Изобретение относится к области контактной сварки и может быть использовано при восстановлении и упрочнении деталей электроконтактной приваркой присадочной ленты из легированных жаропрочных сталей.
Известен способ нанесения металлопокрытия, при котором изготавливают заготовку ленты с размерами, соответствующими размерам восстанавливаемой поверхности детали, прижимают ее к восстанавливаемой поверхности роликом-электродом и производят приварку заготовки к детали импульсами тока (Воловик Е.Л. Справочник по восстановлению деталей. - М.: Колос, 1981, с. 89-91). Недостатком известного способа является низкая прочность приварки ленты в твердой фазе. Известно, что для формирования прочных химических (металлических) связей в сварном стыке должна происходить пластическая деформация. Жесткая плоская присадочная лента при приварке практически не деформируется и поэтому прочно к детали не приваривается. Прочность сварного соединения также низкая и в случае приварки ленты на режимах, обеспечивающих образование в контакте небольших размеров сварочной ванны. При прохождении импульса тока основной отвод тепла происходит в массивный ролик-электрод из высокотеплопроводного сплава, в результате чего жидкая фаза в стыке не удерживается, а перемещается от стыка вглубь детали.
Известен также способ нанесения металлопокрытия на поверхность детали контактной приваркой присадочной ленты, включающий изготовление присадочной ленты с размерами, соответствующими размерам восстанавливаемой поверхности детали, прижатие ленты к восстанавливаемой поверхности и ее обкатку роликом-электродом при подаче импульсов сварочного тока с выполнением сварных швов. (Патент РФ 2700891, МКИ В23К 11/06, В23К 35/02, опубл. 23.09.2019, Б.И. №27).
Недостатком прототипа является низкая прочность приварки на детали из конструкционных сталей присадочных лент из легированных и жаропрочных сталей. Способ эффективен лишь при приварке перфорированных лент из углеродистых сталей на детали из конструкционных сталей. Применение присадочных лент из легированных сталей целесообразно с точки зрения упрочнения рабочих поверхностей реставрируемых деталей. Однако такие материалы сохраняют свои упругие свойства при высоких температурах и усилием ролика-электрода осаживаются недостаточно. Для формирования прочного сварного соединения в твердой фазе между присадочной лентой из легированных и жаропрочных сталей и деталью из конструкционных углеродистых сталей необходимо обеспечить достаточную пластическую деформацию в сварном стыке. Целесообразно в данном случае обеспечить поверхностную пластическую деформацию не присадочной ленты, а детали.
Цель нового технического решения - повышение прочности приварки присадочных лент из легированных и жаропрочных сталей на основу из конструкционных сталей.
Технический результат достигается тем, что в способе нанесения металлопокрытия на поверхность детали контактной приваркой присадочной ленты, включающий изготовление присадочной ленты с размерами, соответствующими размерам восстанавливаемой поверхности детали, прижатие ленты к восстанавливаемой поверхности и ее обкатку роликом-электродом при подаче импульсов сварочного тока с выполнением сварных швов, выполняют перфорационные отверстия, прижимают ленту к восстанавливаемой поверхности роликом-электродом и приваривают ее к детали импульсами тока, присадочную ленту изготавливают из легированной жаропрочной стали, на восстанавливаемой поверхности детали выполняют глухие конические перфорационные отверстия, причем шаг перфорации в продольном и поперечном направлениях выбирают равным шагу выполнения сварных швов, отверстия на поверхности детали выполняют с диаметром основания, равным половине шага перфорации, и глубиной, равной 0,5-0,7 диаметра основания отверстия, при этом обкатку роликом-электродом осуществляют по перемычкам между рядами отверстий, а режим приварки выбирают из условия полного закрытия объема отверстий на поверхности детали.
