Изобретение относится к сварке давлением, в частности к способу контактной рельефнсм сварки преимущественно прецезиоиного Т-образного узла типа стержень - плоская деталь без механической обработки узла после сварки.
Целью изобретения является расширение технологических возможностей способа контактной рельефной сварки вс, .едствие возможности сварки стержня любой пространственной формы,по- вьпиения качества сварного соединения вследствие повышения степени прецезионности сварного узла, а также повышение экономичности способа
вследствие уменьшения расхода материала стержня и электроэнергии, а также устранения механической обработки узла после сварки.
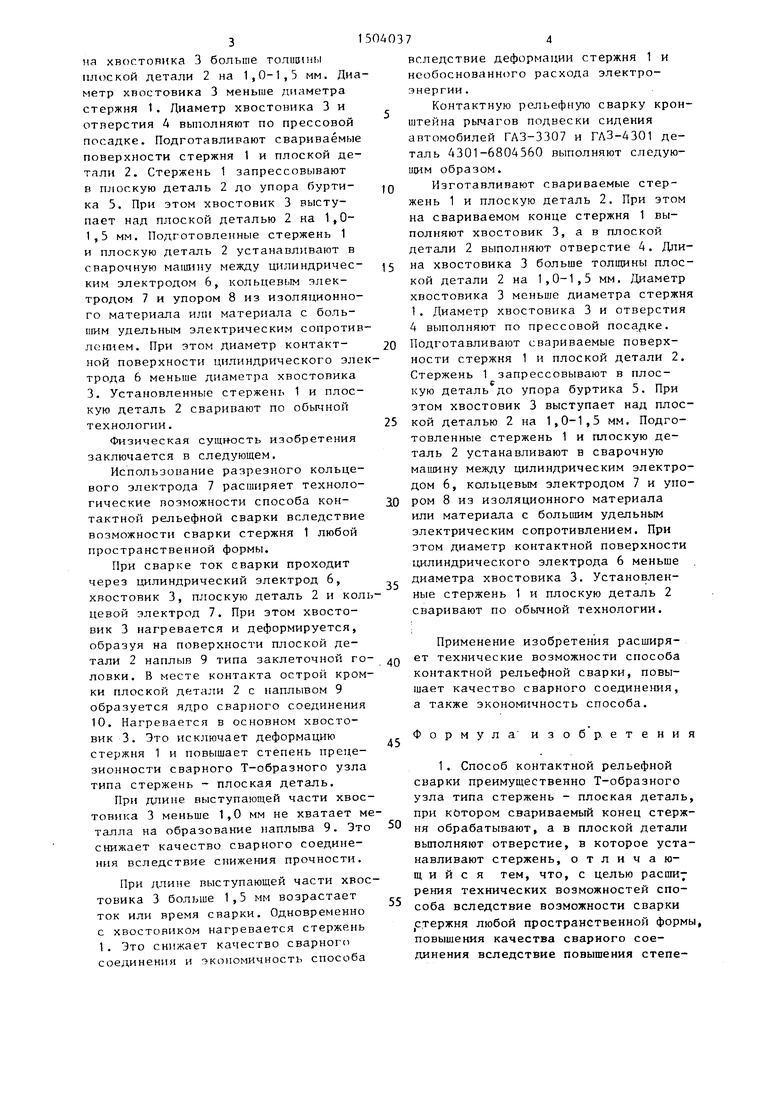
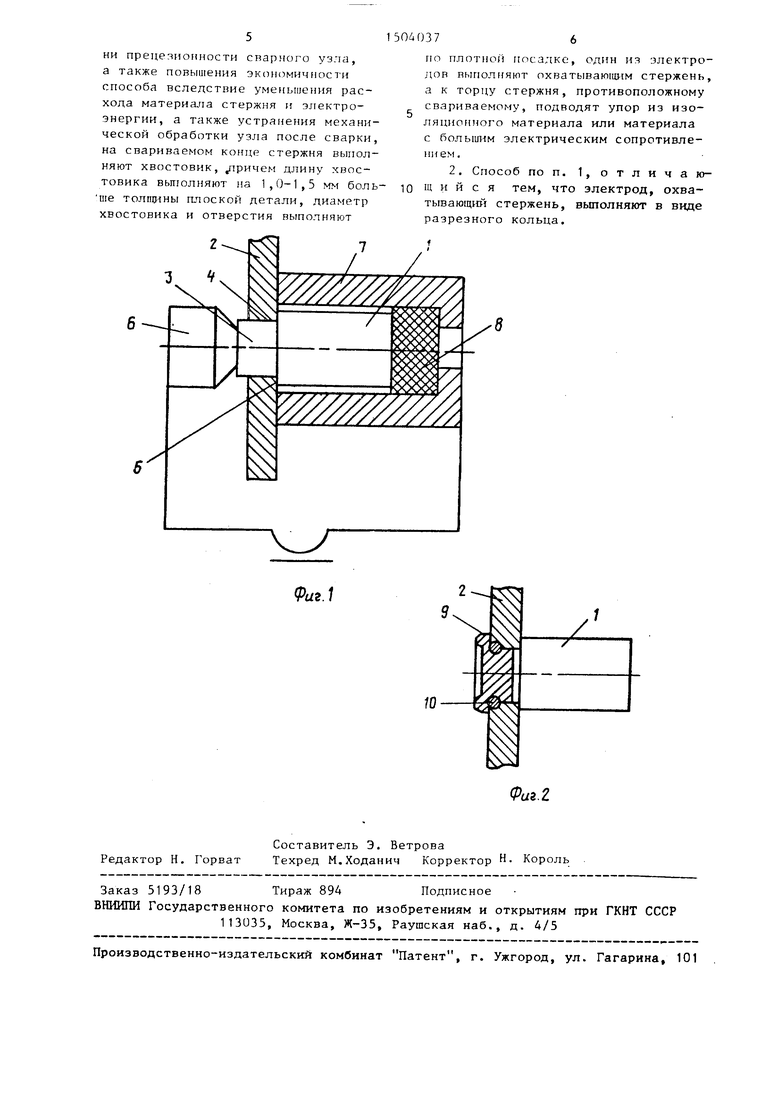
На фиг.1 показан сварной преце- зионьгый Т-образный узел типа стержень - плоская деталь перед контактной рельефной сваркой; на фиг.2- узел после сварки.
Техническая сущность изобретения заключает-ся в следующем.
Изготавливают свариваемые стержень 1 и плоскую деталь 2. При этом на свариваемом конце стержня 1 выполняют хвостовик 3, а в плоской детали 2 выполняют отверстие 4. ДлиСЛ
О 4 О
СО vl
на хвостоиика 3 больше Toniioiniii плоской детали 2 на 1,0-1,5 мм. Диаметр хвостовика 3 меньше диаметра стержня 1, Диаметр хвостовика 3 и отверстия 1 выполняют по прессовой посадке. Подготавливают свариваемые поверхности стержня 1 и плоской детали 2. Стержень 1 запрессовывают в плоскую деталь 2 