1
. Изобретение относится к обработке металлов давлением, а более конкретно к области производства коробчатых гнутых профилей на профилегибочных агрегатах.
В процессе изготовления гнутых коробчатых профилей проката в ряде случаев, особенно при изготовлении профилей со сравнительно неширокими стенками, не обеспечивается качестванная отформовка мест изгиба на требуемый радиус кривизны, имеет место потеря устойчивости прямолинейных Стенок и их искривление, нарушается постоянство зазора между кромками изза пружинения металла и поперечного искривления плоских участков.
Известны способы производства гнутых профилей, по которым заготовка последовательно оюрмоизменяется в готовый профиль в валках стана IJ.
Однако применение этих способов в ряде случаев, например, при формообразовании профилей со сравнительно узкими стенками (Ь|5до 10-20, где b и 5 - ширина и толщина стенки) и малыми относительными радиусами крвизны в местах изгиба R|5 до 1-1,5 не позволяет изготовить профили требуемого качества и обеспечить прямолинейность стенок поперечного их прогиба, заданную кривизну в местах изгиба, стбильный зазор между смыкающимися пол .ками.
Наиболее близким к предлагаемому способу по технической сущности является способ, по которому с целью качественной отформовки мест изгиба с их искривлением на минимальные радиусы у смыкакяцихся полок, в. процессе профилирования подгибку боковых стенок и полок производят одновременно, и на стадии свободной гибки, когда верхний валок . не контактирует с внутренней поверхностью мест изгиба, боковые стенки профиля прогибают наружу, а величину прогиба выбирают такой, чтобы деформация боковых стенок от прогиба не выходила за пределы упругих деформаций .
Недостатком этого способа является смятие кромок профиля под действием элементов валка, потеря устойчивости подгибаемых элементов, что не позволяет создавать необходимых усилий для качественной отформовки мест изгиба и придания им требуемой кривизны.
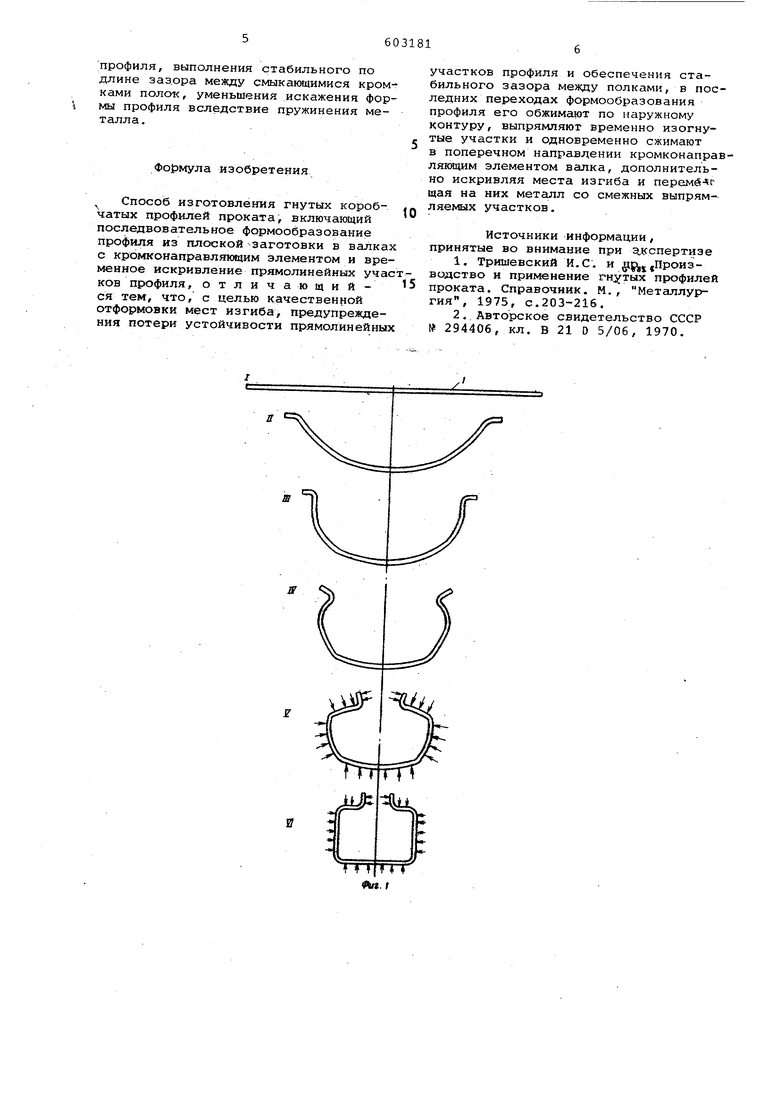
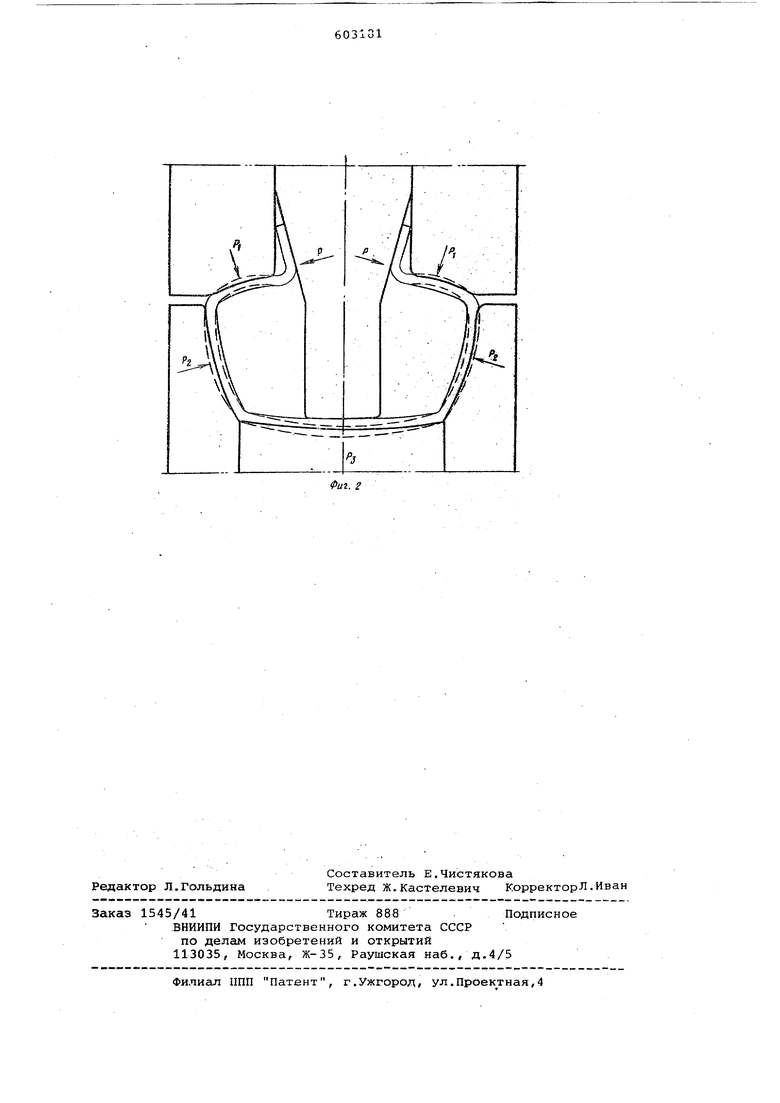
В ряде случаев, особенно для изтотовления профилей со сравнительно малыми габаритными размерами b/5- 20) такой способ неприемлем, так как деформирующие усилия, прикладываемые для отформовкк мест изгиба искривляют и стенки, а кривизна мест изгиба оказывается меньшей, чем требуемая. Целью изобретения является качественная отформовка мест изгиба, предупреждение потери устойчивости прямолинейных участков профиля и обес печение стабильного зазора между полками, С этой целью в-последних переходах формообразования профиля его обжимают по наружному контуру, выпрямляют временно изогнутые участки и одноврем1енно сжимают в поперечном направлении кромконаправляющим элементом валка, дополнительно искривляя места изгиба и-перемещая на них металл со смежных. выпряглпяемак участков. При изготовлении профиля временнов первоначальное пластическое искри ление прямолинейных участков коробчатого профиля и его обжатие по наружно му контуру в калибре