Изобретение относится к текстильной промышленности для жидкостной обработки тканого материала и может быть использовано в других отраслях промышленности, например, для пропитки, окраски, нанесения покрытий.
Известна установка для пропитки материалов, содержащая пропиточную ванну, заполненную обрабатывающей жидкостью, погружающий ролик, вертикальную и горизонтальную стоики, средства для подачи в ванну сухой ветви материала и от вода обработанной ветви с возможностью их контакта и перемещения относительно друг друга о противоположных направлениях.
Недостатком данного решения является то, что в процессе жидкостной обработки материал, проходя через пропиточную ванну, уносит часть жидкости из пропиточной ванны, снижает уровень жидкости в ней и.
следовательно, уменьшается время пропитки материала, что в итоге снижает качество обработки материала, т.е. снижается процентное содержание жидкости в материале. Наиболее близким по технической сущности к предлагаемому является устройство для жидкостной обработки тканого материала, содержащее ванну для обрабатывающей жидкости с размещенным в ней погружающим роликом, средства для подачи сухой ветви материала и отвода обработанной ветви и упругие элементы, соединенные с ванной для перемещения последней относительно погружающего ролика, при этом упругие элементы выполнены в виде пружин, жесткость каждой из которых определяется уравнением;
„- ЛРж
™-А
VI
СЛ О
4 ГО GJ
п -АН
ун
где К - жесткость пружин, Н/м;
Л РЖ - изменение веса ванны с обрабатывающей жидкостью, Н;
Д НУн - изменение уровня обрабатывающей жидкости в ванне, м;
п - количество пружин,
причем первоначальный уровень заполнения ванны обрабатывающей жидкостью равен:
.
где Нм - глубина размещения погружающего ролика относительно уровня обрабатывающей жидкости, м.
Недостатком данного решения является сложность конструкции устройства из-за наличия в нем оттарированных пружин, а также большие габариты пропиточной ванны устройства.
Цель изобретения - упрощение конструкции устройства.
Поставленная цель достигается тем, что ванна для обрабатывающей жидкости закреплена жестко к вертикальной стойке и выполнены из эластичного материала, модуль упругости которого определяется уравнением
к
А Рж Нм
Д Нун Sn
где Д РЖ - изменение массы ванны с обрабатывающей жидкостью, Н;
Нм - глубина размещения погружающего ролика в ванне, м;
Д Нун - изменение уровня обрабатывающей жидкости в ванне (изменение длины ванны), м,
Sn - площадь поперечного сечения стенок ванны, м2.
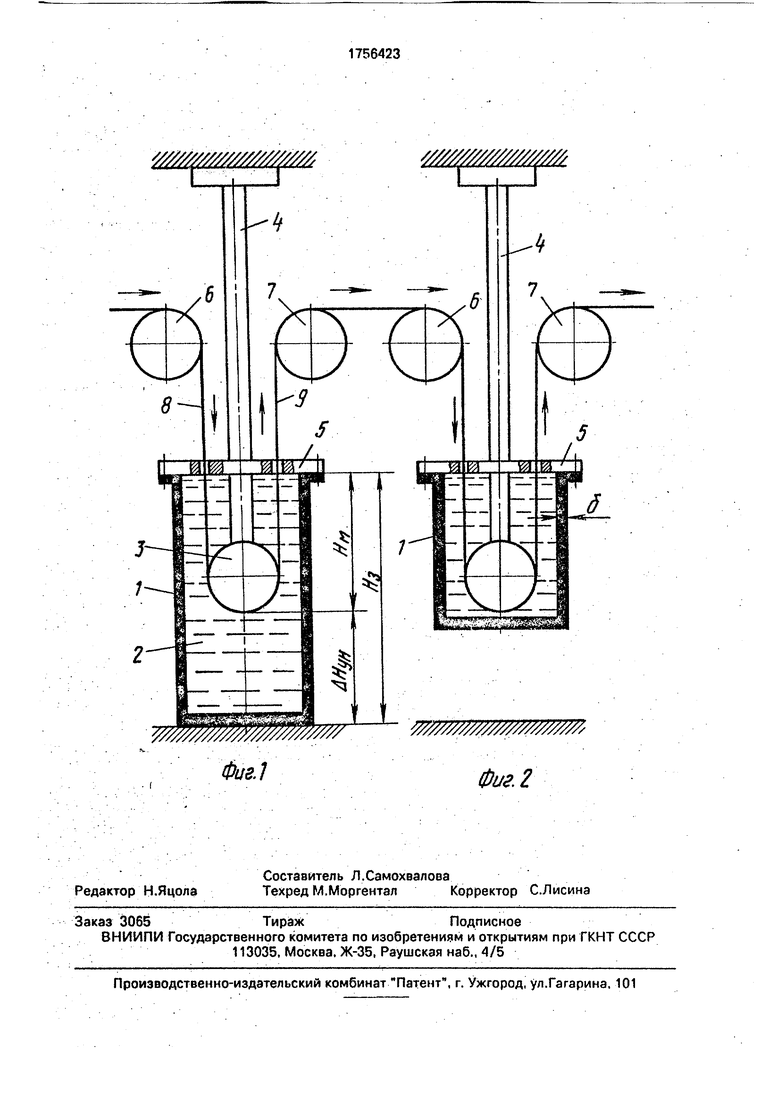
На фиг. 1 представлена схема устройства в начальный период обработки; на фиг. 2 - то же, при окончании обработки материала.
