Изобретение относится к обработке металлов давлением и предназначено для использования при изготовлении балок коробчатого сечения из гнутых, в том числе и перфорированных профилей с полыми полками. При изготовлении балок коробчатого сечения из гнутых профилей с полыми полками, в том числе и перфорированных, производят сварку профилей между собой по кромкам полок.
Балки такого типа весьма недолговечны, так как скапливающийся в них конденсат способствует коррозии и для его удаления требуются дополнительные отверстия. Известные методы выполнения отверстий в балке весьма трудоемки, приводят к нарушению герметичности полых полок и ускоряет коррозию.
Известен способ производства балки коробчатого сечения с полыми полками, используемой в стеллажах и рамах, которая выполняется из двух гнутых профилей, каждый из которых содержит пару параллельных фланцев. Наружные поверхности фланцев второго профиля отстоят одна от другой на расстоянии равном расстоянию между внутренними поверхностям фланцев первого профиля. Фланцы второго профиля взаимно перекрываются почти полностью, образуя замкнутую балку. При эксплуатации скапливающийся внутри конденсат способствует коррозии и приводит к снижению долговечности балки. Для удаления конденсата необходимы отверстия на горизонтальных стенках балки, выполнение которых вызывает дополнительные трудозатраты и снижение несущей способности.
