5000 1000 кН/мм уменьшение отклонения толщины на выходе оставит А (А ГиНЭ.ООЗ мм. Таким образом, предлагаемая клеть позволяет осуществлять различное взаимное смещение в горизонтальном направлении рабочих валков друг относительно друга, регулировать эту величину, а также величину смещения рабочих валков относительно опорных, изменять прогиб валкоо и за счет этого повышать точность прокатки.
Применение предлагаемой клети позволяет путем соответствующего смещения рабочих валков расширить технологические возможности клети, например, целенаправленно воздействовать на изгиб концевых уча- стков полосы, в частности устранять нежелательные случаи лыжеобразования за счет разности диаметров ватков, условий трения на валках, окалины и др. или же, напротив, осуществлять изгиб переднего участка полосы.
Формула изобретения
Прокатная клеть кварто. содержащая станину, на стойках которых смонтированы направляющие, контактирующие с ними подушки с соответственно установленными в них опорными и рабочими валками, причем направляющие стоек и контактирующие с ними поверхности подушек рабочих валков выполнены с наклоном под углом 10-20° к плоскости осей опорных валков, а также гидроцилиндры уравновешивания валков и нажимные устройства, отличающаяся тем, что, с целью повышения точности прокатки путем регулирования величины вза-о имного смещения рабочих валков в горизонтальной плоскости друг относительно друга и создания разнонаправленного их смещения в горизонтальной плоскости относительно верхнего и нижнего опорных валков, направляющие стоек совместно с контактирующими с ними поверхностями подушек верхнего рабочего валка и направляющие стоек совместно с контактирующими с ними поверхностями подушек нижнего рабочего валка выполнены с взаимно противоположным наклоном к плоскости осей опорных валков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная клеть кварто | 1989 |
|
SU1754237A1 |
| Реверсивная прокатная клеть кварто | 1989 |
|
SU1755980A1 |
| Прокатная клеть кварто | 1985 |
|
SU1315055A1 |
| Прокатная клеть | 1990 |
|
SU1724398A1 |
| ПРОКАТНАЯ КЛЕТЬ | 2007 |
|
RU2348473C2 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| Прокатная клеть кварто | 1979 |
|
SU789170A1 |
| СПОСОБ ПРОКАТКИ ДЛИННОМЕРНЫХ ПОЛОС В КЛЕТИ КВАРТО И ПРОКАТНАЯ КЛЕТЬ КВАРТО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2068307C1 |
| Устройство регулирования перекоса валков рабочей клети "кварто" прокатного стана | 1982 |
|
SU1061868A1 |
| УЗЕЛ ОПОРНОГО ВАЛКА | 1995 |
|
RU2088354C1 |
Изобретение относится к прокатному производству, а именно конструкции четы- рехвалковых клетей (кварто), и может быть использовано при проектировании новых и реконструкции действующих прокатных станов. Цель - повышение точности прокатки путем регулирования величины взаимного смещения рабочих валков в горизонтальной плоскости и создания разнонаправленного их смещения в горизонтальной плоскости относительно верхнего и нижнего опорных валков. Регулировка положения рабочих валков 3 и 4 относительно друга и опорных валков 11 и 12 производится при установленном зазоре путем поднимания или опускания всей валковой системы. При этом рабочие валки будут соответственно перемещаться в горизонтальной плоскости. Это позволяет точно выдерживать необходимую толщину проката. 4 ил. (Л С -ч ел ел о 00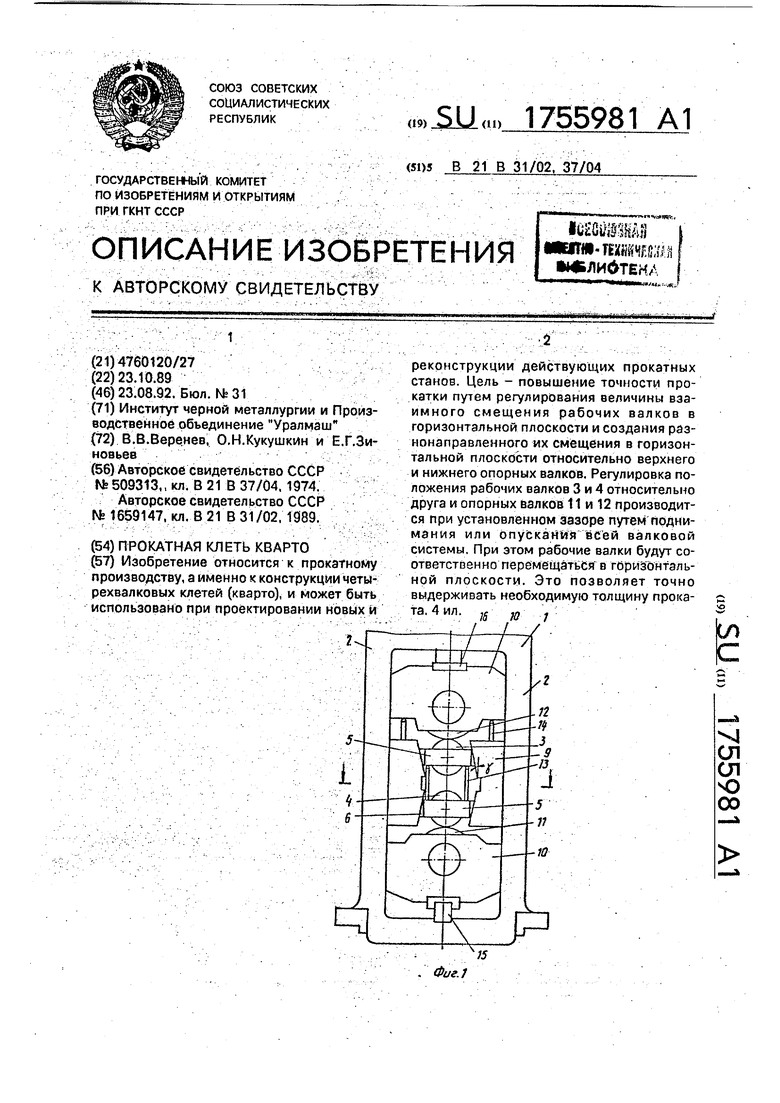
Фиг.$
Фиг. 4
| Способ регулирования профиля полосына тонколистовых станах кварто | 1974 |
|
SU509313A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
| Авторское свидетельство СССР № 1659147, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