Устройство содержит эластичную ванну 1 с обрабатывающей жидкостью 2. В ванне размещен погружающий ролик 3, закрепленный на вертикальной стойке 4. Ванна 1 жестко закреплена на горизонтальной стойке 5, которая соединена с вертикальной стойкой 4. Над ванной 1 размещены направляющие ролики 6 и 7 для подачи в ванну сухой ветви 8 материала и отвода обработанной ветви 9. Модуль упругости материала ванны 1 определяют расчетно из условия обеспечения уменьшения высоты ванны 1 на величину, равную величине понижения уровня обрабатывающий жидкости в ней:
„ А Рж Нм IX STSn ДН
у
где К - модуль упругости материала ванны, Па:
Д Рж - изменение веса ванны с обрабатывающей жидкостью, Н;
Нм - глубина размещения погружающего ролика в ванне, м:
Sn - площадь поперечного сечения стенок ванны, м2;
Д Нун - изменение уровня обрабатывающей жидкости в ванне (изменение длины ванны), м.
Уровень заполнения пропиточной ванны обрабатывающей жидкости определен соотношением:
20
Нун,
где Н3 -уровень заполнения ванны 1 обрабатывающей жидкостью, м;
Нм - глубина размещения погружающего ролика 3 в ванне 1, м;
Д Нун - изменение уровня обрабатывающей жидкости в ванне 1, м.
Горизонтальная стойка 5 закреплена на вертикальной стойке 4 таким образом, чтобы расстояние от нее до нижнего основания
устройства в вертикальной плоскости равно уровню заполнения ванны 1 Нэ.
Устройство работает следующим образом.
Обрабатываемый материал проводят
через направляющие ролики б и 7 и погружающий ролик 3. Затем приводят в движение материал с необходимой заданной скоростью протяжки с подачей необработанной ветви 8 материала в обрабатывающую жидкость 2 и отводом обработанной ветви 9 из нее. Обработанная ветвь 9 уносит часть обрабатывающей жидкости 2, что изменяет массу ванны 1 с оставшейся жидкостью (Д Рж). Поскольку сила действия массы
жидкости на эластичную ванну 1 уменьшается, она сжимается и при этом уменьшает свою длину перемещением нижней части вертикально вверх на величину понижения уровня в ней обрабатывающей жидкости 2
(Д Нун). Это позволяет обеспечить постоянную глубину погружения материала в жидкость в процессе его обработки (HM const) и исключить операцию подлива жидкости 2 в ванну 1 в процессе работы.
Приме р.При пропитке стеклолеиты ЛЭС длиной 200 м связующим ЭДТ-10 со скоростью подачи необработанной ветви материала и отвода обработанной петпи, равной 20 м/мин, с глубиной ПОГОУЖРИИЯ ч
связующее материала роликом 3 0,45 м, что обеспечивает время пропитки Зс и заданное процентное содержание связующего в материале 20%. При этом расход связующего в ванне составляет 0.1 кг/мин и уровень его понижается в ванне 1 со скоростью 0.01 м/мин.
Ванна выполнена из материала, модуль упругости которого равен
-Нм
Д Нун Вп
при этом Д .8 Н /кг х 0.1 кг/мин х t, где t - время процесса жидкостной обработ- ки материала, определяется уравнением
I
где I - длина обрабатываемого материала, для данного примера 200 м;
v - скорость подачи и отвода обрабатываемого материала, для данного примера 20 м/мин, т.е. мин и Д ,8 Н.
Поскольку ванна выполнена, например, цилиндрической с определенной толщиной стенок, для данного примера площадь поперечного сечения стенок равна ,00005 м. Понижение уровня связующего в ванне равно: .01 м/мин; .01 м/мин.
±-0.1м.