Наиболее близким по технической сущности к заявляемому является выбранный в качестве прототипа способ изготовления балок замкнутого сечения, выполненных из гнутых профилей С-образной формы путем сварки полок профилей между собой.
Существенным недостатком такого способа является то, что при изготовлении балки из облегченных, в том числе и
перфорированных профилей, в балке собирается конденсат, способствующий снижению ее долговечности из-за коррозии и для его удаления требуются дополнительные отверстия, выполнение которых затруднительно.
Целью изобретения является увеличение долговечности балки за счет выполнения отверстий в полках для удаления конденсата.
Для достижения поставленной цегщ при изготовлении балки коробчатого сечения первоначально в вапках станка изготавливают гнутые профили с полками двойной толщины путем их последовательного формообразования из листовой заготовки и сварки встык полок двух профилей между собой.
При изготовлении профилей перед сваркой кромки полок двойной толщины подвергают периодически повторяющемуся по длине обжатию с образованием участков уменьшенной ширины, а сварку ведут по выступающим участкам. При изготовлении балки коробчатого сечения по предлагаемому способу кромки полок в местах их примыкания в балке друг к другу гытюлняют по зигзагообразной линии путем периодически повторяющегося по длине обжатия полок в калибре валков и периодически повторяющегося уменьшения их ширины, после чего профили сваривают в балку по выступающим участкам зигзагообразных кромок полок с образованием отверстий в поясах балки между упомянутыми выступающими участками без нарушения герметичности полых полок профилей и без снижения несущей способности балки.
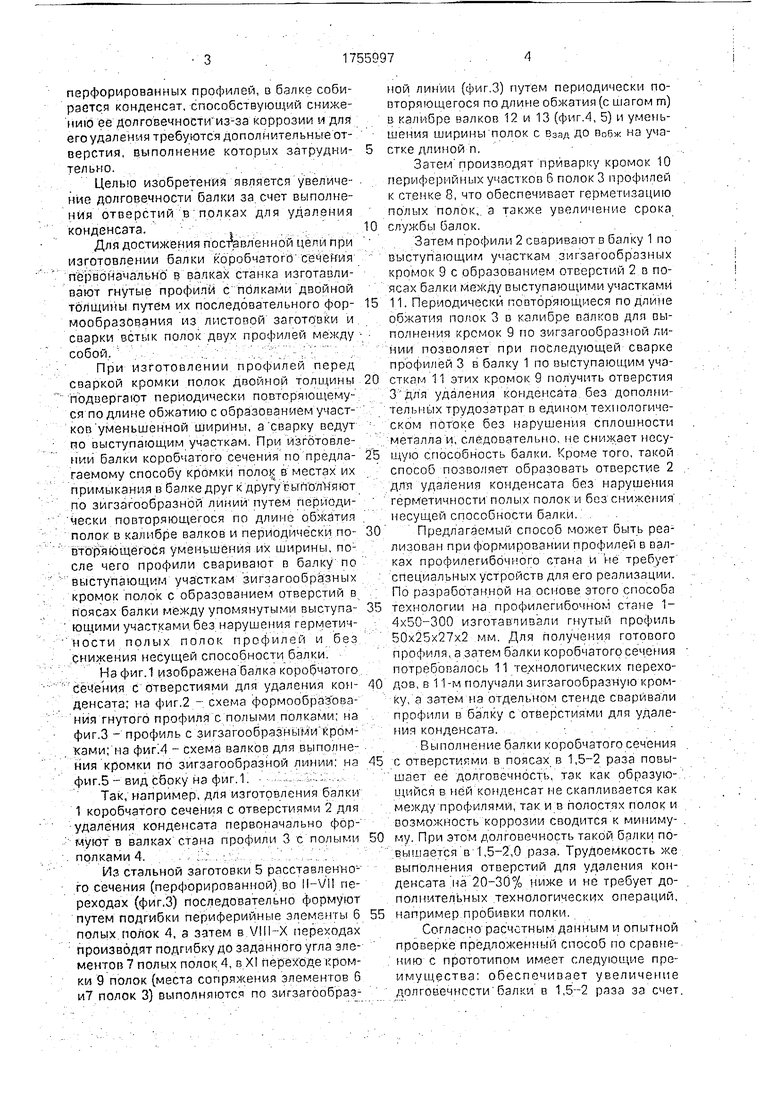
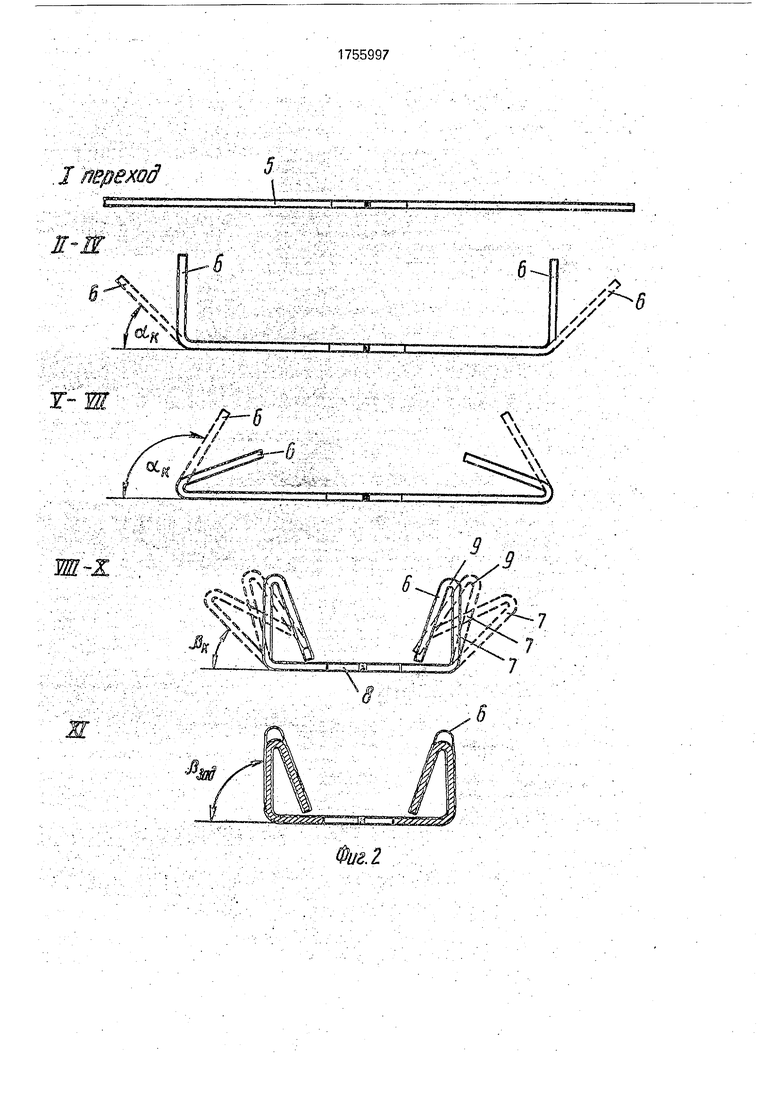
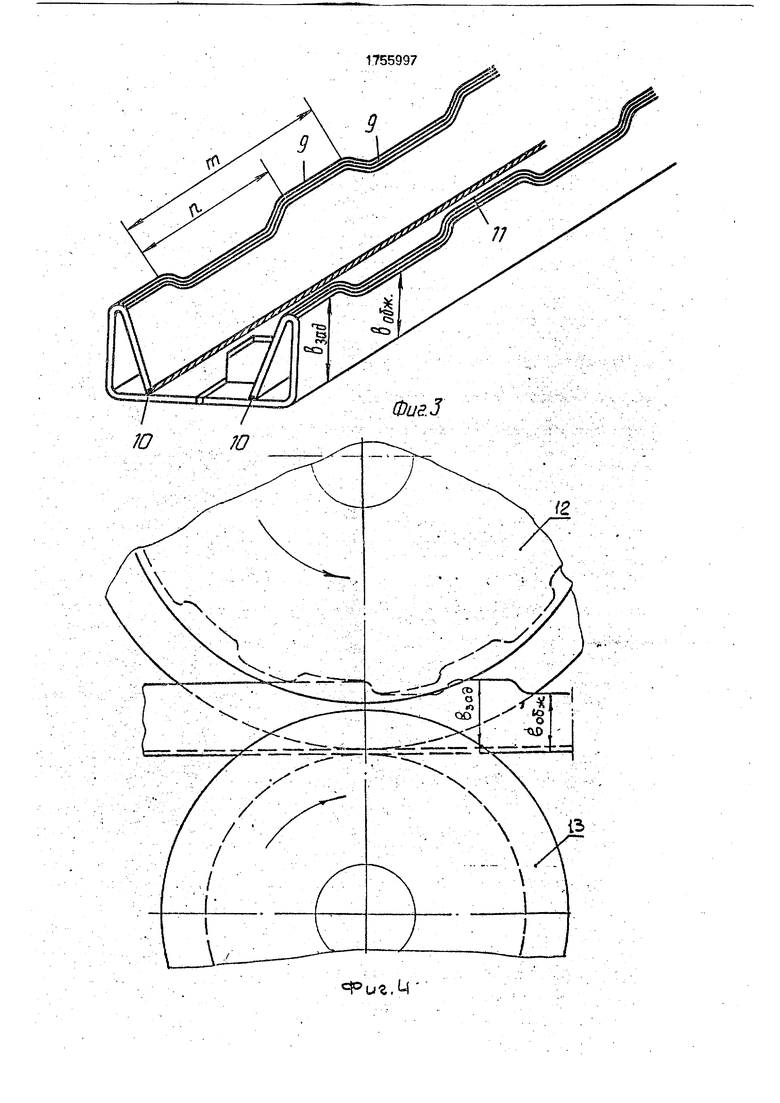
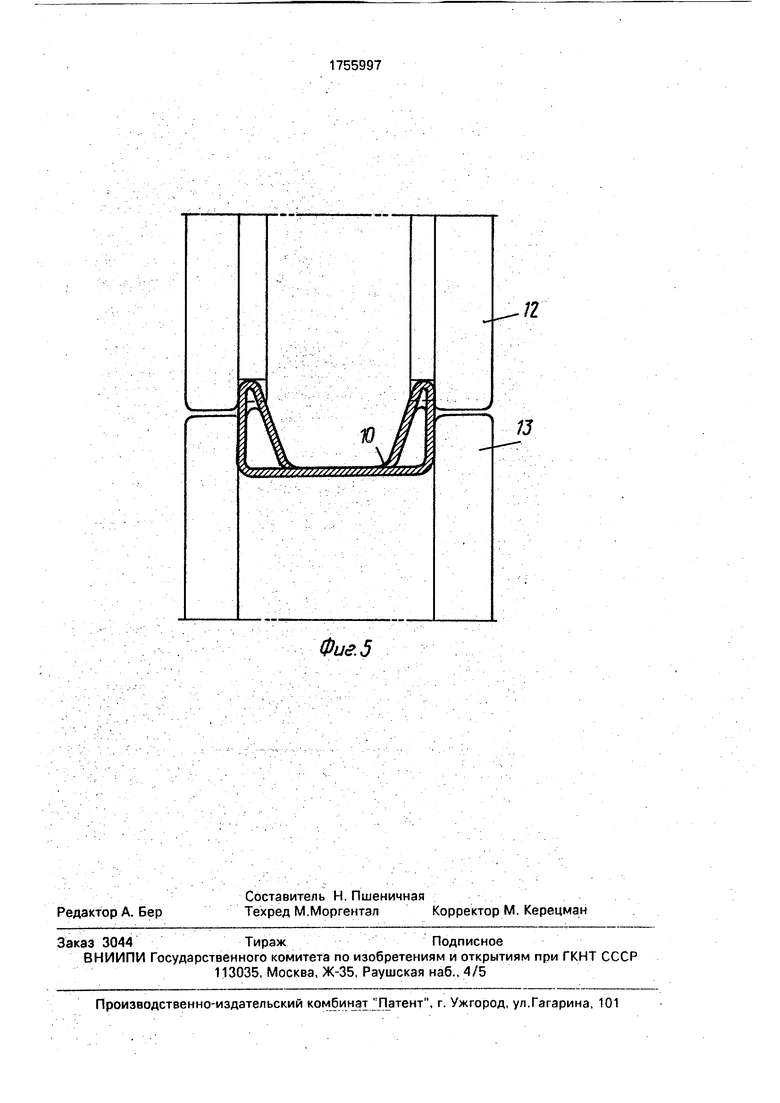
На фиг.1 изображена балка коробчатого селения с отверстиями для удаления конденсата; на фиг.2 - схема формообразования гнутого профиля с полыми полками; на фиг.З - профиль с зигзагообразными кромками; на фиг.4 - схема валков для выполнения кромки по зигзагообразной линии; на фиг.Б - вид сбоку на фиг.1
Так, например, для изготовления балки 1 коробчатого сечения с отверстиями 2 для удаления конденсата первоначально формуют в валках стана профили 3 с полыми полками 4.
