Изобретение относится к области контактной сварки и приварки и может использоваться при нанесении металлопокрытий из легированных жаропрочных сталей.
Известен способ формирования металлопокрытия контактной приваркой стальной присадочной ленты, при котором изготавливают заготовку присадочной ленты с размерами, соответствующими размерам восстанавливаемой поверхности детали, прижимают ее к восстанавливаемой поверхности и производят приварку ленты к детали роликом-электродом при подаче импульсов сварочного тока (Воловик Е.Л. Справочник по восстановлению деталей. - М.: Колос, 1981, с. 89-91).
Недостатком известного способа является низкая прочность формируемого в твердой фазе сварного соединения. Жесткая присадочная лента при ее приварке почти не деформируется и по этой причине к детали прочно не приваривается. Общеизвестно, что при отсутствии в стыке пластической деформации металлические (химические) связи между соединяемыми поверхностями не образуются.
Известен также способ формирования металлопокрытия на поверхности детали контактной приваркой стальной ленты, включающий изготовление присадочной ленты из легированных или жаропрочных сталей с размерами, соответствующими размерам восстанавливаемой поверхности детали из углеродистой стали, изготовление в стыке пластически деформируемых конструктивных элементов, прижатие ленты к восстанавливаемой поверхности и ее обкатку роликом-электродом при подаче импульсов сварочного тока (Патент РФ 2700891, МКИ В23К 11/06, В23К 35/02, опубл. 23.09.2019, Б.И. №27).
Недостатком известного способа является низкая прочность приварки на детали из конструкционных углеродистых сталей присадочных лент из легированных и жаропрочных сталей. Способ, при котором перфорируют присадочную ленту, эффективен лишь при приварке на детали присадочных лент из углеродистых или низколегированных сталей. Формирование на поверхности детали покрытия из легированной жаропрочной стали целесообразно с точки зрения упрочнения рабочих поверхностей восстанавливаемых деталей. Однако металл ленты сохраняет в этом случае свои упругие свойства при высоких температурах и усилием ролика-электрода при приварке осаживается незначительно. Поэтому при необходимости формирования металлопокрытия из легированных жаропрочных сталей целесообразно изготавливать пластически деформируемые конструктивные элементы не на поверхности ленты, а на поверхности реставрируемой детали.
Такой подход реализован в известном способе формирования металлопокрытия на поверхности детали контактной приваркой стальной ленты, выбранном в качестве прототипа, при котором изготавливают заготовку присадочной ленты из легированных или жаропрочных сталей с размерами, соответствующими размерам восстанавливаемой поверхности детали из углеродистой стали, изготавливают на восстанавливаемой поверхности детали пластически деформируемые конструктивные элементы, прижимают ленту к восстанавливаемой поверхности и производят ее обкатку роликом-электродом при подаче импульсов сварочного тока (Патент РФ 2788561, МПК В23К 11/06, В23Р 6/00, опубл. 23.01.2023, Б.И. №3).
Недостатком прототипа является низкая прочность приварки на детали из конструкционных углеродистых сталей присадочных лент из легированных и жаропрочных сталей. В известном способе на поверхности детали по винтовой линии выполняют глухие конические отверстия с шагом в продольном и поперечном направлениях, равным шагу выполнения сварных швов, т.е. обкатку детали роликом-электродом производят по перемычкам между смежными рядами отверстий. При приварке ленты к детали в стремятся обеспечить в стыке максимальную пластическую деформацию, заключающуюся в полном заполнении объемов перфорационных отверстий металлом перемычек, Однако металлографические исследования показывают, что полную пластическую деформацию упомянутых конструктивных элементов путем подбора режима сварки не удается. Даже после перфорации поверхностный слой детали остается достаточно жестким. Увеличение же нагрева поверхности детали ограничивается ее перегревом и плавлением.
Технической задачей изобретения является повышение прочности приварки присадочных лент из легированных и жаропрочных сталей на основу из углеродистой стали.