Окончательно имеем величину модуля упругости материала ванны 1:
к
Д РЖ Нм
Д Ну// Sn
где ,8 Н; ,1 м; Нм-0,45 м; ,00005 м2,
т.е. К 882000 Па 800000-900000 Па. что соответствует резине марки 51-2087.
Производят связующим ЭДТ-10 разгрузки ванны 1. растягивая ее до длиной, равной
ДНун,
0
5
0
5
0
где Нм глубина погружения ролика 3, м:
Д НУн понижение уровня связующего в ванне, 1 м, т.е. ,55 м.
Производят протяжку материала, т.е. ленты ЛЭС, через ванну 1, заполненную связующим ЭДТ-10, со скоростью 20 м/мин. Изобретение обеспечивает упрощение конструкции устройства за счет уменьшения количества основных его элементов, т.е. исключения упругих элементов (пружин), соединяющих ванну с горизонтальной стойкой путем выполнения ванны эластичной и из материала с определенным углом упругости. Расширяются технологические возможности пропиточной ванны, т.е. она является не только емкостью для связующего, а также является стабилизатором глубины погружения материала в связующем.
Формулаизобретения Устройство для жидкостной обработки тканого материала, содержащее ванну для обрабатывающей жидкости с размещенным в ней погружающим р оликом. закрепленным на вертикальной стойке, и средства для подачи в ванну сухой ветви материала и отвода обработанной ветви, отличающееся тем, что, с целью упрощения конструкции, ванна жестко закреплена на вертикальной стойке и выполнена из эластичного материала, модуль упругости которого определяется уравнением
К
ДРж -Нм
ДНу„ -Sr,
где К - модуль упругости материала ванны. Па;
ДРЖ - изменение массы ванны с обрабатывающей жидкостью, Н;
Д Нун - изменение уровня обрабатывающей жидкости в ванне, м;
Нм - глубина размещения погружающего ролика в ванне;
Sn - площадь поперечного сечения стенок ванны, м .
шшгггшгш
Ґ
ШШШШШШ
Фие.1
шшшш;
i:
ШШШ7/7//7/ ///////
Фиг, 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для жидкостной обработки тканого материала | 1989 |
|
SU1684370A1 |
| Способ жидкостной обработки текстильного материала | 1988 |
|
SU1583499A1 |
| СПОСОБ НЕПРЕРЫВНОГО КРАШЕНИЯ ЦЕЛЛЮЛОЗОСОДЕРЖАЩЕГО ТЕКСТИЛЬНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2050427C1 |
| Устройство для жидкостной обработки текстильного полотна | 1980 |
|
SU935549A1 |
| Способ жидкостной обработки текстильного материала | 1988 |
|
SU1509452A1 |
| Способ жидкостной обработки тканого материала | 1989 |
|
SU1673664A1 |
| Устройство для пропитки нитей и отжима связующего | 1990 |
|
SU1719487A1 |
| СПОСОБ ОБРАБОТКИ АРАМИДНОГО МОНОВОЛОКНА, МОНОВОЛОКНО, ВОЛОКОННЫЙ ЖГУТ, ИЗДЕЛИЕ, СПОСОБ ЕГО ПОЛУЧЕНИЯ И ПОКРЫШКА ПНЕВМАТИЧЕСКОЙ ШИНЫ | 1991 |
|
RU2108420C1 |
| Устройство для пропитки рулонных материалов врасправку | 1980 |
|
SU887021A1 |
| УСТАНОВКА ДЛЯ ПРОПИТКИ СЕРДЕЧНИКОВ СТАЛЬНЫХ | 1973 |
|
SU377458A1 |
Изобретение относится к текстильной промышленности и может быть использовано для жидкостной обработки тканого материала, а именно для пропитки, окраски, нанесения покрытий, и позволяет упростить конструкцию. Устройство содержит ванну для обрабатывающей жидкости с размещенным в ней погружающим роликом и средства для подачи в ванну сухой ветви материала и отвода обработанной ветви. Ванна и погружающий ролик жестко закреплены на вертикальной стойке. Ванна выполнена из эластичного материала, модуль упругости которого определяется уравнением К2 ди . qM. где К - модуль упругости материала ванны. Па; А РЖ - изменение массы ванны с обрабатывающей жидкостью. Н; Нун - изменение уровня обрабатывающей жидкости в ванне, м; Нм - глубина размещения погружающего ролика в ванне; Sn - площадь поперечного сечения стенок ванны, м2. 2 ил.
| Установка для пропитки материала | 1972 |
|
SU455550A3 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Устройство для жидкостной обработки тканого материала | 1989 |
|
SU1684370A1 |
| кл | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