Из стальной заготовки 5 расставленного сечения (перфорированной) во II-VII переходах (фиг.З) последовательно формуют путем подгибки периферийные элементы 6 полых полок 4, а затем в VII 1-Х переходах производят подгибку до заданного угла элементов 7 полых полок 4, в XI переходе кромки 9 полок (места сопряжения элементов 6 и7 полок 3) выполняются по зигзагообразной линии (фигЗ) путем периодически повторяющегося по длине обжатия (с шагом т) в калибре валков 12 и 13 (фиг 4, 5) и уменьшения ширины полок с Взчд до Вобж на участке длиной п.
Затем производят приварку кромок 10 периферийных участков б полок 3 профилей к стенке 8, что обеспечивает герметизацию полых полок, а также увеличение срока
0 службы балок.
Затем профили 2 сваривают в балку 1 по выступающим участкам зигзагообразных кромок 9 с образованием отверстий 2 в поясах балки между выступающими участками
5 11. Периодически повторяющиеся по длине обжатия полок 3 в калибре валков для выполнения кромок 9 по зигзагообразной линии позволяет при последующей сварке профилей 3 в балку 1 по выступающим уча0 11 этих кромок 9 получить отверстия 3 для удаления конденсата без дополнительных трудозатрат в едином технологическом потоке без нарушения сплошности металла и, следовательно, не снижает несу5 щую способность балки. Кроме того, такой способ позволяет образовать отверстие 2 дпя удаления конденсата без нарушения герметичности полых полок и без снижения несущей способности балки.