Техническая задача достигается тем, что в способе формирования металлопокрытия на поверхности детали контактной приваркой стальной ленты, при котором изготавливают заготовку присадочной ленты из легированных или жаропрочных сталей с размерами, соответствующими размерам восстанавливаемой поверхности детали из углеродистой стали, изготавливают на восстанавливаемой поверхности пластически деформируемые конструктивные элементы, прижимают ленту к восстанавливаемой поверхности и производят ее обкатку роликом-электродом при подаче импульсов сварочного тока, пластически деформируемые конструктивные элементы выполняют в форме винтового профиля синусоидального сечения, причем шаг синусоиды выбирают равным 1,15-1,25 ширины рабочей поверхности ролика-электрода, амплитуду половине шага, а приварку ленты выполняют по гребням профиля на режиме, обеспечивающем пластическую деформации рельефа до полного его сглаживания.
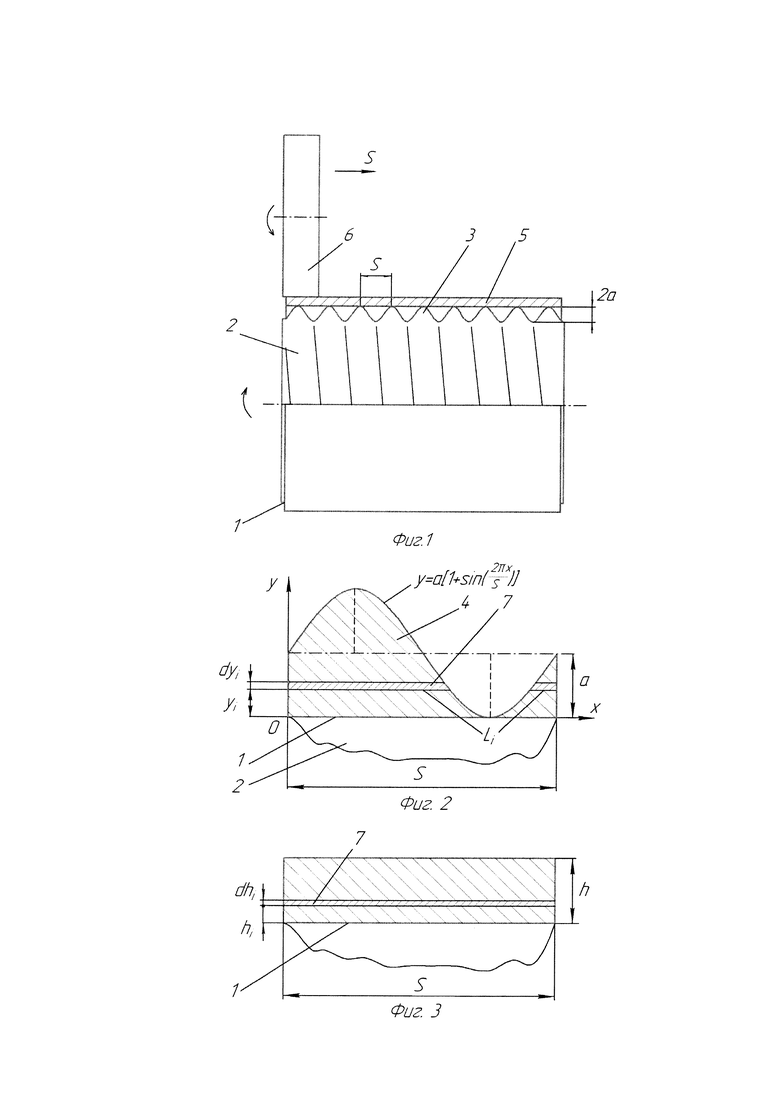
На фиг. 1 изображена схема приварки присадочной ленты на поверхность детали (вала) с винтовым рельефом. На фиг. 2 и 3 показаны схемы пластической деформации единичного элемента профиля; причем на фиг. 2 - исходный единичный элемент профиля до пластической деформации, на фиг. 3 тот же элемент после его пластической деформации.
На восстанавливаемой поверхности 1 детали 2 выполнен с шагом S винтовой рельеф 3 синусоидального сечения 4, к которому прижимается гладкая присадочная лента 5 роликом-электродом 6. В синусоидальном сечении 4 выделен малый элемент 7 с ординатой yi, высотой dyi и длиной Li. После пластической деформации ордината выделенного малого элемента 7 равна hi, его размеры dhixS.