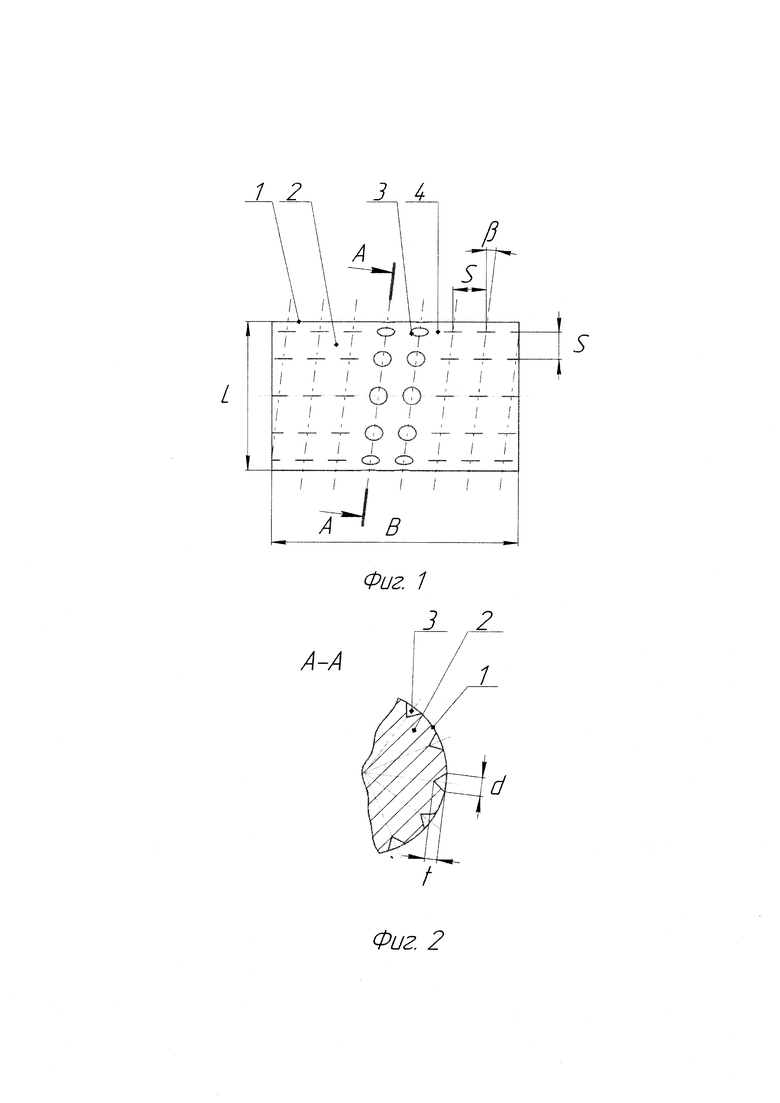
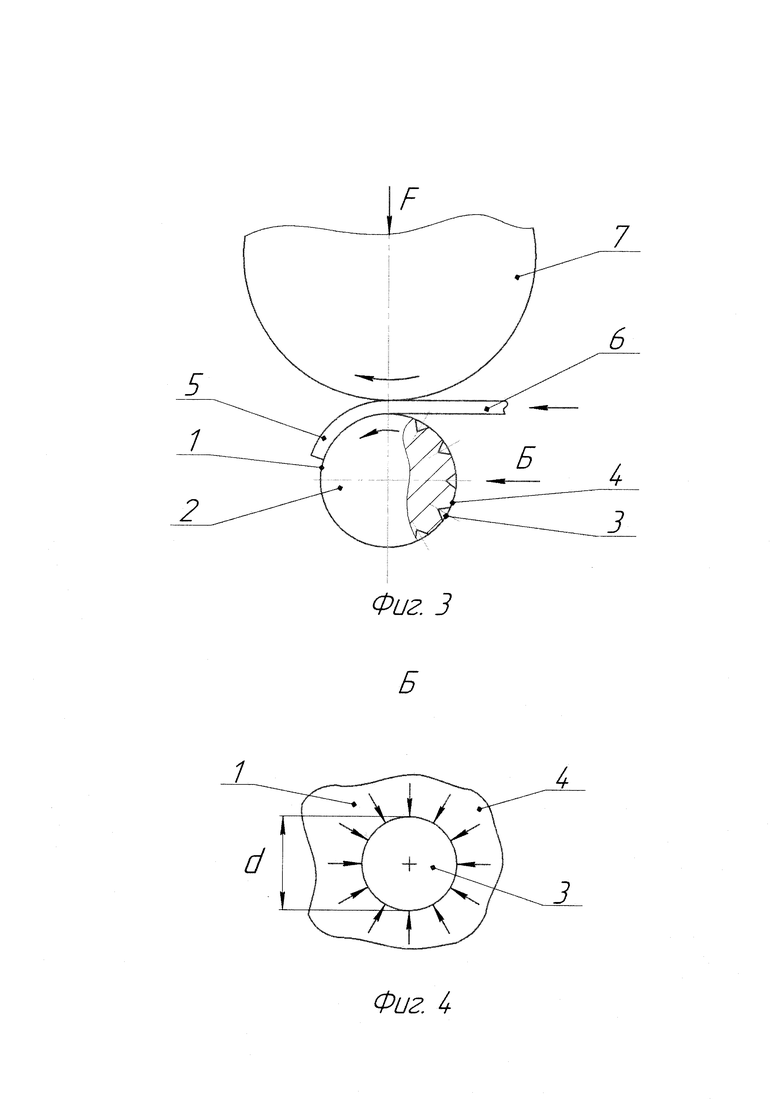
На фиг. 1 изображена деталь (вал), на восстанавливаемой поверхности которой выполнены вдоль и поперек образующей ряды глухих отверстий. На фиг. 2 показано сечение А-А вала. На фиг. 3 показан процесс электроконтактной приварки присадочной ленты на предварительно перфорированную изношенную поверхность детали. На фиг. 4 показан вид Б одного перфорационного отверстия на восстанавливаемой поверхности вала и схема перемещения металла перемычек в пластическом состоянии.
