Изобретение относится к строительству, а именно к устройствам для изготовления обьемных строительных блоков.
Известны многочисленные типы форм для изготовления железобетонных изделий с полостями и без них, формы для изготовления элементов зданий, в том числе сани- тарно-технических кабин. Известные формы для изготовления железобетонных изделий состоят, из внутреннего формирующего элемента-пуансона, откидных боковых и торцовых бортов, жестких несущих рам.
Недостатками форм для изготовления железобетонных изделий, имеющих утолщения, выемки и выступы, являются сложность их изготовления, большое количество металлоемких кинематических узлов для
приведения формующих поверхностей в рабочее состояние и большая трудоемкость по их разборке (разопалубливанию) для получения готового отформованного и затвердевшего железобетонного изделия,
Наиболее близкой к изобретению по технической сущности является формовочная машина для изготовления объемных блоков, включающая поддон, внутренний пуансон в виде рамы со стойками, вкладыши, потолочный щит и откидные борта.
Указанная формовочная машина характеризуется сложностью ее изготовления с большим количеством сложных кинематических узлов и большой трудоемкостью при ее сборке-разборке для получения железобетонных изделий.
XI
сл
-N 4 СЛ
-ч
Цель изобретения - упрощение конструкции формы.
Указанная цель достигается тем, что в форме для изготовления объемных блоков с выступами на внутренней поверхности, включающей поддон, внутренний пуансон в виде рамы со стойками, вкладыши, потолочный щит и откидные борта, к стойкам рамы пуансона прикреплены скобообразные элементы, а вкладыши снабжена захватными пластинами с изогнутыми кр аямй для взаимодействия со скобообразными элементами при формовании изделия при этом один из откидных бортов формы и потолочный щит выполнены с окнами для пропуска ско- бообраэных элементов при монтаже пуансона и распалубке изделия.
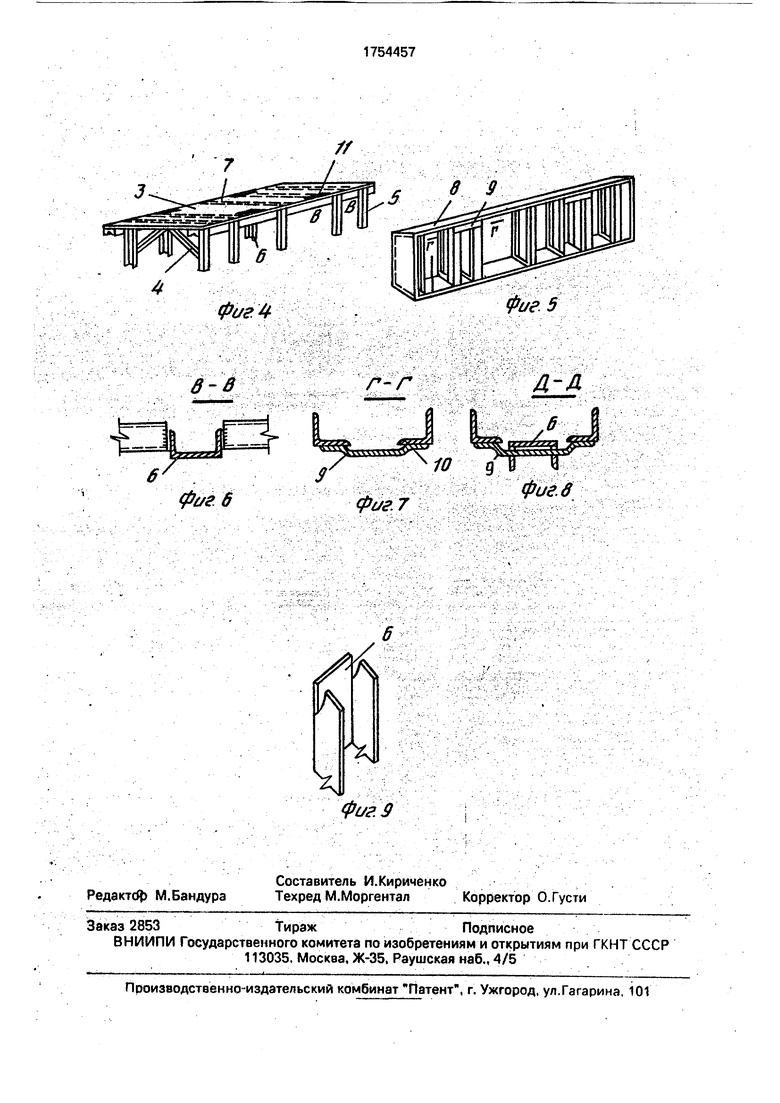
На фиг. 1 показан план формы, вид сверху; на фиг.2 - то же, разрез А-А на фиг.1; на фиг.З - разрез Б-Б -на фиг.1; на фиг.4 - внутренний пуансон, аксонометрия; на фиг.5 - вкладыш, аксонометрия; на фиг.б - сечение В-В на фиг.4; на фиг.7 - сечение Г-Г на фиг.5; на фиг.8 - сечение Д-Д на фиг.1; на фиг.9 - скобообразный элемент, аксонометрия.
