Изобретение относится к изготовлению изделий из композиционных материалов на основе термопластичной полимерной матрицы, армированной волокнами и может быть использовано в машиностроении строительной и других отраслях промышленности
Цель изобретения - повышение качества наружной поверхности материала
Пример 1. Для изготовления изделия в виде листа размером 500 х 500 мм использованы рубленые углеродные волокна УКН П/5000 ТУ 6-06-3-6207-87 размером 20- 50 мм, общей массой 330 г пленка полиамидная ПА-12 Э ТУ 1-596 38-76 2 слой и
гранулы полиамида ПА-12 ТУ 6-05-1096-77 общей массой 1320 г. На дно матрицы пресс-формы выкладывают пленку, затем смесь рубпеных волокон и гранул, сверху зновь пленку, после чего пресс-форму смыкают, нагревают до 200°С, выдерживают в течение 1 мин/мм толщины. Затем бтупенчато повышаю давление до 3 МПа и выдерживают в течение 2 мин/мм толщины, Охлаждают под давлением до 20-50°С.
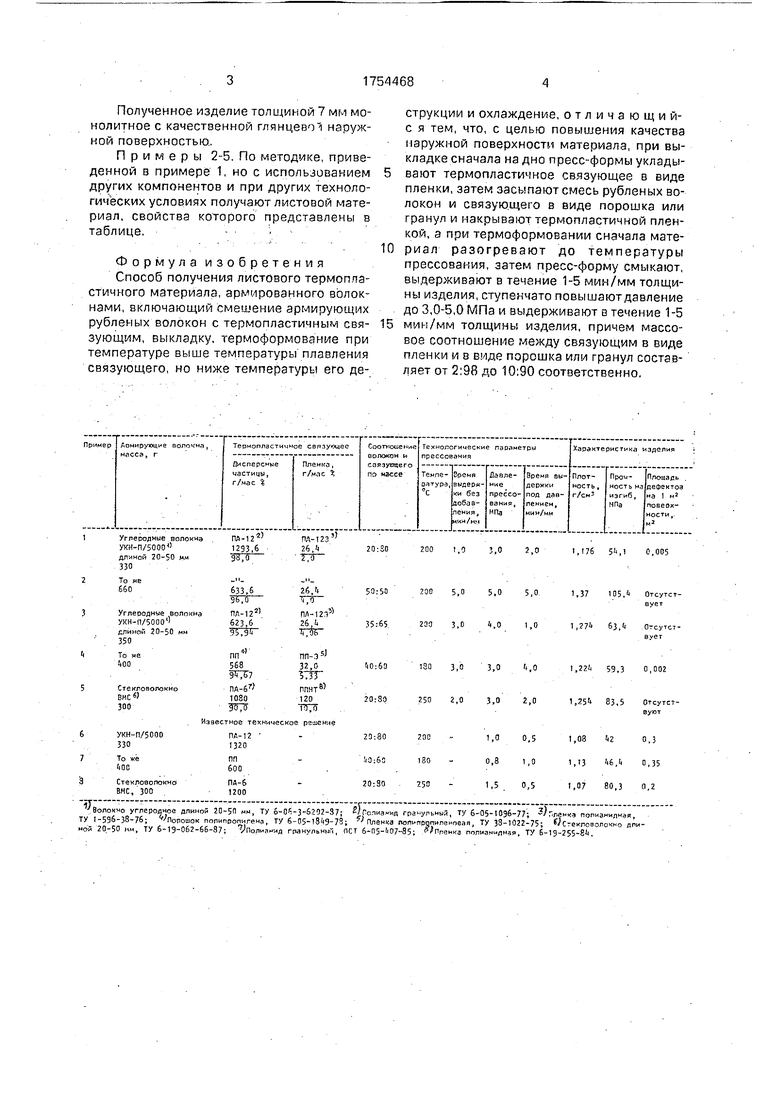
В таблице приведен состав термопластичного материала, технологические пара- метрь.1 получения изделия плоской формы и его свойства
О
Полученное изделие толщиной 7 мм монолитное с качественной глянцево i наружной поверхностью.