На восстанавливаемой поверхности 1 детали 2 в продольном и поперечном направлениях с шагом s выполнены глухие отверстия 3 диаметром d и глубиной t; между отверстиями 3 остаются перемычки 4. Металлопокрытие 5 формируется из присадочной ленты 6, прижатой со сварочным усилием F к восстанавливаемой поверхности 1 роликом-электродом 7.
Сущность способа заключается в следующем. Предварительно по размерам восстанавливаемой поверхности 1 детали 2 вырезают заготовку присадочной ленты 6. Перед нанесением металлопокрытия 5 восстанавливаемую поверхность 1 детали 2 перфорируют, для чего вдоль и поперек образующей с равным шагом s сверлят ряды глухих отверстий 3, между ними оставляют перемычки 4. Присадочную ленту 6 прижимают роликом-электродом 7 к восстанавливаемой поверхности 1 детали 2. Через участок электрической цепи «деталь 2 - присадочная лента 6 - ролик-электрод 7» пропускают импульсы сварочного тока, разогревают металл перемычек 4 между отверстиями 3 до пластического состояния и потери упругих свойств и осаживают усилием ролика-электрода 7. При пластической деформации металл перемычек 4 перемещают в направлении осей отверстий 3. Режим приварки выбирают из условия полного закрытия объема отверстий 3. Наибольшее значение с точки зрения обеспечения прочной приварки в твердой фазе имеет перемещение горячего металла детали 2 относительно стыковой поверхности присадочной ленты 6. При таком движении атомы соединяемых металлов вступают в физический контакт, активизируются, разрушаются и выносятся из стыка препятствующие образованию общего электронного поля плотные гидрооксидные пленки. Прочность формируемого сварного соединения обеспечивают режимом приварки и рациональным выбором параметров перфорации детали 2. Экспериментально установлено, что прочное сварное соединение формируется при шаге S сверления отверстий 3, равном шагу наложения на деталь сварных швов, диаметрах отверстий, равных половине шага перфорации, и их глубине, равной 0,5…0,7 диаметра.
Пример. Восстанавливается вал диаметром 50 мм из стали 45 ГОСТ 1050-2013 присадочной лентой из стали 30 ХГСА ГОСТ 4543-2071 размерами В=156 мм, L=100 мм и толщиной 1,5 мм. В присадке с шагом S=6 мм выполнены под углом β=2,2 град на глубину t=1,2 мм конические отверстия с диаметрами оснований d=3 мм. При приварке применялся инструмент - ролик-электрод диаметром 120 мм и шириной рабочей поверхности 7 мм. Режим приварки: сварочный ток 9 кА, усилие на инструменте 2,2 кН, длительности импульсов тока и пауз между ними соответственно 0,06 и 0,08 с, скорость приварки 20 мм/с.Обкатка присадки роликом-электродом осуществлялась по перемычкам между рядами отверстий. Прочность сварного соединения, определяемая методом разрушающего контроля, составила σ=123 МПа. При восстановлении вала известным способом на том же режиме прочность приварки была равна 45 МПа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формирования металлопокрытия на поверхности детали контактной приваркой стальной ленты | 2023 |
|
RU2820292C1 |
| Способ восстановления валов электроконтактной приваркой перфорированной присадочной ленты | 2020 |
|
RU2744171C1 |
| Способ восстановления изношенных деталей электроконтактной приваркой металлической ленты | 2019 |