0 Предлагаемый способ может быть реализован при формировании профилей в валках профилегибочного стана и не требует специальных устройств для его реализации. По разработанной на основе этого способа
5 технологии на профилегибочном стане 1- 4x50-300 изготатиазли гнутый профиль 50x25x27x2 мм. Для получения готового профиля, а затем балки коробчатого сечения потребовалось 11 технологических перехо0 дов, в 11-м получали зигзагообразную кромку, а затем на отдельном стенде сваривали профили в балку с отверстиями для удаления конденсата.
Выполнение банки коробчатого сечения
5 с отверстиями в поясах в 1,5-2 раза повышает ее долговечность, так как образующийся в ней конденсат не скапливается как между профилями, так и в полостях полок и возможность коррозии сводится к мипиму0 му. При этом долговечность такой балки повышается в 1,5-2,0 раза. Трудоемкость же выполнения отверстий для удаления конденсата на 20-30% ниже и не требует дополнительных технологических операций,
5 например пробивки полки.
Согласно расчетным данным и опытной проверке предложенный способ по сравнению с прототипом ИМРСГ следующие преимущество обеспечивает увеличение долговечности балки в 1,5-2 раза за счет
выполнения отверстий в полках для удаления конденсата без нарушения герметичности полых полок; снижает трудоемкость .изготовления балки на 20...30% за счет выполнения отверстий для удаления кондён- сатз в едином технологическом потоке.
Ф о р м у л: а и з о б р е т е ни я : Способ изготовления балки коробчатого сечения, включающий изготовление гнутых профилей с полками двойной толщины, отогнутыми под прямым углом, путем их пб0
следооательного формообразования из листовой заготовки в сварки встык полок двух профилей между собой, о т л и ч а ю щ и й- с я тем, что, с целью увеличения долговечности за счет выполнения в полках отверстий для удаления конденсата, в.процессе изготовления профилей перед сваркой кромки полок двой ноТГтолщййы подвергают периодически повторяющемуся по длине оБжзгиюс образованием участков уменьшенной ширины, a CBa pKv ведут по выступающим участкам. , . : .:

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОЙ БАЛКИ КОРОБЧАТОГО СЕЧЕНИЯ | 1990 |
|
RU2025162C1 |
| Способ изготовления гнутых профилей | 1987 |
|
SU1569050A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТОГО МЕТАЛЛИЧЕСКОГО ПРОФИЛЯ И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581687C2 |
| ПРОДОЛЬНАЯ БАЛКА ШПИНТОННОЙ РАМЫ (ВАРИАНТЫ) | 2008 |
|
RU2375224C2 |
| Металлическая коробчатая балка | 1989 |
|
SU1738964A1 |
| Гнутый тонкостенный металлический профиль | 2021 |
|
RU2773742C1 |
| Способ изготовления гнутых коробчатыхпРОфилЕй | 1976 |
|
SU603181A1 |
| Способ производства двутавровых балок с волнистой стенкой | 1985 |
|
SU1266579A1 |
| ДВУТАВРОВЫЙ ГНУТОЗАМКНУТЫЙ ПРОФИЛЬ (ВАРИАНТЫ) | 2018 |
|
RU2680560C1 |
| Способ производства гнутыхпРОфилЕй | 1979 |
|
SU829256A1 |
Использование: конструкции быстро- сборных унифицированных стеллажей из перфорированных профилей. С целью снижения трудоемкости про й зво дства и увеличения долговечности балок за счет выполнения в полках отверстий для удаления конденсата при изготовлении профилей кромки полок в местах их примыкания в балке друг к другу выполняют по зигзагообразной линии. Зигзагообразную кромку получают за счет периодически повторяющегося по длине обжатия полок в калибре валков и уменьшения их ширины. Затем профили сваривают в балку по выступающим участкам#зигзагообразных кромок по- с образованием отверстий в поясах балки между указанными выступающими участками. 5 ил.
Фиг.1
S5
fNi
Ч
УЗer
-j
ел
СЯ
со
OD -vl
X
7;
Oi
«Риг.М
1755997
Фиг. 5
| Теория и технология производства гнутых профилей проката Харьков, УкрНИИ- мет, 1982, рис.1 в. |
