Изобретение относится к области сварки, в частности к способам получения сварных соединений изделий из мартенситно-стареющих сталей, и может найти применение при изготовлении различных конструкций, в частности в ракетостроении, самолетостроении и других отраслях техники.
Известен способ сварки высокопрочных сплавов, при котором между соединяемыми деталями приваривают вставку (Авторское свидетельство СССР N 336111, В 23 К 9/02, 1972 г.).
Однако в этом способе вставка выполнена из менее прочного материала, чем материал свариваемых деталей, что соответственно приводит к пониженной прочности соединения в целом.
Наиболее близким к заявленному является способ получения сварного соединения, при котором к свариваемой кромке одной из деталей приваривают контактной сваркой тонкую металлическую пластину из металла одинакового с присадочной проволокой, собирают соединение и выполняют сварку, которую ведут на постоянном токе обратной полярности (Заявка Японии N 58-9779, В 23 К 9/23, опубл. 1983 г.).
Такой способ позволяет получить качественное соединение изделий из жаростойких нержавеющих сталей и углеродистых сталей. Однако существует ряд конструкций из мартенситно-стареющих сталей, которые известным способом не удается сварить без трещин.
Решаемая изобретением задача - повышение качества сварного соединения.
Технический результат, который может быть получен при осуществлении заявленного способа, - получение соединения без горячих и холодных трещин при сварке деталей из мартенситно-стареющих сталей.
Для решения поставленной задачи в способе получения сварного соединения, включающем приварку к свариваемой кромке одной из деталей контактной точечной сваркой промежуточного элемента, сборку стыка и сварку, промежуточный элемент изготавливают из того же металла, что и металл изделия, и покрывают его слоем хрома, стык собирают на прихватках ручной аргонодуговой сваркой неплавящимся электродом на остающейся подкладке, изготовленной из того же металла, что и изделие, и аргонодуговую сварку осуществляют в неповоротном положении деталей за два прохода неплавящимся электродом, причем сварку ведут с вибрацией электрода поперек шва с частотой от 60-80 колебаний в минуту и первый проход выполняют на пониженном сварочном токе, составляющем 30-70% от силы тока второго прохода. В случае сварки кольцевых стыков второй проход выполняют за два полуоборота на спуск с перекрытием начала и конца шва. Для подвода аргона к корню сварного шва в подкладке выполняют отверстия.
Технологию способа можно рассмотреть на примере сварки трубопровода с корпусом статора и корпусом генератора жидкостного ракетного двигателя. Материл свариваемых деталей - мартенситно-стареющая сталь марки ВНС-25.
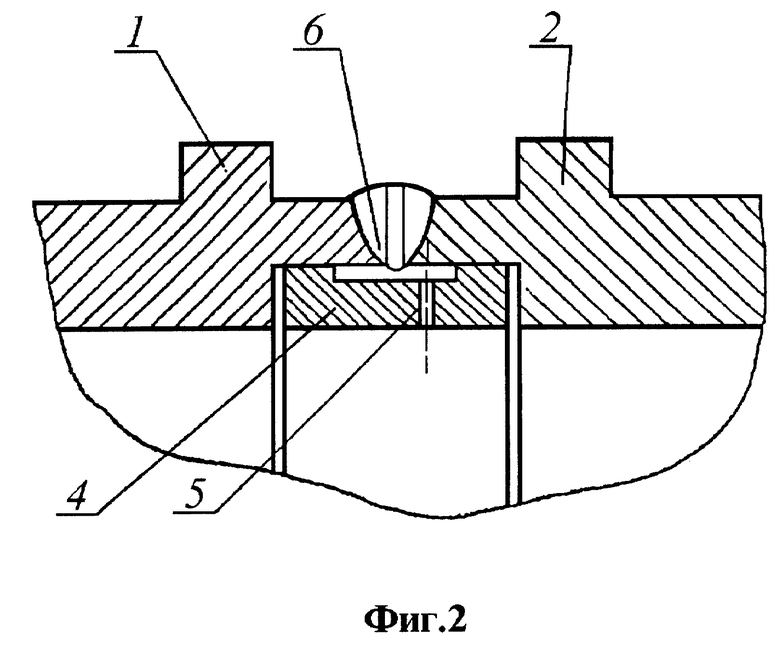
На фиг. 1 представлена схема сварной конструкции,
на фиг. 2 - сечение сварного шва.
Предварительно к одной из свариваемых кромок деталей 1 или 2 контактной точечной сваркой приваривали промежуточное кольцо 3, изготовленное также из стали ВНС-25 и покрытое слоем хрома толщиной 30 мкм, само кольцо выбирали толщиной 0,5-0,6 мм. Сборку стыка выполняли на остающейся подкладке 4 из стали ВНС-25 ручной аргонодуговой сваркой неплавящимся электродом с продувкой внутренней полости соединения аргоном. После сборки выполняли аргонодуговую сварку стыка в стационарном (неповоротном и неподвижном) положении деталей неплавящимся электродом, при этом осуществляли поперечные колебания электрода относительно сварного шва с частотой 60-80 колебаний в минуту для увеличения глубины проплавления и лучшего заполнения разделки. Внутреннюю полость сварного соединения продували защитным газом. Сварку вели за два прохода, причем первый проход выполняли на пониженном сварочном токе по сравнению с силой тока второго прохода (на 30-70%) постоянным током обратной полярности. Второй проход выполняли на спуск за два полуоборота, первый полуоборот начинали в точке, которая, например, соответствовала положению воображаемой часовой стрелки 1 ч, против движения часовой стрелки, и заканчивали в точке 5 ч, а второй полуоборот начинали в точке 11 ч, вели по часовой стрелке и заканчивали в точке 7 ч. При сварке со стороны внутренней полости подводили аргон. При сборке деталей использовали подкладку 4, из того же металла, что и детали 1 и 2. Аргон подавали через отверстия 5 в подкладке 4 к корню сварного шва 6.