валков в последних переходах позволяет увеличивать изгибающий момент в местах изгиба и искривлять эти участки на меньшие. относительные радиусы, одновременно предупреждая потерю устойчивости- прямолинейных элементов профиля, Применение поперечного сжатия формуемого профиля (вдоль контура развертки поперечного сечения) кромконаправляквдим элементом валка путем приложения усилий к смыкающимся полкам позволяет более качественно отфор мовывать места изгиба на большую кривизну и стабилизировать по длине профиля размер зазоров между смыкающимися полками за счет предупреждения пру жинения металла искривленных участков и искажения формы поперечного се чения профиля. При этом созданное по перечное сжатие в сочетании с перемещением 1 1ггалла в места изгиба со сме ных выпрямляемых участков обеспечивают искривление мест изгиба на минимал ные радиусы кривизны без утонения. На фиг.1 приведена схема технологических переходов в Г - V/ формообразования коробчатого профиля, на фиг.2 - схема действия формующих усилий со стороны валков на профиль с ранее искривленными прямолинейными участками в последних переходах. Последовательно из плоской заготов ки 1 формообразуют .коробчатый профиль в- валках с первоначальным искривлением (переходы I иШ его прямолинейных участков; в последних переходах ( V переход) профиль пластически обжимает по наружному контуру в калибре Всшков, одновременно сжимают в по перечном направлении кромконаправляю щим элементом валка и выпрямляют вре менно искривленные плоские участки, дополнительно искривляя места изгиба и перемещая на них металл со смежных выпрямляемых участков. Так, например, в соответствии с предлагаемым способом изготовление коробчатого профиля 44х28х19х2 мм из стали СтЗ производят в валках профилегибочного стана 2-6x50-500 со скоростью формовки до 3 м/с -при жестком режиме подгибки (углы подгибки, за проход до 45). При этом в первых четырех переходах из плоской заготовки с размером поперечного сечения 2x142 MMI фоормообразуют переходное сечениз профиля путем одновременной подгибки боковых стенок, полок и отбортовок, причем стенку профиля, боковые стенки и смыкагациеся полки искривляют наружу. При этом искривление по переходам возрастает. По достижении формы профиля близкой к конечной его пластически обжимают, по наружному 1сонтуру в калибре вашков (переход v) формующими усилиями P-J , р2 / P-i -вжимают в поперечном тангенциальном направлении кромконаправляющим элементом валка (усилия Р) и выпрямляют временно искривленные плоские участки. При этом металл со смежных выпрямляемых и поперечно сжимаемых при обжатии участков перемешается в мес.та изгиба. Времен.