до упора буртика 5. При этом хвостовик 3 выступает над плоской деталью 2 на 1,0- 1,5 мм. Подготовленные стержень 1 и плоскую деталь 2 устанавливают в сварочную ма1Ш5ну между цилиндрическим электродом 6, кольцевым электродом 7 и упором 8 из изоляционного материала или материала с большим удельным электрическим сопротивлением. При этом Диаметр контактной поверхности цилиндрического элетрода 6 меньше диаметра хвостовика 3. Установленные стержень 1 и плоскую деталь 2 сваривают по обычной технологии.
Физическая сущность изобретения заключается в следующем.
Использование разрезного кольцевого электрода 7 расширяет технологические возможности способа контактной рельефной сварки вследствие возможности сварки стержня 1 любой пространственной формы.
При сварке ток сварки проходит через цилиндрический электрод 6, хвостовик 3, плоскую деталь 2 и колцевой электрод 7. При этом хвостовик 3 нагревается и деформируется, образуя на поверхности плоской детали 2 наплыв 9 типа заклеточной головки. В месте контакта острой кромки плоской детали 2 с наплывом 9 образуется ядро сварного соединения 10. Нагревается в основном хвостовик 3 . Это исключает деформацию стержня 1 и повышает степень преце- зионности сварного Т-образного узла типа стержень - плоская деталь.
При длине выступающей части хвостовика 3 меньше 1,0 мм не хватает мталла на образование наплыва 9. Это снижает качество сварного соединения вследствие снижения прочности.