После сварки сварные швы подвергались рентгеноконтролю, трещин обнаружено не было. Затем проводили гидроиспытания при 400-759 кгс/см2 и пневмоиспытания воздушно-гелиевой смесью при 60 кгс/см2 Испытания показали, что сварное соединение не имеет трещин.
Наиболее успешно заявленный способ получения сварного соединения может быть применим для получения сварных соединений изделий из мартенситно-стареющих сталей при изготовлении различных конструкций в ракетостроении, самолетостроении и других отраслях техники.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО СОЕДИНЕНИЯ | 1999 |
|
RU2158668C2 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СТЫКОВ, РАСПОЛОЖЕННЫХ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ | 2012 |
|
RU2555313C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНО-ПАЯНОЙ КОНСТРУКЦИИ | 1999 |
|
RU2158666C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНО-ПАЯНОЙ КОНСТРУКЦИИ | 1997 |
|
RU2110383C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНО-ПАЯНОЙ КОНСТРУКЦИИ ГАЗОГЕНЕРАТОРА | 1999 |
|
RU2158667C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛАПАНА, ВЫПОЛНЕННОГО ИЗ ВЫСОКОЛЕГИРОВАННОЙ СТАЛИ ПЕРЕХОДНОГО КЛАССА | 2004 |
|
RU2330747C2 |
| СПОСОБ СВАРКИ КОРОТКИХ СТЫКОВЫХ СОЕДИНЕНИЙ | 1999 |
|
RU2156679C1 |
| Литейная коррозионно-стойкая свариваемая криогенная сталь и способ ее получения | 2020 |
|
RU2778709C2 |
| СПОСОБ СБОРКИ И СВАРКИ КОНСТРУКЦИИ ТРУБОПРОВОДА | 2001 |
|
RU2229967C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ФРИКЦИОННО-ДУГОВОЙ СВАРКИ | 2011 |
|
RU2460618C1 |
Способ может быть использован в различных отраслях машиностроения при получении сварных соединений изделий из мартенситно-стареющих сталей. Перед сваркой к одной из свариваемых кромок контактной точечной сваркой прикрепляют промежуточный элемент. Элемент изготавливают из материала изделия и покрывают слоем хрома. Стык собирают на остающейся подкладке из материала изделия на прихватках. Прихватки выполняют ручной аргонодуговой сваркой неплавящимся электродом. Аргонодуговую сварку деталей ведут неплавящимся электродом за два прохода с поперечными колебаниями электрода. Способ позволяет повысить качество сварных соединений за счет исключения образования горячих и холодных трещин. 5 з.п. ф-лы, 2 ил.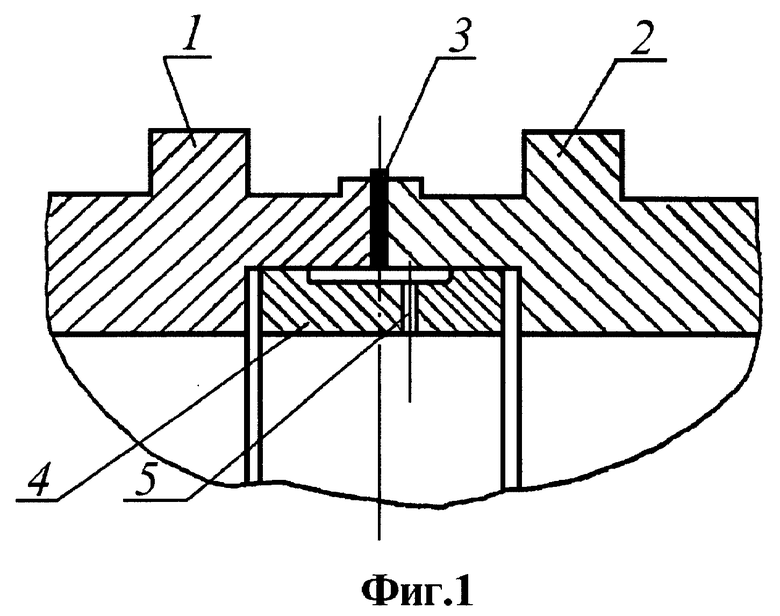
| JP 58009779 A, 20.01.1983 | |||
| Способ аргонодуговой сварки | 1947 |
|
SU78667A1 |
| СПОСОБ СВАРКИ | 0 |
|
SU336111A1 |
| Способ сварки высоколегированных сталей | 1975 |
|
SU585927A1 |
| RU 2062189 C1, 20.06.1996 | |||
| Способ вытяжки полых изделий из листового металла и штамп для осуществления этого способа | 1951 |
|
SU95976A1 |

