Изобретение относится к конструктивным элементам и устройствам для измельчения материала и может быть применено в пищевой промышленности.
Известно техническое решение, по которому нож изготавливают с вилкообразной посадочной частью. Применение вилкообразной посадочной части упрощает настройку ножа.
Недостатком этого технического решения является то, что ножи могут применяться в куттерах с малой производительностью при небольшой скорости вращения ножевого вала, поскольку нож удерживается на ножевом валу только силой трения.
Наиболее близким техническим решением является нож, изготовленный из углеродистой хромистой стали, подвергнутый закалке и отпуску. В посадочной части ножа имеется отверстие с выступом, который подвергается механической обработке по мере износа режущей кромки, и тем самым обеспечивается требуемое минимальное расстояние между ножом и чашей куттера.
Недостатком этого технического решения являются низкие эксплуатационные свойства ножа из-за образования так называемых шлифовочных трещин при оконча- тельной механической обработке и склонности к выкрашиванию режущей кромки при работе ножа.
Цель настоящего изобретения заключается в повышении эксплуатационных свойств ножа за счет предупреждения шлифовочных трещин и снижения склонности к выкрашиванию режущей кромки при оптимальном расходе дефицитной стали.
Указанная цель достигается тем, что нож содержит режущую и посадочную части, соединенные сваркой, причем режущая часть изготовлена из упрочняемой нержавеющей мартенситно-стареющей стали состава: хром -9. ..15%, никель 8... 14%, молибден 1...4%, титан 1...3%, углерод до 0,03%. сера 0,01, фосфор 0,01%, железо - остальсл
СП
ю
«ь
о
ное, а ширину ее определяют по следующей зависимости:
Н Нтв + КНв...(1)
Нтв - ширина участка теплового влияния, на границе которого температура нагрева термическим циклом сварки не превышает 450-500° С, мм;
Нв - высота выступа в отверстии посадочной части, ммГ
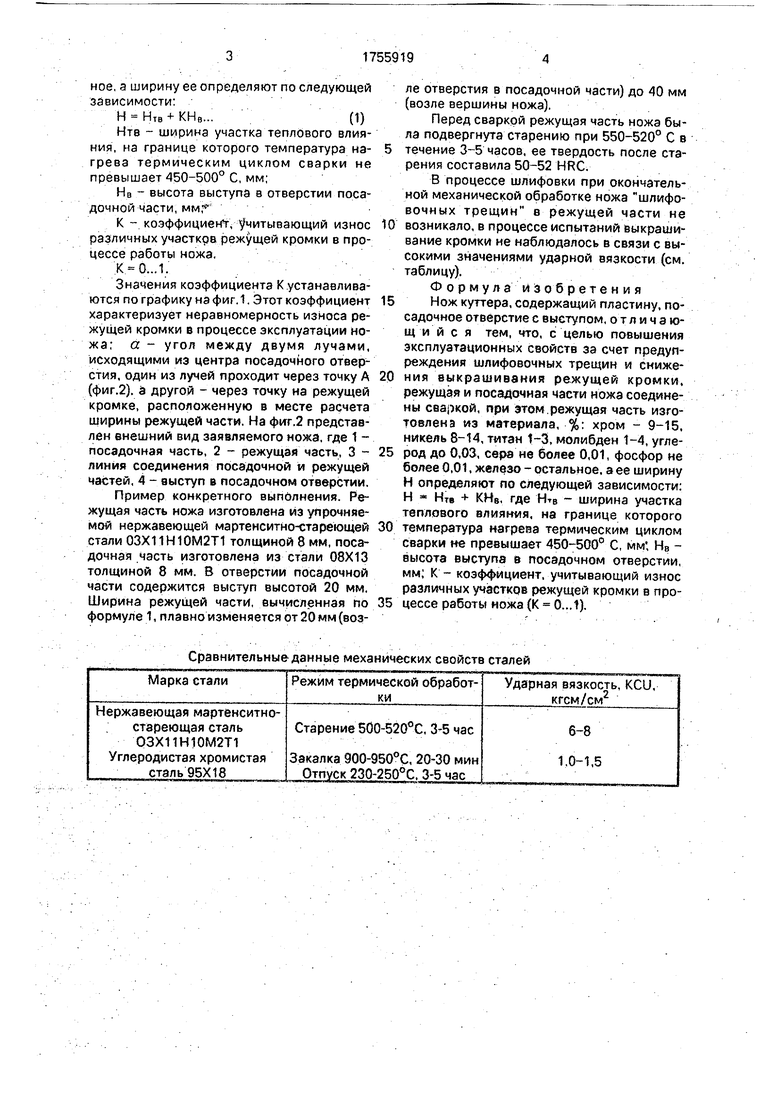
К - коэффициент, учитывающий износ различных участков режущей кромки в процессе работы ножа,
К-0...1.
