Изобретение относится к способам отделки чулочно-носочных изделий, а именно к способам отделки изделий, надетых на плоские механические формы в отделочных сушильно-формовочных машинах.
Известно, что при отделке чулочно-носочных изделий на формах очень важно добиться уменьшения разнодлинности обрабатываемых изделий, которая имеет место вследствие различных неконтролируемых отклонений в технологическом процессе вязания. Разнодлинность существенно затрудняет в дальнейшем подбор изделий в пары, снижая производительность труда на выпускных операциях. В сушильно-формовочных машинах при правильной организации технологического процесса отделки разнодлинность может быть уменьшена. Достигается зто различными способами, но любой из них предусматривает установку нижнего борта изделий на форме на определенном уровне - выравнивают длины изделия. На практике осущестоление этого способа достигается тем, что на формы наносится метка и оператор при надевании изделий вручную устанавливает край борта каждого-изделия на уровне этих меток.
Удержание изделия на метках может быть обеспечено также пружинными держателями.
Известен также способ, в котором роль метки играет эластичное кольцо, надетое на форму. При надевании изделия борт устанавливается оператором на этом кольце и изделие в таком виде направляется на тепловую обработку. Эластичное кольцо при этом способе способствует удержанию изделия на заданном уровне в процессе обработки.
Недостатками этого способа являются снижение производительности труда оператора по надеванию изделий и невозможность достижения гарантированного выравнивания всех издел ий с заданной точностью.
(Л
уучтутД
°xf
ю
Ц мь изобретения - повышение производительности труда и оборудования на от- машинах и улучшение качества отделки изделий
I а фиг 1-4 приведены пример реализации способа и последовательность проведения операций.
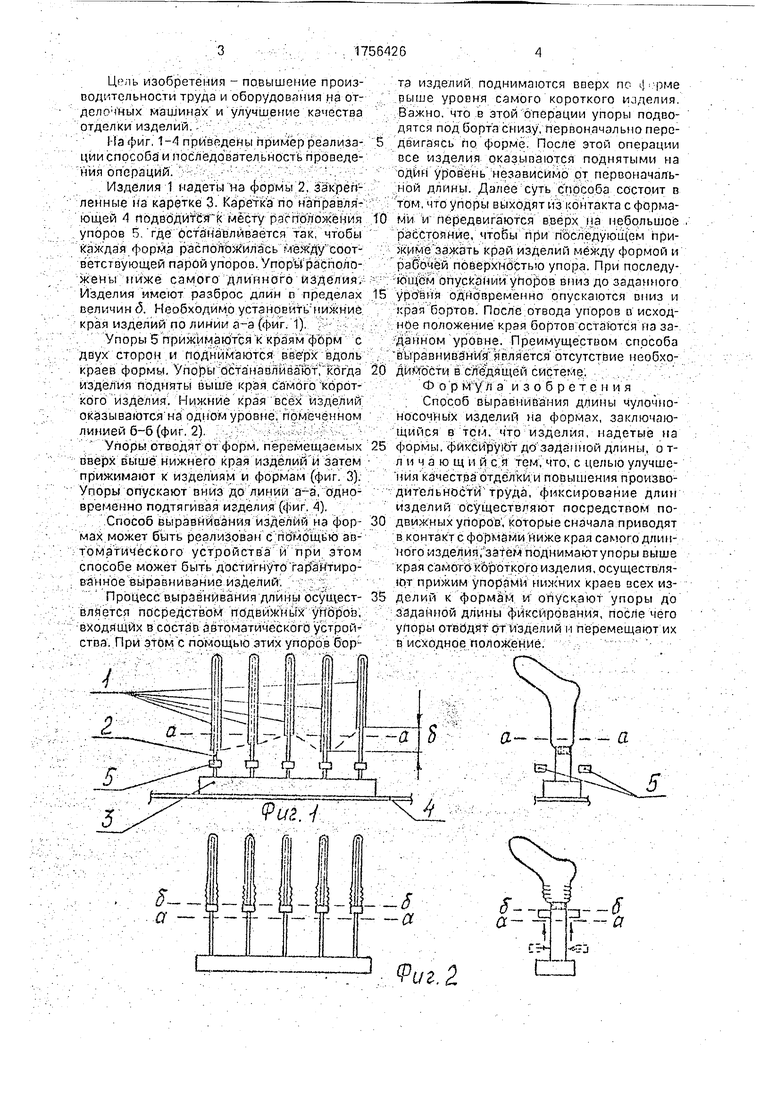
Изделия 1 надеты на формы 2, закрепленные на каретке 3. Каретка по направляющей А подводится к месту расположения упоров 5 где останавливается так, чтобы форма расположилась между соответствующей парой упоров. Упоры расположены ниже самого длинного изделия. Изделия имеют разброс длин я пределах величин (5. Необходимо установить нижние края изделий по линии а-а (фиг. 1)
Упоры 5 прижимаются к краям форм с двух сторон и поднимаются вве рх вдоль краев формы. Упоры останавливают, когда изделия подняты выше края самого короткого изделия. Нижние края всех изделий оказываются на одном уровне, помеченном линией б-б (фиг. 2)
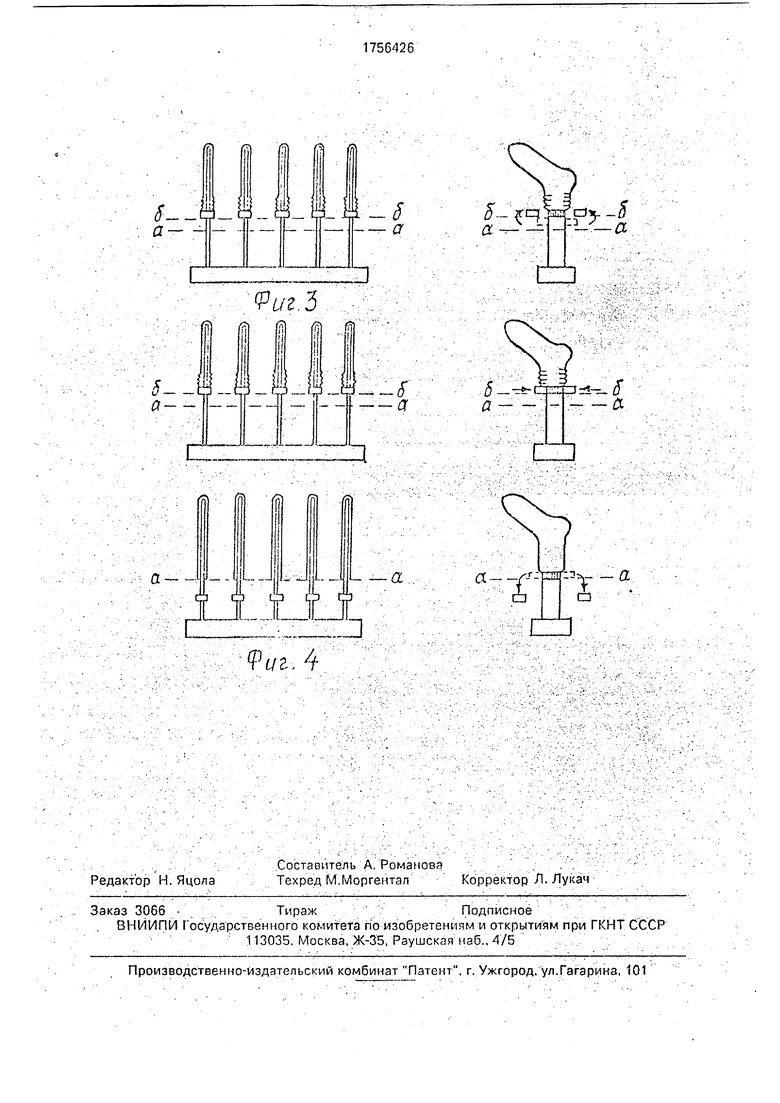
Упоры отводят от форм, перемещаемых вверх выше нижнего края изделий и затем прижимают к изделиям и формам (фиг. 3). Упоры опускают вниз до линии а-а, одновременно подтягивая изделия (фиг. Л.