Сущность способа заключается в следующем. Предварительно по размерам восстанавливаемой поверхности 1 детали 2 вырезают заготовку присадочной ленты 5. Перед приваркой ленты 5 на восстанавливаемой поверхности 1 детали 2 электромеханическим или иным способом выполняют конструктивные элементы в форме легкодеформируемого винтового рельефа 3 синусоидального сечения 4. Присадочную ленту 5 прижимают к восстанавливаемой поверхности 1 детали 2 роликом-электродом 6. Через участок электрической цепи «деталь 2 - присадочная лента 5 - ролик-электрод 6» пропускают импульсы сварочного тока, разогревают металл рельефа 3 до пластического состояния и потери упругих свойств и осаживают усилием ролика-электрода 6. Режим восстановления выбирают из условия полного заполнения впадин синусоидального сечения 4 и обеспечивают образование сварных швов металлопокрытия на поверхности детали 1 в форме прямоугольников шириной S и высотой h. В том случае, когда малый элемент 7 расположен максимально близко к контакту с присадочной лентой 5, он испытывает при осадке наиболее значительную пластическую деформацию в направлении по образующей вала (по оси х), что свидетельствует о правильности выбора профиля рельефа 3 синусоидальной формы. Наибольшее значение с точки зрения обеспечения прочной приварки в твердой фазе имеет перемещение горячего присадочного металла относительно стыковой поверхности присадочной ленты 5. При относительном движении в сочетании с силовым воздействием атомы соединяемых поверхностей вступают в физический контакт, активизируются, при этом разрушаются и выносятся из контакта препятствующие образованию общего электронного поля плотные гидрооксидные пленки. Экспериментально установлено, что прочное сварное соединение формируется в том случае, когда амплитуда а равна половине шага S синусоидального сечения 4, а приварку присадочной ленты 5 осуществляют по гребням винтового рельефа 3 на режиме, обеспечивающем пластическую деформации винтового рельефа 3 до полного его сглаживания.
Пример. Восстанавливается вал диаметром 50 мм из стали 45 ГОСТ 1050-60 присадочной лентой из стали 30 ХГСА ГОСТ 4543-2071 размером 156×100 и толщиной 1,5 мм. На восстанавливаемой шейке вала с шагом 5 мм электромеханическим способом выполнен синусоидального профиля винтовой рельеф амплитуды 2,5 мм. При приварке применялся инструмент - ролик-электрод диаметром 120 мм и шириной рабочей поверхности 4 мм. Режим приварки: сварочный ток 9 кА, сварочное усилие 2,2 кН, длительности импульсов тока и пауз между ними соответственно 0,06 и 0,08 с, скорость приварки 20 мм/с.Обкатка присадки роликом-электродом производилась по гребням профиля. Прочность сварного соединения, определенная методом разрушающего контроля, составила 152 МПа. При восстановлении вала известным способом она была равна 110 МПа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нанесения металлопокрытия на поверхность детали контактной приваркой присадочной ленты | 2022 |
|
RU2788561C1 |
| Способ восстановления изношенных деталей электроконтактной приваркой металлической ленты | 2019 |
|
RU2704950C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2006 |
|
RU2315684C1 |