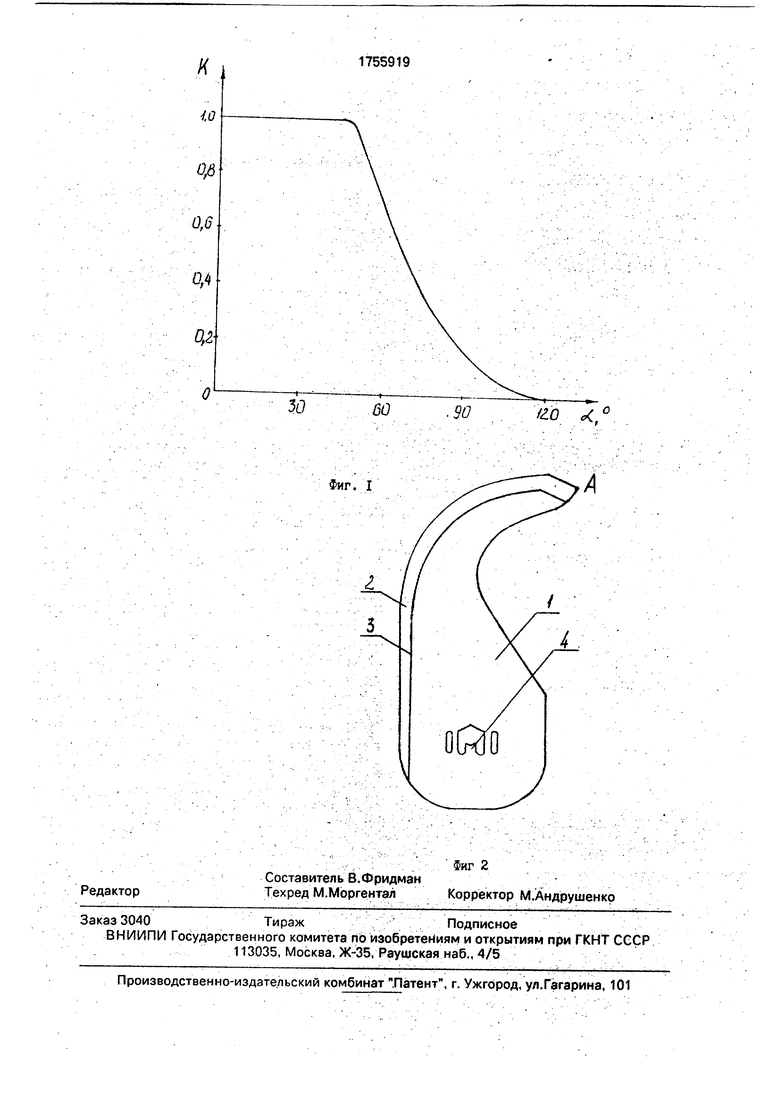
Значения коэффициента К устанавливаются по графику на фиг. 1. Этот коэффициент характеризует неравномерность износа режущей кромки в процессе эксплуатации ножа; а - угол между двумя лучами, исходящими из центра посадочного отверстия, один из лучей проходит через точку А (фиг.2). а другой - через точку на режущей кромке, расположенную в месте расчета ширины режущей части. На фит.2 представлен внешний вид заявляемого ножа, где 1 - посадочная часть, 2 - режущая часть, 3 - линия соединения посадочной и режущей частей, 4 - выступ в посадочном отверстии.