ное искривление прямолине1 ных участков профиля на первых переходах, а затем одновременное поперечное сжатие профиля кромконаправляющим элементом валка и обжатие по наружному контуру позволяет увеличивать изгибающий момент в местах изгиба и искривлять эти участки на меньшие радиусы, обеспечивая при этом устойчивость прямолинейных элементов профиля за счет предварительного их искривления и уменьшение пружинения металла за счет тангенциального сжатия мест изгиба. В то же время при формовке изгиба по известным способам, когда производится последовательная подгибка участков профиля по переходам, в местах изгиба не представляется возможным создать требуемый изгибающий момент из-за сравнительно жестких и узких прямолинейных участков профиля и их искривлейия под действием усилий со стороны валков. При этом после выхода .профиля из калибра его форма нару|шается вследствие значительного пружинения металла не только мест изги,ба, но и иссривляемых прямолинейных участков. Применение поперечного сжатия заготовки формуемого профиля кромконаправляющим элементом валка обеспечивает постоянство ширины зазора между смыкающимися полками. Применение предлагаемого способа позволяет улучшить качество коробчатых гнутых профилей проката за счет уменьшения минимально допустимых радиусов кривизны в местах изгиба, обеспечения прямолинейности полок и стенок профиля, выполнения стабильного по длине эаз.ора между смыкающимися кром ками полок, уменьшения искажения фор мы профиля вследствие пружинения металла , Формула изобретения Способ изготовления гнутых коробчатых профилей проката, включающий последвовательное формообразование профиля из плоской заготовки в валка с кромконаправляющим элементом и вре менное искривление прямолинейных уча ков профиля, отличаю щийся тем, что, с целью качественной отформовки мест изгиба, предупреждения потери устойчивости прямолинейны участков профиля и обеспечения стабильного зазора между полками, в последних переходах формообразования профиля его обжимают по наружному контуру, выпрямляют временно изогнутые участки и одновременно сжимают в поперечном направлении кромконаправляющим элементом валка, дополнительно искривляя места изгиба и перемб- г щая на них металл со смежных выпрямляемых участков. Источники информации, принятые во внимание при экспертизе 1.Тришевский И.С. и ftj«Производство и применение гнутых профилей проката. Справочник. М., Металлургия, 1975, с.203-216. 2.Авторское свидетельство СССР № 294406, кл, В 21 О 5/06, 1970,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства гнутыхпРОфилЕй | 1979 |
|
SU829256A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ ЗАМКНУТОГО И ПОЛУЗАМКНУТОГО СЕЧЕНИЙ | 1994 |
|
RU2071850C1 |
| Способ изготовления гнутых профилей двутаврового сечения | 1988 |
|
SU1558529A1 |
| Способ изготовления гнутых коробчатых профилей | 1975 |
|
SU551077A1 |
| Способ изготовления коробчатых профилей с продольным гофром на горизонтальной стенке | 1990 |
|
SU1731349A1 |
| Инструмент профилегибочного стана | 1980 |
|
SU912333A1 |
| СПОСОБ ДОКТОРОВА М.Е. И ПУНИНА В.И. ИЗГОТОВЛЕНИЯ ГНУТЫХ ЗАМКНУТЫХ ПРОФИЛЕЙ | 1998 |
|
RU2137566C1 |
| Способ изготовления замкнутых профилей коробчатого типа | 1987 |
|
SU1498577A1 |
| Способ изготовления гнутых профилей | 1985 |
|
SU1299645A1 |
| Способ изготовления гнутых профилей | 1981 |
|
SU997901A1 |
S
