фие. 1
Изобретение относится к сварке стержня с пластиной в тавровых соединениях и может найти применение в машиностроении и строительстве,
Известен способ Т-образной сварки стержня с пластиной, заключающийся в образовании на пластине рельефа диаметром, превышающим диаметр стержня. Через рельефное соединение деталей пропускают электрический ток, а затем производят осадку.
Способ обладает малой надежностью соединения, так как требует очень точной настройки деталей по оси соединения, сварное соединение в лучшемслучае образуется только между пластиной и торцом стержня и не поддается объективному контролю.
Известен способ Т-образной сварки стержня с пластиной, в котором один электрод контактной электросварочной машины прижимают к выступающему концу стержня, а другой - к пластине на некотором расстоянии от стержня, затем пропускают электрический ток и высаживают стержень. Стержень в месте соприкосновения с пластиной размягчается и высаживается, образуя соединение.
Недостатком этого способа является требование по точной настройке электрода относительно выступающей части стержня, и даже в этом случае сварное соединение между стержнем и пластиной образуется только в зоне между электродами не на всю глубину соединения пластины со стержнем, что приводит к снижению надежности соединения.
.Цель изобретения - повышение надежности сварного соединения.
Поставленная цель достигается тем, что согласно способу приварки стержня к пластине, сквозь отверстие в которой пропускают привариваемый -стержень, один электрод прижимают к выступающему концу стержня, а другой - к пластине, затем пропускают электрический ток и стержень осаживают, в стержне в месте соединения с пластиной выполняют проточку, причем электрод, прижатый к пластине, одновременно прижимают и к боковой стороне стержня, а электрический ток пропускают через перемычку в стержне.
Предложенный способ соединения пластины со стержнем, в котором изготовлена,
например V-образная проточка, позволяет при пропускании тока создать по оси стержня интенсивное тепловое выделение, которое с нарастанием равномерно
распространяется к свариваемым поверхностям деталей, образуя надежное сварное соединение по всему диаметру стержня в контакте с пластиной, на всю толщину пластины и шляпку на поверхности пластины,
сформированную при высадке стержня.
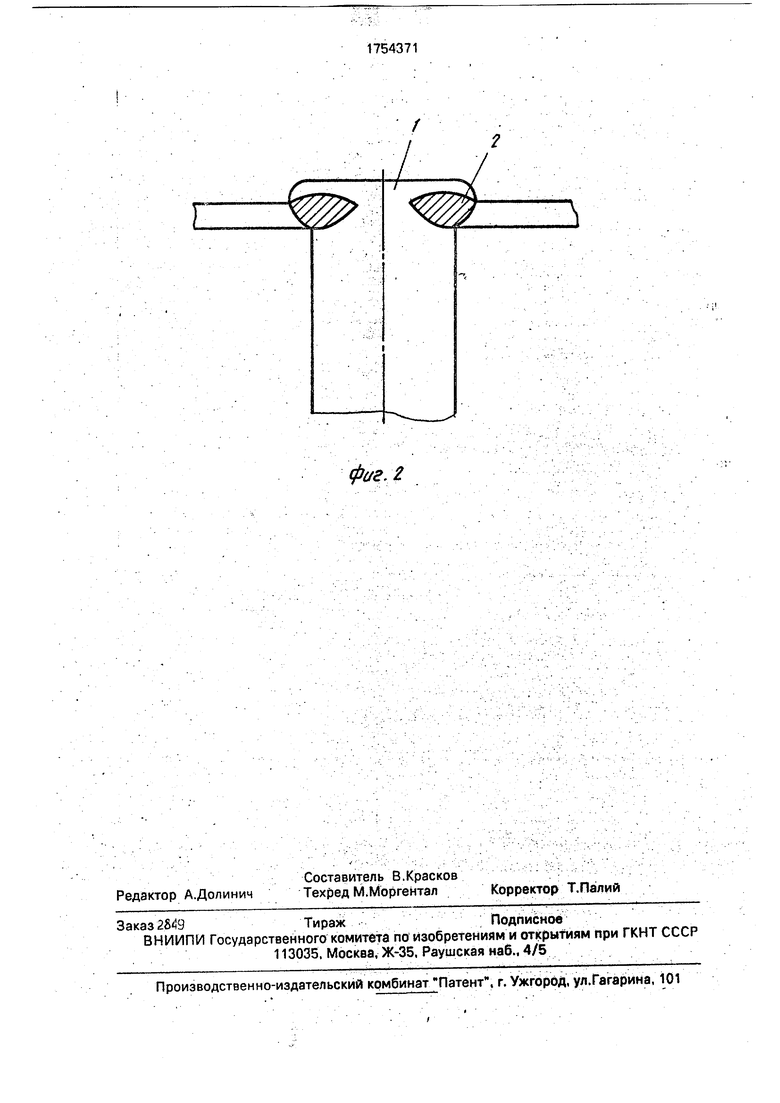
На фиг.1 представлена схема соединения стержня с пластиной; на фиг.2 - формирование сварного шва.
Способ осуществляют следующим образом.
Стержень 1 устанавливают в зажимное устройство электрода 2, Пластину 3 надевают на стержень 1 так, чтобы канавка V-об- разной проточки находилась вровень с ней.