При длине выступающей части хвостовика 3 больше 1,5 мм возрастает ток или время сварки. Одновременно с хвостовиком нагревается стержень 1. Это снижает качество сварного соединения и экономичность способа
5
0
5
0
5
0
5
0
5
вследствие деформации стержня 1 и необоснованного расхода электроэнергии .
Контактную рельефную сварку кронштейна рычагов подвески сидения автомобилей ГАЗ-3307 и ГЛЗ-4301 деталь 4301-6804560 выполняют следую- uijiM образом.
Изготавливают свариваемые стержень 1 и плоскую деталь 2. При этом на свариваемом конце стержня 1 выполняют хвостовик 3, а в плоской детали 2 выполняют отверстие 4. Длина хвостовика 3 больше плоской детали 2 на 1,0-1,5 мм. Диаметр хвостовика 3 меньше диаметра стержня 1. Диаметр хвостовика 3 и отверстия 4 выполняют по прессовой посадке. Подготавливают свариваемые поверхности стержня 1 и плоской детали 2. Стержень 1 запрессовывают в плоскую деталь до упора буртика 5. При этом хвостовик 3 выступает над плоской деталью 2 на 1,0-1,5 мм. Подготовленные стержень 1 и плоскую деталь 2 устанавливают в сварочную машину между цилиндрическим электродом 6, кольцевым электродом 7 и упором 8 из изоляционного материала или материала с большим удельным электрическим сопротивлением. При этом диаметр контактной поверхности цилиндрического электрода 6 меньше диаметра хвостовика 3. Установленные стержень 1 и плоскую деталь 2 сваривают по обычной технологии.
Применение изобретения расширяет технические возможности способа контактной рельефной сварки, повышает качество сварного соединения, а также экономичность способа.
Формула изобретения
1. Способ контактной рельефной сварки преимущественно Т-образного узла типа стержень - плоская деталь, при котором свариваемый конец стержня обрабатывают, а в плоской детали выполняют отверстие, в которое устанавливают стержень, отличающийся тем, что, с целью расшиу рения технических возможностей способа вследствие возможности сварки стержня любой пространетвенной формы, повышения качества сварного соединения вследствие повышения степе
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной рельефной сварки стержня с плоской деталью | 1988 |
|
SU1655717A1 |
| Способ контактной рельефной сварки | 1988 |
|
SU1625620A1 |
| СПОСОБ КОНТАКТНОЙ РЕЛЬЕФНОЙ ДВУХКОНТУРНОЙ СВАРКИ ШТУЦЕРА С КОРПУСОМ | 2009 |
|
RU2399469C1 |
| Способ контактной рельефной сварки | 1988 |
|
SU1620246A2 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ ПЛОСКОЙ ДЕТАЛИ ИЗ ЛИСТОВОГО МЕТАЛЛА С МЕТАЛЛИЧЕСКИМ СТЕРЖНЕМ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 2007 |
|
RU2362660C2 |
| Способ контактной рельефной сварки | 1987 |
|
SU1518099A1 |
| Способ контактной рельефной сварки стержня с плоской деталью | 1989 |
|
SU1639910A1 |
| Способ сварки под флюсом наклонного соединения анкерного стержня с элементом проката | 1982 |
|
SU1117165A1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1999 |
|
RU2148483C1 |
| Способ контактной рельефной сварки | 1989 |
|
SU1742005A1 |
Изобретение относится к способу контактной рельефной сварки преимущественно Т-образного узла типа стержень-плоская деталь без механической обработки узла после сварки. Цель изобретения - расширение технологических возможностей способа, повышение качества сварного соединения, а также экономичности способа. На свариваемом конце стержня выполняют хвостовик, длину которого на 1,0...1,5 мм больше толщины плоской детали, диаметр хвостовика и отверстия плоской детали выполняют по плотной посадке. Один из электродов охватывает стержень, имеет кольцевую форму и может быть разрезным. К торцу стержня, противоположному свариваемому, подводят упор из изоляционного материала или материала с большим удельным электрическим сопротивлением, при этом нагревают в основном хвостовик. Это исключает деформацию стержня и повышает степень прецизионности узла. 1 з.п. ф-лы, 2 ил.
Фиг.1
/
| Гуляв А.И | |||
| Технология точечной и рсшьефной сварки сталей | |||
| М.: Мап | |||
| иностроение, 1972, с | |||
| Приспособление, увеличивающее число оборотов движущихся колес паровоза | 1919 |
|
SU146A1 |