Форма выполнена из откидных бортов 1, шарнирно прикрепленных к поддону 2, внутреннего пуансона 3 в виде рамы 4 со стойками 5, к которым прикреплены скобообразные элементы б и потолочный щит 7, вкладышей 8, снабженных захватными пластинами 9 с изогнутыми краями 10. взаимодействующими при монтаже формы и распалубке изделия со скобообразными элементами 6. При этом один из откидных бортов 1 формы и потолочный щит 7 выполнены с окнами 11 для пропуска скобообраз- ных элементов 6 при монтаже пуансона 3 и распалубке изделия.
Монтаж формы после очередного изготовления объемного блока 12, например железобетонной приставной лоджии, производится следующим образом. Согласно размерам или по шаблону устанавливают или закрепляют на поддоне 2 пуансон 3. На скобообразные элементы б стоек 5 рамы 4 пуансона 3 навешивают захватными пластинами 9 с изогнутыми краями 10 вкладыши 8 для образования выступающих внутренних формующих поверхностей объемных блоков 12, например лоджий. При этом окна 11 в потолочном щите 7 позволяют пропустить как при сборке формы, так и при распалубке блока 12 захватные пластины 9 с изогнутыми краями 10 вкладышей 8. Затем приводят в необходимое или вертикальное положение откидные борта 1 и фиксируют их в этом положении одним из известных способов,
В случае бетонирования блока 12 один из откидных бортов 1 и потолочный щит 7
для образования проема 13 не имеют сплошной формующей поверхности.
Собранная таким образом форма подается на вибростенд, где производится формовка блока 12 с выступами на внутренней
формующей поверхности, и далее, пройдя по технологической линии, поступает на распалубку.
После термообработки объемного блока 12 его выемка из формы осуществляется
следующим образом. После раскрытия откидных бортов 1 с помощью крана за монтажные петли 14 осуществляют подъем блока 12. При этом поднимаются и вкладыши 8, а пуансон 3, прикрепленный к поддону
2, остается на вибростенде. Окна 11 на потолочном щите 7 позволяют пропустить захватные пластины 9 вкладышей 8. Поднимаясь, вкладыши 8 своими захватными пластинами 9 освобождаются от зацепления со скобообразными элементами б стоек 5 пуансона 3, на которых они были навешены, и постепенно выходят своей гранью над пуансоном 3. Но так как вкладыши 8 в этот момент ничем не оказываются
связанными с формой вообще и пуансоном 3, в частности, они под действием собственной неуравновешенной массы выпадают из углубления блока 12 на потолочный щит 7 пуансона 3.
Применение формы снижает материалоемкость на 8% и трудоемкость на ее изготовление, монтаж и демонтаж за счет исключения сложных кинематических узлов приблизительно на 150% по сравнению с
прототипом.
Формула изобретения
Форма для изготовления обьемных бло- ков с выступами на внутренней поверхности, включающая поддон, внутренний пуансон в виде рамы со стойками, вкладыши, потолочный щит и откидные борта, отличающаяся тем, что, с целью упроще- ния конструкции, к стойкам рамы пуансона прикреплены скобообразные элементы, а вкладыши снабжены захватными пластинами с изогнутыми краями для взаимодействия со скобообразными элементами при формовании изделия, при этом один из от- кидных бортов формы и потолочный щит выполнены с окнами для пропуска скобооб- разных элементов при монтаже пуансона и распалубке изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ФАСОННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1996 |
|
RU2107617C1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ФАСОННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2033919C1 |
| Установка для изготовления предварительно напряженных железобетонных объемных элементов | 1976 |
|
SU710804A1 |
| Установка для изготовления строительных изделий | 1980 |
|
SU992192A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОТЯЖЕННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ ИЗ ТВЕРДЕЮЩЕГО МАТЕРИАЛА С АРМИРОВАНИЕМ, РИГЕЛЬ, БАЛКА И КОЛОННА, ИЗГОТОВЛЕННЫЕ НА ЭТОЙ ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ | 2005 |
|
RU2292262C1 |
| УНИВЕРСАЛЬНАЯ ТРАНСФОРМИРУЕМАЯ ОПАЛУБКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОТЯЖЕННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ, ПРОТЯЖЕННАЯ СТРОИТЕЛЬНАЯ КОНСТРУКЦИЯ, РИГЕЛЬ И БОЛЬШЕПРОЛЕТНАЯ БАЛКА, ИЗГОТОВЛЕННЫЕ В ЭТОЙ ТРАНСФОРМИРУЕМОЙ ОПАЛУБКЕ | 2005 |
|
RU2289006C1 |
| Способ производства объемного модуля | 2019 |
|
RU2715781C1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ БЛОКОВ | 2003 |
|
RU2243888C2 |
| Устройство для изготовления предварительно напряженных железобетонных изделий | 1983 |
|
SU1135885A1 |
| Установка для изготовления объемных элементов | 1979 |
|
SU905097A1 |

Изобретение относится к строительству и может быть использовано для изготовления объемных строительных блоков с выступами на внутренней поверхности. Цель изобретения -упрощение конструкции формы. Форма для изготовления объемных блоков содержит поддон, внутренний пуансон в виде рамы со стойками, к которым прикреплены скобообразные элементы, потолочный щит, вкладыши, снабженные захватными пластинами с изогнутыми краями, и откидные борта, один из которых, как и потолочный щит, выполнены с окнами для пропуска скобообразных элементов. 9 ил.
f
XI
S
t
nj
Ni
X
j
СЛ
J
Ji (Л
-si
A
N4
ач
фиг4
в-В
,/
фиг 6
Фиг 5
Г-Г
й-А
z
цггг ff «.ЧЧ ititv
10 gV
I
фиг. в