На выступающую часть стержня опускают электрод 4.
Формирование сварного шва происходит при замыкании контактов электрической машины. Электрический ток протекает
по стержню 1, образуя в перемычке проточки сужение линий тока, что вызывает увеличение плотности тока в этом месте и интенсивное тепловыделение, которое с нарастанием равномерно распространяется к
свариваемым поверхностям деталей, образуя сварное соединение по всему диаметру стержня в контакте с пластиной на всю толщину пластины, ограниченной шляпкой, сформировавшейся при высадке стержня.
Использование предложенного способа соединения позволит по сравнению с прототипом повысить надежность сварного соединения стержня с пластиной.
Формула изобретения
Способ контактной приварки стержня к пластине, при котором з пластине выполняют отверстие, в которое пропускают прива- риваемый стержень, один электрод
прижимают к выступающему концу стержня, а другой - к пластине, через электроды пропускают электрический ток и стержень осаживают, отличающийся тем, что, с целью повышения надежности соеДинения, в стержне в месте его соединения с пластиной выполняют проточку, а электрод, прижатый к пластине, одновременно охватывает стержень.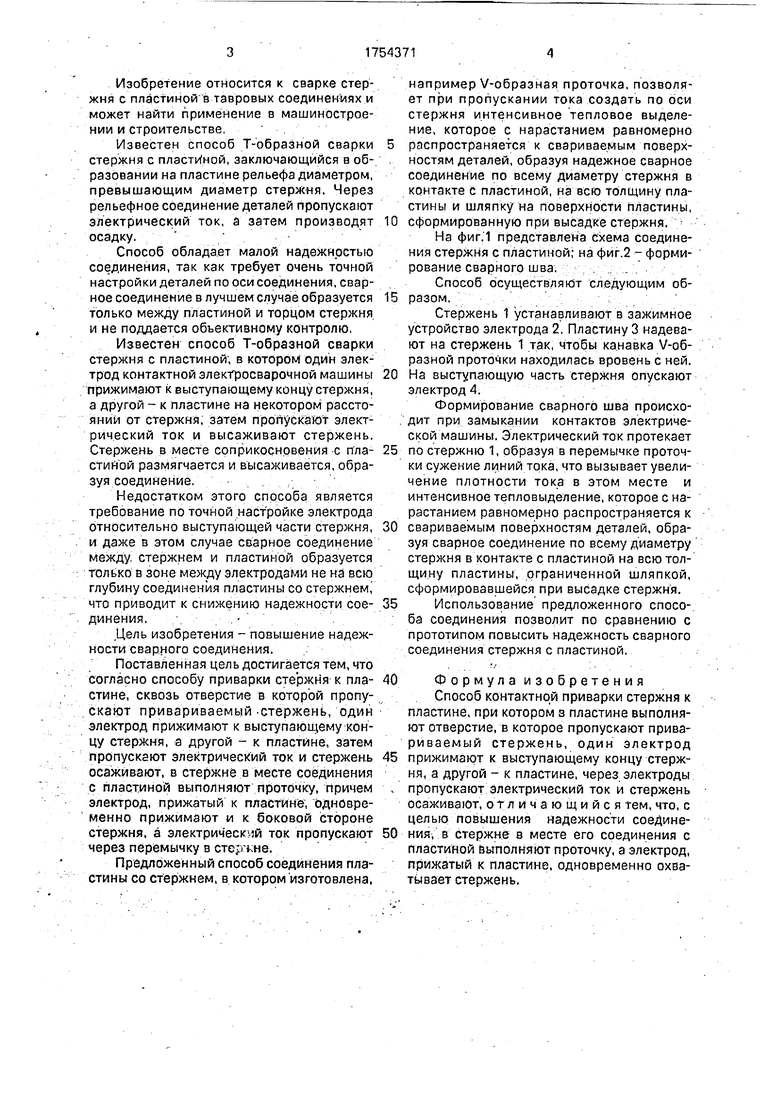
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной приварки стержня к пластине и изготовления шарнирных соединений | 1947 |
|
SU78892A1 |
| Способ контактной сварки стержня с пластиной | 1975 |
|
SU556010A1 |
| Способ сварки под флюсом наклонного соединения анкерного стержня с элементом проката | 1982 |
|
SU1117165A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ЦЕНТРАЛЬНОГО ЭЛЕКТРОДА ИСКРОВОЙ СВЕЧИ ЗАЖИГАНИЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1993 |
|
RU2091943C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ ЗАКЛАДНЫХ ДЕТАЛЕЙ | 2012 |
|
RU2508971C1 |
| Способ нанесения металлопокрытия на поверхность детали контактной приваркой присадочной ленты | 2022 |
|
RU2788561C1 |
| Устройство для сварки магнитоуправляемой дугой | 1986 |
|
SU1409426A1 |
| Установка для высадки сфероподобных головок на анкерных стержнях закладных деталей | 1990 |
|
SU1779452A1 |
| Способ контактной рельефной сварки | 1987 |
|
SU1504037A1 |
| Способ формирования металлопокрытия на поверхности детали контактной приваркой стальной ленты | 2023 |
|
RU2820292C1 |
фиг. 2