|
RU2704950C1 |
| Способ формирования металлопокрытия на поверхности детали контактной приваркой стальной проволоки | 2024 |
|
RU2832984C1 |
| Присадочная лента для электроконтактной приварки | 2019 |
|
RU2700891C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2006 |
|
RU2315684C1 |
| Комбинированная присадка для электроконтактной приварки на основе стальной ленты | 2020 |
|
RU2728122C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2008 |
|
RU2385207C1 |
| СПОСОБ ФОРМИРОВАНИЯ МЕТАЛЛОПОКРЫТИЯ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ ЭЛЕКТРОКОНТАКТНОЙ РОЛИКОВОЙ ПРИВАРКОЙ | 2014 |
|
RU2552200C1 |
| Присадка для электроконтактной приварки | 2019 |
|
RU2700890C1 |
Изобретение относится к области контактной сварки и может быть использовано при восстановлении и упрочнении деталей. Изготавливают присадочную ленту из легированной жаропрочной стали с размерами, соответствующими размерам восстанавливаемой поверхности детали. На восстанавливаемой поверхности детали выполняют глухие конические перфорационные отверстия, причем шаг перфорации в продольном и поперечном направлениях выбирают равным шагу выполнения сварных швов. Отверстия на поверхности детали выполняют с диаметром основания, равным половине шага перфорации, и глубиной, равной 0,5-0,7 диаметра основания отверстия. Прижимают ленту к восстанавливаемой поверхности и осуществляют ее обкатку роликом-электродом при подаче импульсов сварочного тока с выполнением сварных швов. Обкатку роликом-электродом осуществляют по перемычкам между рядами отверстий, а режим приварки выбирают из условия полного закрытия объема отверстий на поверхности детали. Способ обеспечивает повышение прочности приварки присадочных лент из легированных и жаропрочных сталей на основу из конструкционных сталей. 4 ил., 1 пр.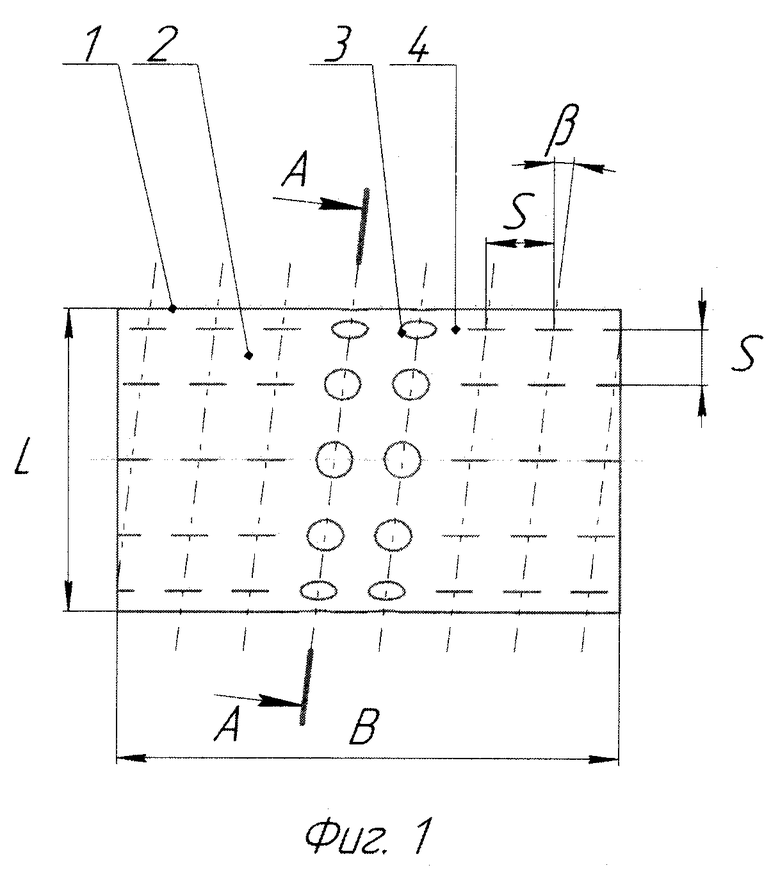
Способ нанесения металлопокрытия на поверхность детали контактной приваркой присадочной ленты, включающий изготовление присадочной ленты с размерами, соответствующими размерам восстанавливаемой поверхности детали, прижатие ленты к восстанавливаемой поверхности и ее обкатку роликом-электродом при подаче импульсов сварочного тока с выполнением сварных швов, отличающийся тем, что присадочную ленту изготавливают из легированной жаропрочной стали, на восстанавливаемой поверхности детали выполняют глухие конические перфорационные отверстия, причем шаг перфорации в продольном и поперечном направлениях выбирают равным шагу выполнения сварных швов, отверстия на поверхности детали выполняют с диаметром основания, равным половине шага перфорации, и глубиной, равной 0,5-0,7 диаметра основания отверстия, при этом обкатку роликом-электродом осуществляют по перемычкам между рядами отверстий, а режим приварки выбирают из условия полного закрытия объема отверстий на поверхности детали.
| Способ восстановления валов электроконтактной приваркой перфорированной присадочной ленты | 2020 |
|
RU2744171C1 |
| Присадочная лента для электроконтактной приварки | 2019 |
|
RU2700891C1 |
| RU 2000908 C1, 16.10.1993 | |||
| Станок для фрезерования изделий одновременно двумя расположенными друг против друга фрезами | 1940 |
|
SU68717A1 |
| DE 4102247 A1, 30.07.1992. | |||