Пример конкретного выполнения. Режущая часть ножа изготовлена из упрочняемой нержавеющей мартенситно-стареющей стали ОЗХ11Н10М2Т1 толщиной 8 мм, посадочная часть изготовлена из стали 08X13 толщиной 8 мм. В отверстии посадочной части содержится выступ высотой 20 мм. Ширина режущей части, вычисленная по формуле 1, плавно изменяется от 20 мм (возле отверстия в посадочной части) до 40 мм (возле вершины ножа).
Перед сваркой режущая часть ножа была подвергнута старению при 550-520° С в
течение 3-5 часов, ее твердость после старения составила 50-52 HRC.
В процессе шлифовки при окончательной механической обработке ножа шлифовочных трещин в режущей части не
возникало, в процессе испытаний выкрашивание кромки не наблюдалось в связи с высокими значениями ударной вязкости (см. таблицу).
Формула изобретения
Нож куттера, содержащий пластину, посадочное отверстие с выступом, отличающийся тем, что, с целью повышения эксплуатационных свойств за счет предупреждения шлифовочных трещин и снижения выкрашивания режущей кромки, режущая и посадочная части ножа соединены сваркой, при этом режущая часть изготовлена из материала, %: хром - 9-15, никель 8-14, титан 1-3, молибден 1-4, углерод до 0,03, сера не более 0,01, фосфор не более 0,01, железо - остальное, а ее ширину Н определяют по следующей зависимости: Н Нтв + КНВ, где Нтв - ширина участка теплового влияния, на границе которого
температура нагреаа термическим циклом сварки не превышает 450-500° С, мм1, Н8 - высота выступа в посадочном отверстии, мм; К - коэффициент, учитывающий износ различных участков режущей кромки в процессе работы ножа (К 0...1).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упрочнения рабочей части кромки режущего инструмента из коррозионно-стойких сталей мартенситного класса | 2024 |
|
RU2841307C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ НЕРЖАВЕЮЩИХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2005 |
|
RU2288101C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 1995 |
|
RU2127195C1 |
| НОЖ К ИЗМЕЛЬЧИТЕЛЮ ПРОДУКТОВ | 1991 |
|
RU2014134C1 |
| ЗАГОТОВКА ДЛЯ ИЗДЕЛИЯ С ДАМАССКИМ УЗОРОМ | 2019 |
|
RU2790131C2 |
| Способ упрощения режущего инструмента | 1990 |
|
SU1747508A1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО СОЕДИНЕНИЯ | 1999 |
|
RU2158662C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛИНКОВ ФЕХТОВАЛЬНОГО ОРУЖИЯ | 2015 |
|
RU2605886C1 |
| НОЖ КУТТЕРА | 1999 |
|
RU2157734C1 |
| ДИСКОВЫЙ НОЖ ДЛЯ РЕЗКИ ЛИСТОВЫХ МАТЕРИАЛОВ | 2016 |
|
RU2627528C2 |
Использование: в устройствах для измельчения материала в пищевой промышленности. Сущность изобретения: конструкция ножа для куттеров состоит из двух частей - посадочной и режущей, соединенных сваркой, причем режущая часть изготовлена из упрочняемой нержавеющей мартенситно-стареющей стали, а ее ширина определяется с учетом ограничения температуры нагрева металла режущей кромки термическим циклом сварки, размера выступа в отверстии посадочной части и неравномерности износа режущей кромки в процессе работы ножа. 2 ил.
Сравнительные данные механических свойств сталей
Фиг. I
1755919
| Плоская сплоточная единица | 2024 |
|
RU2836630C1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Ивашов В.И | |||
| и др | |||
| Новые режущие устройства куттероз | |||
| Обзорная информация | |||
| ЛгроНИИТЭИММП, М., 1986 | |||