Примеры 2-5. По методике, приведенной в примере 1, но с использованием других компонентов и при других технологических условиях получают листовой материал, свойства которого представлены в таблице.
Формула изобретения Способ получения листового термопластичного материала, армированного волокнами, включающий смешение армирующих рубленых волокон с термопластичным связующим, выкладку, термоформование при температуре выше температуры плавления связующего, но ниже температуры его деструкции и охлаждение, отличающий- с я тем, что, с целью повышения качества наружной поверхности материала, при выкладке сначала на дно пресс-формы укладывают термопластичное связующее в виде пленки, затем засыпают смесь рубленых волокон и связующего в виде порошка или гранул и накрывают термопластичной пленкой, а при термоформовании сначала материал разогревают до температуры прессования, затем пресс-форму смыкают, выдерживают в течение 1-5 мин/мм толщины изделия, ступенчато повышают давление до 3,0-5,0 МПа и выдерживают в течение 1-5
мин/мм толщины изделия, причем массовое соотношение между связующим в виде пленки и в виде порошка или гранул составляет от 2:98 до 10:90 соответственно.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СМЕШИВАНИЯ ПОЛИМЕРНОГО МАТЕРИАЛА С МЕТАЛЛИЧЕСКИМ НАПОЛНИТЕЛЕМ | 2000 |
|
RU2198790C2 |
| Токопроводящее порошковое связующее на основе эпоксидной композиции и способ получения препрега и армированного углекомпозита на его основе (варианты) | 2023 |
|
RU2820925C1 |
| Способ получения армированного углекомпозита на основе порошкового связующего, содержащего твердую эпоксидную смолу и бифункциональный бензоксазин (варианты) | 2023 |
|
RU2813113C1 |
| ЛИСТЫ ТЕРМОПЛАСТА С ПОВЕРХНОСТНЫМ ПОКРЫТИЕМ, АРМИРОВАННЫЕ ВОЛОКНОМ | 2007 |
|
RU2471889C2 |
| Композиционный материал для изготовления строительных изделий, изготовленное из композиционного материала строительное изделие и способ изготовления строительного изделия из композиционного материала | 2024 |
|
RU2841077C1 |
| Порошковое связующее на основе циановой композиции и способ получения армированного углекомпозита на его основе (варианты) | 2023 |
|
RU2813882C1 |
| Способ формования изделий, усиленных каркасом из непрерывного волокна | 2020 |
|
RU2738650C1 |
| АРМИРОВАННЫЕ ВОЛОКНАМИ ТЕРМОПЛАСТИЧНЫЕ ЛИСТЫ С ПОВЕРХНОСТНЫМ ПОКРЫТИЕМ | 2005 |
|
RU2397871C2 |
| Способ изготовления армированных изделий | 1980 |
|
SU981004A1 |
| СПОСОБ ПРЕДВАРИТЕЛЬНОГО УПЛОТНЕНИЯ ПОРИСТОГО ПЛОСКОГО СЛОЯ ТЕРМОПЛАСТИЧНОГО ПОЛИМЕРА, АРМИРОВАННОГО ВОЛОКНОМ | 1992 |
|
RU2106363C1 |
Изобретение отностится к изготовлению листовых материалов из армированных волокнами термопластичных полимеров и может быть использовано в машиностроении строительстве и других отраслях промышленности. Изобретение позволяет повысить качество наружной поверхности материала за счет того, что в способе получения листового материала, включающем смешение армирующих рубпеных волокон с термопластичным связующим, выкладку, термоформование при температуре выше температуры плавления связующего, но ниже температуры его деструкции и охлаждение, при выкладке сначала на днотфесс-формы укладывают термопластичное связующее в виде плепки, затем засыпают смесь рубленых волокон и связующего в виде порошка или гранул и накрывают термопластичной пленкой, а при термоформовании сначала материал разогревают Температуры прессования, затем пресс-форму смыкают, выдерживают в течение 1-5 мин/мм толщины изделия, ступенчато повышают давление до 3,0-5,0 МПа и выдерживают в течение 1-5 мин/мм толщины изделия, причем массовое соотношение между связующим в виде пленки и в виде порошка или гранул составляет 2 98-10:90. 1 табл. tn
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