Способ выравнивания изделий на формах может быть реализован с помощью автоматического устройства и при этом способе может быть достигнуто гарантированное выравнивание изделий
Процесс выравнивания длины осуществляется посредством подвижных yrropon, входящих в состав автоматического устройства. При этом с помощью этих упоров борта изделий поднимаются вверх пг 4 рме выше уровня самого короткого илделия Важно, что в этой операции упоры подводятся под борта снизу, первоначально передвигаясь по форме После этой операции все изделия оказываются поднятыми на один уровень независимо от первоначальной длины. Далее суть способа состоит в том, что упоры выходят из контакта с формами и передвигаются вверх на небольшое расстояние, чтобы при последующем прижиме зажать край изделий между формой и рабочей поверхностью упора. При последующем опускании упоров вниз до заданного
уровня одновременно опускаются вниз и края бортов. После отвода упороч в исходное положение края бортов остаются на заданном уровне. Преимуществом способа выравнивания является отсутствие необходимости в следящей системе.
Формула изобретения Способ выравнивания длины чулочно- носочных изделий на формах, заключающийся в тем. что изделия, надетые на
формы, фиксируют до заданной длины, о т- л и чающийся тем, что, с целью улучшения качества отделки и повышения производительности труда, фиксирование длин изделий осуществляют посредством подвижных упоров, которые сначала приводят в контакт с формами ниже края самого длинного изделия, затем поднимаютупоры выше края самого короткого изделия, осуществляют прижим упорами нижних краев всех изделии к формам и опускают упоры до заданной длины фиксирования, после чего упоры отводит от изделий п перемещают их в исходное положение.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для выравнивания длины чулочно-носочных изделий на формах в отделочных машинах | 1991 |
|
SU1802013A1 |
| Способ обработки чулочно-носочных изделий | 1989 |
|
SU1664925A1 |
| МАШИНА ДЛЯ ФОРМИРОВАНИЯ И ОТДЕЛКИ ЧУЛОЧНО-НОСОЧНЫХ ИЗДЕЛИЙ | 2001 |
|
RU2182940C1 |
| Приспособление для отделки чулочно-носочных изделий | 1988 |
|
SU1553594A1 |
| Устройство для подачи форм в зоне надевания чулочно-носочных изделий | 1990 |
|
SU1786209A1 |
| Устройство для надевания и съема чулочно-носочных изделий | 1990 |
|
SU1721141A1 |
| Машина для формирования и отделки чулочно-носочных изделий | 1989 |
|
SU1694741A1 |
| МАШИНА И СПОСОБ ТЕРМООТДЕЛКИ ТРУБЧАТЫХ ТРИКОТАЖНЫХ ИЗДЕЛИЙ | 2016 |
|
RU2709427C1 |
| Устройство подачи форм в зоне надевания чулочно-носочных изделий сушильно-формировочной машины | 1990 |
|
SU1726606A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО СШИВАНИЯ ДВУХ ЧУЛОЧНО-НОСОЧНЫХ ИЗДЕЛИЙ С ОБРАЗОВАНИЕМ КОЛГОТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2092637C1 |
Использование в отделке чулочно-носочных изделий, а именно в способах отделки изделий, надетых на плоские механические формы в отделочных сушильно-формиро- вочных машинах. Сущность изобретения, способ осуществляют автоматическим устройством посредством подвижных упоров. Упоры сначала приводят в конта кт с формами ниже края самого длинного изделия. Затем поднимают упоры выше края самого короткого изделия, осуществляют прижим упорами нижних краев всех изделий к формам и опускают упоры до заданной длины выравнивания. После этого упоры отводят от изделий и перемещают в исходное состояние, а изделия перемещают далее в зону тепловой обработки. 4 ил.
-I
Риг.2
| Патент США № 3283970 | |||
| кл | |||
| Способ исправления пайкой сломанных алюминиевых предметов | 1921 |
|
SU223A1 |
| Двухтактный двигатель внутреннего горения | 1924 |
|
SU1966A1 |