| Способ восстановления валов электроконтактной приваркой перфорированной присадочной ленты | 2020 |
|
RU2744171C1 |
| Способ формирования металлопокрытия на поверхности детали контактной приваркой стальной проволоки | 2024 |
|
RU2832984C1 |
| Присадка для электроконтактной приварки | 2019 |
|
RU2700890C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2008 |
|
RU2385207C1 |
| Комбинированная присадка для электроконтактной приварки на основе стальной ленты | 2020 |
|
RU2728122C1 |
| СПОСОБ ФОРМИРОВАНИЯ МЕТАЛЛОПОКРЫТИЯ ОДНОВРЕМЕННОЙ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКОЙ ДВУХ СТАЛЬНЫХ ПРОВОЛОК | 2014 |
|
RU2578874C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ СВАРНОГО СОЕДИНЕНИЯ ПРИ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКЕ СЕТКИ ИЗ УГЛЕРОДИСТОЙ СТАЛИ | 2011 |
|
RU2458767C1 |
Изобретение может быть использовано при восстановлении и упрочнении деталей контактной сваркой. Предварительно на поверхности детали из углеродистой стали изготавливают легко пластически деформируемый конструктивный элемент в форме винтового профиля синусоидального сечения. Изготавливают присадочную ленту из легированной жаропрочной стали с размерами, соответствующими размерам восстанавливаемой поверхности детали. Прижимают присадочную ленту к восстанавливаемой поверхности и осуществляют ее обкатку роликом-электродом по гребням синусоидального профиля при подаче импульсов сварочного тока. Шаг синусоиды профиля выбирают равным 1,15-1,25 ширины рабочей поверхности ролика-электрода, амплитуду – половине шага. Режим приварки выбирают из условия пластической деформации рельефа до полного его сглаживания. Способ обеспечивает повышение прочности приварки присадочных лент из легированных и жаропрочных сталей на основу из конструкционных сталей. 3 ил., 1 пр.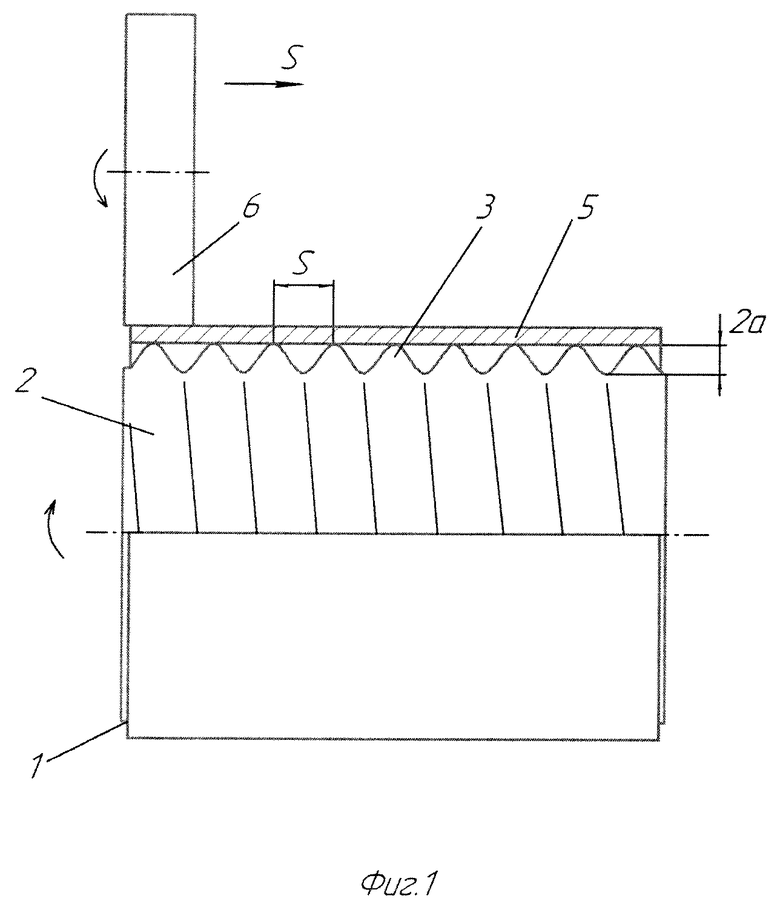
Способ формирования металлопокрытия на поверхности детали контактной приваркой стальной ленты, при котором изготавливают заготовку присадочной ленты из легированной или жаропрочной стали с размерами, соответствующими размерам восстанавливаемой поверхности детали из углеродистой стали, изготавливают на восстанавливаемой поверхности пластически деформируемые конструктивные элементы, прижимают ленту к восстанавливаемой поверхности и производят ее обкатку роликом-электродом при подаче импульсов сварочного тока, отличающийся тем, что пластически деформируемые конструктивные элементы выполняют в форме винтового профиля синусоидального сечения, причем шаг синусоиды выбирают равным 1,15-1,25 ширины рабочей поверхности ролика-электрода, амплитуду – половине шага, а приварку ленты выполняют по гребням профиля на режиме, обеспечивающем пластическую деформацию рельефа до полного его сглаживания.
| Способ нанесения металлопокрытия на поверхность детали контактной приваркой присадочной ленты | 2022 |
|
RU2788561C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛИ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКОЙ | 2010 |
|
RU2440223C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2008 |
|
RU2385207C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1998 |
|
RU2200650C2 |
| JP 8071763 A, 19.03.1996. | |||

